
1000MW火力发电机组锅炉炉后大烟道吊装方案分析
2021-12-04 19:24李浩
机电信息 2021年27期

摘要:列举和分析了广东台山6#、7#两台在建1 000 MW火力发电机组已完成的炉后大烟道施工中所使用的主要吊装方案,对方案中机械设备的应用做了详细的分解,体现了该种吊装方案的优势。
关键词:1 000 MW火电机组;吊装方案;优势
0 引言
在工程施工中使用吊装机械的费用在成本预算中占有非常大的比例,采用何种吊装方案直接关系到机械设备的数量、能力大小和使用时间,也直接影响施工成本。故对已竣工工程所采用的吊装方案进行分析、比较,得出以下结论:经济、合理的施工方案是实现成本节约的一种理想途径。
1 6#机组炉后烟道吊装方案分析
1.1 建设地点和规模
广东国华台山电厂位于广东省南部沿海江门市台山市铜鼓村,一期工程为5×600 MW亚临界燃煤机组,已经投产。二期扩建工程为2×1 000 MW超超临界燃煤机组,同步建设脱硫及脱硝设施,并留有扩建场地。其中,6#机组由广东火电公司承建。6#机组炉后烟道包括炉膛出口转弯烟道、转角烟道、脱硝烟道、空气预热器上部烟道、空气预热器上部转弯烟道以及空气预热器出口烟道,后烟道设备总重约1 200 t。
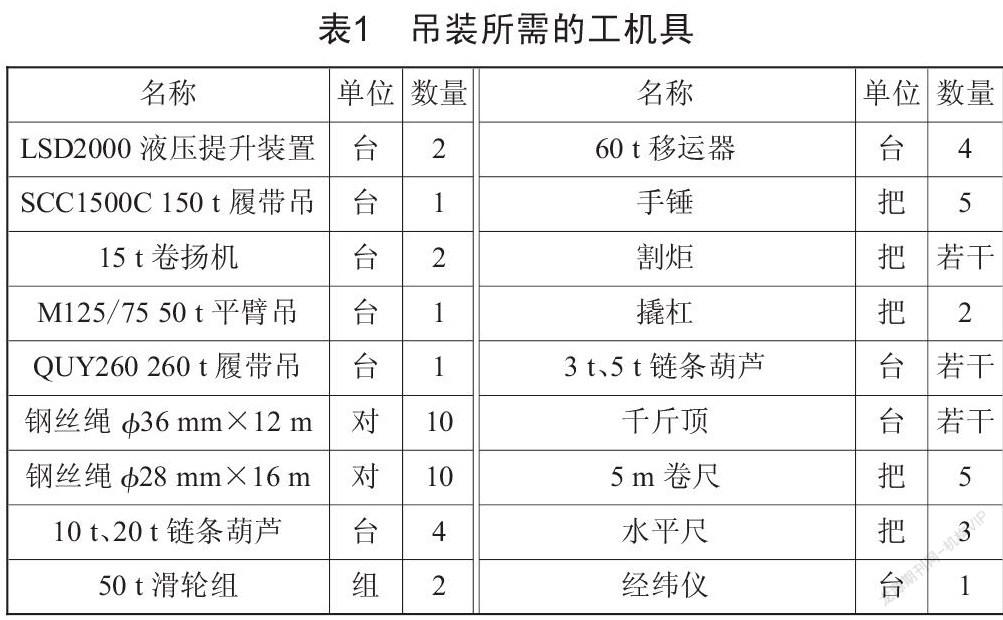
1.2 作業准备和条件要求
吊装所需的工机具如表1所示。
1.3 吊装施工作业流程
后烟道设备检查→后烟道设备运输→后烟道第一段转弯烟道吊装存放→后烟道第一段直烟道吊装存放→第一段转弯烟道与第一段直烟道对口焊接就位→第二段转弯烟道吊装提升→后烟道垂直烟道逐段吊装就位→后烟道转弯烟道与垂直烟道逐段对口焊接就位→后烟道非金属膨胀节安装→预热器出口烟道吊装→预热器上部转弯烟道吊装→预热器上部烟道吊装→后烟道安装验收。
1.4 作业程序内容
(1)后烟道后烟井部分的吊装采用倒装法,即从上往下进行后烟井各段烟道的吊装。
(2)两台LSD2000液压提升装置布置在炉后悬挑梁方孔正上方,布置时要提高液压提升装置的布置点,预留后烟道吊杆的螺栓穿装空间,本次工程利用架设液压提升装置支座的方法布置液压提升装置。
(3)两台15 t卷扬机布置在炉顶靠炉后处。
(4)在确认两台LSD2000液压提升装置以及两台15 t卷扬机已具备使用条件后,后烟道各段烟道方可进行吊装,吊装时先吊装后烟道炉膛出口段,即后烟道第一段转弯烟道,由两台液压提升装置提升吊装,当其提升至预定标高时,炉顶两台15 t卷扬机将其慢慢拖放至图纸安装位置并连接烟道吊杆,穿装后烟道吊杆的同时,由于其仍未正式就位固定,需加设保险钢丝绳,该段烟道拟采用?准36 mm的钢丝绳作为保险安全绳。
(5)转弯烟道的吊装拖放过程是一个难点,本次工程采用在炉后悬挑连接梁与炉后桁架梁之间加设临时轨道梁,利用4台60 t小坦克、2组50 t滑轮组以及2组32 t滑轮组连接后烟井转弯烟道的方法,将其拖放就位。
特别需要注意的是,在使用卷扬机拖放该段烟道时,该烟道的重心需要从大板梁后部桁架结构通过,因此该烟道就位需要进行临时悬挂并空中摘钩,二次挂钩[1]。
(6)后烟井第一段直烟道的吊装参照以上方法进行,当其吊装就位后,已吊装就位的两段烟道就可进行对口焊接作业,焊接作业进行之前该段烟道需做好保险措施,需加设?准36 mm保险钢丝绳。
(7)后烟井第二段转弯烟道吊装时,由于该段设备布置有吊点,吊装时将后烟井永久吊杆安装在该段烟道上,用两台液压提升装置提升吊装。
(8)第二段转弯烟道提升到一定高度时,垂直烟道分段进行吊装就位。采用50 t平臂吊和15 t卷扬机反滑轮组进行抬吊就位,其中脱硝转弯烟道部件由于重量限制,需要分体进行吊装,至就位标高后将两部分中间连接桁架及墙板进行对口焊接。
(9)后烟道膨胀节采用分段组装的方式进行,由厂家安排人员到现场安装。
