
调相机定子线圈装配技术研究
2021-12-09 22:52姚望刘亚军李伟华
科技信息·学术版 2021年33期
姚望 刘亚军 李伟华



摘要:调相机项目是全空冷机组,定子线棒采用实心铜线绕制而成,为达到较好的冷却效果线棒底面窄侧面高,高宽比约2.6左右,大高宽比线棒在进行装配时面临很多装配难点。本文主要从定子线棒槽内固定、槽内压型、端部固定以及异相间线棒间隙控制等方面介绍了定子线圈装配的主要控制点及装配工艺技术,以保证定子线圈的装配质量。
关键词:定子线圈装配 槽内固定 槽内压型 端部绑扎 异相间线棒
1.引言
300MVar调相机是我公司为满足国家电网因大容量、远距离特高压直流输电需要而完全自主研制的全空冷机组。该机组具有容量大,参数高,制造难度大等特点。其中定子线圈装配作为发电机的核心部件就面临很多装配难点,因调相机为空气冷却机组,为满足定子线棒冷却需求设计成大高宽比结构。其中线棒宽为27.9mm,下层线棒高为70mm,上层线棒高73mm,线棒的高宽比达到2.6左右,且线棒端部渐开线长度约1400mm,远远超出其他水氢氢机组。因此对于大高宽比且渐开线较长的定子线圈,如何保证线圈在槽内的固定、适形材料压型以及端部渐开线处的装配质量成为急需解决的问题。
2.定子线圈槽内固定技术
因调相机线棒底面本身设计尺寸较小,且线棒底面的两侧边倒角较大,导致线棒底面与铁心槽的接触面较小,在装配时线棒在槽内极易发生偏斜,影响槽侧片装配,从而导致槽电位增大。
在定子线棒放入槽内后,因线棒与铁心槽内存在间隙,线棒在槽内会产生偏斜,因此需要将线棒造槽内“扶正”后再进行固定。
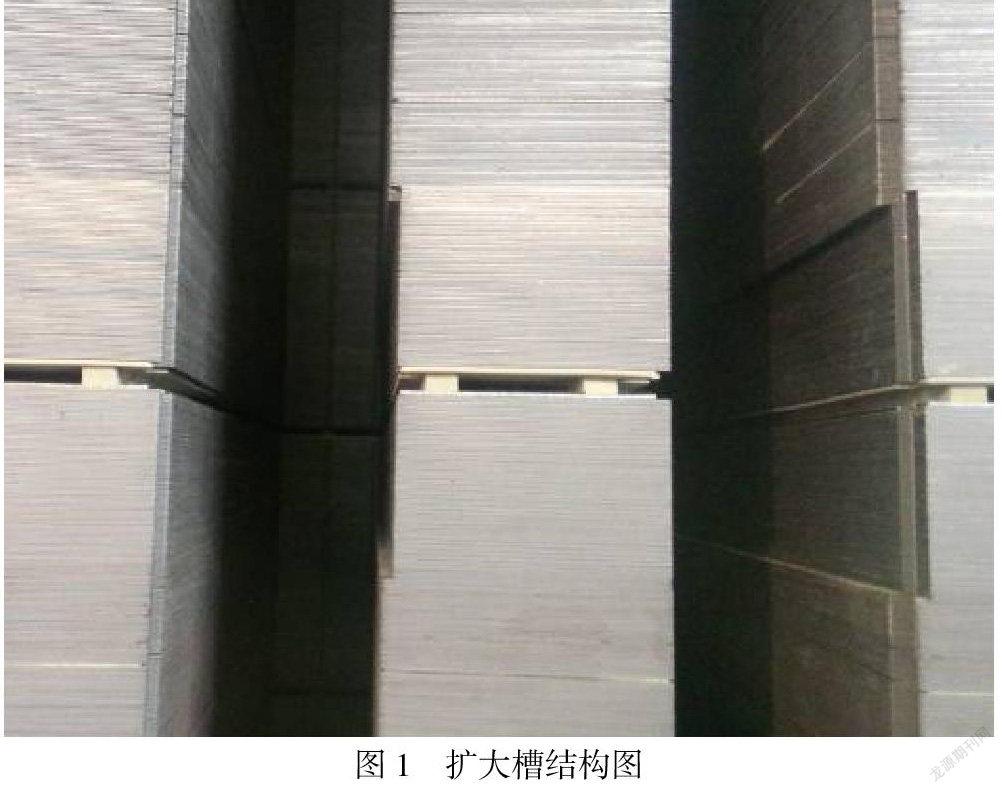
在结构方面为保证线圈在槽内处于垂直紧固状态,在铁心轴向方向间隔增加扩槽铁心段,即扩槽段铁心的槽型比正常槽型要大,且单边增大。扩大槽的作用是在槽内将线棒楔紧使线棒紧贴槽壁,铁心扩大槽结构如图1所示。
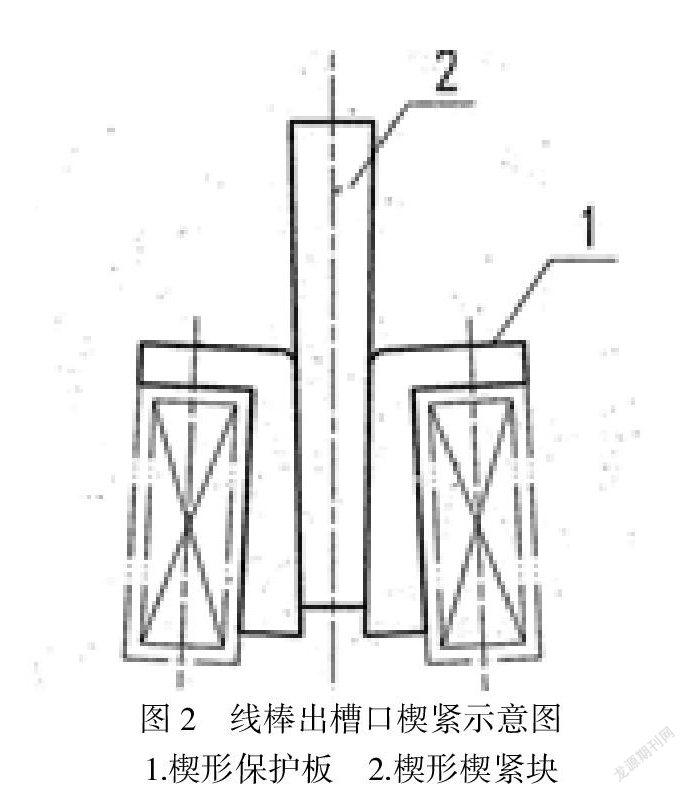
在工艺方面为将线棒“扶正”,在线棒的出槽口处设计线棒楔紧工具,如图2所示,在汽励端线棒出槽口处将线棒楔紧扶正。
