
铝合金城铁车板梁结构侧墙焊接变形控制措施
2021-12-04 21:29张力辉
科技信息·学术版 2021年30期
张力辉
摘要:侧墙作为铝合金车体的重要部件,其尺寸、平面度对车门的安装及整个车体的外观有很大的影响,因此,如何控制侧墙的尺寸及焊接变形是板梁结构侧墙焊接的重点和难点。本公司在北京机场项目中,通过预留收缩量,调整焊接顺序,并结合过程监控和调整焊接反变形量等措施较好的控制了侧墙的焊接变形,保证了侧墙的整体尺寸及平面度。
关键词:铝合金 侧墙焊接 焊接变形
前言
铝合金车体目前主要有以下几种方式:一是板梁结构铝合金车体;二是型材结构铝合金车体,三是钢、铝混合结构铝合金车体,其中板梁结构的车体能够保持车体质量最低,但缺点就是工艺复杂,焊接收缩量、变形量大[1]。
1铝合金侧墙焊接
北京机场侧墙就是板梁结构的侧墙,根据整体宽度不同,可分为三种型号,最宽的侧墙的宽度为6700mm(0,-3),有3个窗口,其余两种侧墙尺寸为2637.5mm(0,+2)、2433mm(0,+2),均有一个窗口。侧墙组成由骨架组成、墙板及多种小件组成,其中骨架组成由门立柱、窗立柱、横梁组成、横梁、补强梁等6005A-T6型材拼焊完成。墙板由3.2mm厚的5086-H111铝板机加完成。侧墙组成的合成方式是骨架组成与墙板的搭接组焊,在骨架组成中的横梁型材边缘机加了多个长椭圆孔,实现骨架组成与墙板的焊接,骨架边缘与墙板边缘有5mm尺寸差要求,骨架窗口与墙板窗口边缘的错边量≤1.5mm。
1.1接头形式、焊接方法及焊接材料
骨架组成的焊接采用3HV型对接接头及a3角接接头,侧墙组成(即骨架组成与墙板的合成)均为z3的搭接接头及部分塞焊焊缝,侧墙上的安装板及小件的焊接为3HV型对接接头及z3的搭接接头。侧墙的焊接选用熔化极惰性气体保护焊,焊接材料為直径为1.2mm的ER5087铝合金焊丝。
2 焊接变形分析
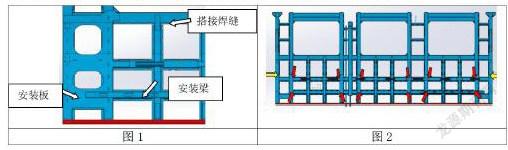
焊接过程是一个不均匀加热的过程,当焊接内应力达到材料的屈服强度时,就会使局部产生塑性变形,焊接量越大,焊接变形的趋势就越严重。一是骨架组成焊接量大,横向尺寸收缩。由于骨架组成窗口下端均为型材拼接s3HV焊缝及a3角焊缝,焊接量大,焊接后收缩大于窗口位置,导致骨架焊接后呈扇形(见图2骨架组成),窗口下端尺寸超出图纸要求尺寸公差,导致骨架边缘与墙板边缘的5mm尺寸公差也不能满足图纸要求。侧墙合成过程中骨架与墙板合成焊接时,横梁上有大量的长圆孔,此位置均是需要与墙板搭接焊接的位置(见图1),导致侧墙整体横向尺寸的收缩。二是侧墙挠度超差。安装梁与骨架的焊接为s3HV焊缝,贯穿整个侧墙,且焊缝长度约等于侧墙宽度,此工序在工装下完成,料件均处于自由状态;安装板滑槽等小件的焊接均为塞焊及段焊(见图1)均在工装上完成,焊后整体挠度超差,且窗下横梁位置较大,最大位置超差为17mm。
3 焊接变形控制措施
由于整个侧墙板长度过程,焊后矫正的难度非常大,为了保证整个侧墙的尺寸公差,必须在焊接过程中就严格控制上述的各类变形,主要控制措施有以下几方面:
1、预留收缩量
骨架组对时,在保证根部间隙满足焊接工艺要求的前提下,窗下的横梁都增加了1mm工艺方长量,使得窗下横梁处的组对宽度尺寸大于窗口处宽度尺寸,通过预留收缩量,可以补偿因s3HV焊缝引起的横向收缩变形,弥补焊后窗下横梁的收缩,从焊后尺寸检查结果看出,窗下横梁出尺寸能控制在公差范围之内。
2、焊接顺序调整
骨架的焊接:在骨架组焊工装上先完成窗口周围的四条焊缝,再焊接窗口下端横梁焊缝,由中心横梁向两端焊接,红色箭头指示位置的焊缝不焊接(见图2),测量墙板窗口中心距尺寸,与骨架窗口中心距匹配好之后,完成窗口之间横梁的焊接,将红色箭头指示位置用撑子进行支撑,最后完成红色箭头指示位置的焊接,此种焊接方式有效的解决了焊后收缩呈扇形的问题。两端黄色箭头指示的门立柱与横梁仅进行点固焊,不进行焊接,骨架下工装,完成骨架正装面窗口处的焊缝的焊缝。
合成焊接:将墙板平铺到合成工装,将骨架放置到墙板上,以中心窗口位置为基准,调整骨架与墙板的相对位置,由中心向两端完成塞焊的焊接,最后焊接黄色箭头指示的门立柱与横梁的焊接,通过研配横梁长度,保证墙板与骨架组成相差5mm的尺寸要求。
3、刚性夹紧并预制焊接反变形
安装梁、槽铝小件的全部调整到在合成工装上完成,并在安装板、滑槽等小件点固好后,在窗口图示红色箭头区域的窗口下端及两侧立柱制作8-15mm的反变形,之后将夹具压紧。使焊后挠度超差现象有很大改善,仅局部超差,最大为8mm,减小了调修的工作。
4、结论
本文总结了板梁结构侧墙焊接过程中能有效控制侧墙尺寸、侧墙焊接变形的一系列措施,为今后工作中更好的控制产品焊接质量积累了经验,具体如下:
(1)预留收缩量,可有效的控制横梁型材间对接接头的收缩变形。
(2)刚性夹紧并预制焊接反变形,有效限制焊接过程中变形的程度。
(3)调整焊接顺序,并将部分焊缝用撑子进行支撑焊接,有效控制了焊接收缩,保证了侧墙组成的尺寸要求。
参考文献:
[1]王炎金 铝合金车体焊接工艺 [J]机械工业出版社2009.12
[2]李亚江 焊接缺陷分析与对策 [J]化学工业出版社 2013.10
猜你喜欢
安防科技(2021年1期)2021-11-12
新材料产业(2021年3期)2021-07-21
科技风(2020年29期)2020-11-10
科学导报(2019年48期)2019-09-25
名城绘(2018年12期)2018-10-21
有色金属材料与工程(2017年4期)2017-09-18
建筑建材装饰(2016年8期)2016-12-29
科学与财富(2016年18期)2016-12-22
中国高新技术企业(2016年30期)2016-12-20