(10)预热器出口烟道、预热器上部转弯烟道以及预热器上部烟道采用炉右布置的M125/75 50 t平臂吊以及炉底QUY260履带吊配合吊装。
(11)除预热器上部烟道分为两部分吊装外,预热器出口烟道以及预热器上部转弯烟道采用整体吊装。
1.5 此方案可改进的地方
1.5.1 吊装机械的选择
炉后烟道组件由于质量重、体积大,对于炉顶的一台50 t平臂吊来说已经超出作业能力范围,所以在吊装组件时需要15 t卷扬机配合抬吊,增加了作业难度及风险。所以,在进行炉后大烟道吊装时,需要一台作业半径覆盖至炉后烟道位置、额定起吊满足要求的塔吊。鉴于施工难度降低,并考虑作业安全系数,大型塔吊性价比高于50 t平臂吊。
在吊装炉膛出口转弯烟道及第一段直烟道时,200 t液压提升装置将烟道提升至就位标高后与就位位置水平方向距离较远,在使用15 t卷扬机托放时需要将重心通过炉后桁架梁,施工难度大大增加,在进行高空摘/挂钩时施工风险也大大增加。
1.5.2 合理进行烟道组件的组合吊装
炉膛出口转弯烟道、转角烟道吊装时将两部分组件组合在一起吊装,使整体重心更偏炉后,在水平拖放至就位位置时重心就不需要越过桁架梁,使施工难度大大减少,且由于烟道组合均在地面进行,减少了高空焊接作业量,也相对降低了施工危险性。
第二段转弯烟道吊装时由于上部有永久吊杆,故可将第二段转弯烟道及其下部连接的脱硝烟道一并进行吊装,采用在地面进行分段组合,组合完毕整体起升直接就位的方法。这样既降低了施工难度,又减少了每段烟道吊装需要等上一件烟道拼缝焊接的施工工期[2]。
空预器烟道组件全部按厂家设备到场形式进行拼装,无须二次拆解分段。
2 7#机组炉后烟道吊装方案分析及优化应用
2.1 工程概况
同6#锅炉情况。
2.2 作业准备和条件要求
吊装所需的工机具如表2所示。
2.3 吊装施工作业流程
后烟道设备检查→后烟道设备运输→后烟道第一段组合烟道吊装存放→后烟道第二段组合烟道吊装存放→第一段组合烟道与第二段组合烟道对口焊接就位→后烟道垂直烟道逐段对口焊接提升吊装→后烟道垂直烟道整体提升吊装就位→后烟道转弯烟道与垂直烟道对口焊接就位→后烟道非金属膨胀节安装→预热器出口烟道吊装→预热器上部转弯烟道吊装→预热器上部烟道吊装→后烟道安装验收。
2.4 作业程序内容
(1)炉顶吊装机械的布置:炉后烟道第一段组合烟道主吊机械为两台200 t液压提升装置。
(2)LSD2000液压提升装置(200 t)布置:在炉顶靠炉后方向,31号次板梁与炉后悬挑连梁之间布置4根10 m长的1 000×300H型钢,每两根为一组,作为液压提升装置的滑道梁使用。液压提升装置安装在预先制作好的座梁上,座梁下方布置重物移运器,将液压提升装置布置在滑道梁适当位置(如有需要可根據现场烟道组合完毕后情况进行调整)。
(3)第一段组合烟道的吊装及就位:
第一段组合烟道起吊前预先放置于炉后场地,重心距离G轴6 512 mm。
第一段组合烟道起吊时,采用炉顶布置的两台液压提升装置和MK2500塔吊配合将烟道略微提升离开地面,并调整好就位角度。待烟道自由状态下呈稳定状态时,两台液压提升装置同步起升。
待起吊至适当高度后,用两台5 t手动葫芦对液压提升装置进行拖拽,使第一段组合烟道直接就位。
烟道就位后前端穿装正式吊杆,后端采用钢丝绳进行悬挂。
(4)第二段组合烟道的吊装及就位:
由于第二段组合烟道布置有正式吊点,吊装时将炉后烟井永久吊杆安装在该段烟道上,用两台200 t液压提升装置提升吊装,锚头直接与正式吊杆顶部销轴孔固定,吊至就位高度时直接将永久吊杆正式安装即可拆除液压提升装置。
第二段组合烟道吊装时将下方布置的一段脱硝烟道(带22 t导流板)、氨喷射器、脱硝转弯烟道(带10.6 t导流板)及小灰斗组合进行吊装。第二段组合烟道总重约为263 t。
200 t液压提升装置布置在永久吊杆穿装孔上方,使用制作的支架将液压提升装置抬高便于永久吊杆的穿装。
(5)后烟道垂直烟道的吊装:第二段转弯烟道提升至一定高度时,后烟道垂直烟道即可分段进行对口焊接,安装好第一段烟道后将烟道提升至适当高度,将下方烟道使用滑道拖至安装位置下方进行对口安装,依次类推,安装好全部组件后再次将烟道整体提升,当整段垂直烟道安装完成后,将整段烟道提升吊装,与炉膛口的烟道对接,完成炉后烟道的吊装工作。
(6)后烟道膨胀节采用分段组装的方式,由厂家安排人员到现场安装。
(7)预热器出口烟道、预热器上部转弯烟道以及预热器上部烟道采用炉左布置的MK2500塔吊以及炉后地面的LS368RH-5履带吊配合吊装。
(8)除预热器上部烟道分为两部分吊装外,预热器出口烟道以及预热器上部转弯烟道采用整体吊装。
2.5 此方案相对6#机组施工方案进行的优化
2.5.1 吊装机械的选择
在吊装烟道第一件组件时,200 t液压提升装置不能直接就位,故需要将液压提升装置设计成可移动式,利用炉后大板梁悬挑连梁和桁架梁之间横担4道1 000×300H滑道梁,滑道梁上布置重物移运器,再设计合适强度及尺寸的座梁,将200 t液压千斤顶固定于座梁上。在做横向拖动时,使用两台5 t手动葫芦即可将座梁连同液压千斤顶一同进行水平移动,避免了水平拖动需要重心通过滑道梁的作业难点。
在整个炉后烟道吊装的过程中,7#机组只用到了两台200 t液压提升装置、一台MK2500塔吊及一台在地面配合的LS368LS-5 250 t履带吊,相对于6#机组及其他项目百万机组炉后烟道的吊装均节省了吊装机械及施工工期[3]。
2.5.2 合理进行烟道组件的组合吊装
炉膛出口转弯烟道、转角烟道吊装时将两部分组件组合在一起吊装,使整体重心更偏炉后,在水平拖放至就位位置时重心就不需要越过桁架梁,施工难度大大降低,且由于烟道组合均在地面进行,减少了高空焊接作业量,也相对降低了施工危险性。
第二段转弯烟道吊装时,由于上部有永久吊杆,故可将第二段转弯烟道及其下部连接的脱硝烟道一并进行吊装,采用在地面进行分段组合,组合完毕整体起升直接就位的方法,既降低了施工难度,又减少了每段烟道吊装需要等上一件烟道拼缝焊接的施工工期。
由于现场布置有一台MK2500塔吊,所以空预器烟道组件全部按厂家设备到场形式进行拼装,无须二次拆解分段。
3 结语
每台1 000 MW火电机组因为其结构形式不一样及环境不同,所采用的施工方法和工具也不一样,但施工方法总有相似之处,可以互相参考和借鉴。台山工程7#机组炉后烟道吊装正是在分析国内同类机组施工工艺的基础上,选择和制订了一种适合自身条件的方法和方案,这样可以减少成本、节约开支。该工程所采用的主要施工吊装方法和所选用的机械设备的配备规格也可在其他同类机组的施工中进行推广应用。
[参考文献]
[1] 康乐.热控系统对火力发电机组调峰运行的性能影响分析[J].应用能源技术,2020(10):7-10.
[2] 李鑫,马林,刘凯,等.火力发电机组协调控制技术研究[J].自动化应用,2020(7):96-98.
[3] 刘大帅,刘敬尊.1 000 MW超超临界火电机组深度调峰研究[J].科技视界,2019(25):58-59.
收稿日期:2021-08-18
作者简介:李浩(1986—),男,北京人,工程师,国能龙源电力技术工程有限责任公司项目执行经理,研究方向:各类电厂基建项目起重吊装方案优化。
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
化学教学(2022年4期)2022-05-07
科学与财富(2021年34期)2021-05-10
科学与财富(2021年34期)2021-05-10
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
中国新技术新产品(2018年19期)2018-12-08
农业知识·百姓新生活(2016年9期)2016-05-14
第二课堂(课外活动版)(2015年8期)2015-10-21
现代家电(2014年6期)2014-07-28