将线棒出槽口楔紧后进行扩大槽处装配,扩大槽处采用对楔的绝缘垫片的结构,使用专用工具将扩大槽楔片打入扩大槽内,装配时先将其中一件楔片的大头端朝下装入扩大槽内,再将另一件楔片的小头朝下打入扩大槽内,通过改变两件楔片的接触面积,将线棒挤到槽侧壁上,装配时要从铁心轴向中心位置开始逐渐向铁心两侧进行,以保证线棒在槽内的适形性。
扩大槽装配完成后,再进行槽侧片装配,槽侧片需要根据线棒与槽侧的实际间隙进行配装,装配后如图3所示。
3.定子线棒槽内压型技术
由于定子线棒底面尺寸较小,又因为线棒表面绝缘层厚度偏差,导致线棒底面与铁心槽底接触面积较小,使线棒轴向在槽内受力不均匀。
为避免上述问题,调相机定子线棒槽内固定在径向上采用適形材料,即槽底与上下层线棒之间布置有适形毛毡,来消除线棒平面度偏差,使得线棒与铁心之间、线棒与线棒之间更好的接触。
因槽内采用适形材料,因此在装配过程中需要对槽内适形材料施加一定外力进行压型,保证适形材料具有一定的压缩量。调相机产品采用带预紧力的压型工具来进行槽内压型,如图4所示。在定子线棒放入槽内完成槽侧及扩大槽装配后,在径向方向进行压型工艺,通过工具槽楔对定子线棒施加压力,达到使适形材料变形的目的,最终使线棒在槽内更好的紧固。压型工具分为工具斜楔和槽楔两部分,斜楔设计成小圆弧尺寸,槽楔设计成大圆弧尺寸,而且两者是对楔结构,装配时通过不断改变两者之间的接触面积,改变施加在线棒表面的压力大小,从而达到对槽内适形材料压型的目的。为了能给槽内提供可变可调节的压力,斜楔的长度要长于槽楔的长度。
4.定子线圈端部固定技术
调相机项目定子上下层线棒端部渐开线处采用平行的结构,上下层线棒之间采用“发散型”层间垫块进行支撑的结构。层间垫块与上下层线棒绑扎在一起,起到支撑上层线棒并将整个端部固定成一个整体的作用。层间垫块圆周均布,垫块长约900mm,因层间垫块铺放在下层线棒上,而此时下层线棒已经与绝缘支架和绑环等进行了绑扎固化。为保证层间垫块装配后在定子端部形成一个标准的锥体,保证层间垫块与上下层线棒之间接触好,则需要下层线棒在绑扎固化后端部锥面尺寸偏差较小,即绑绳高低差不能太大。
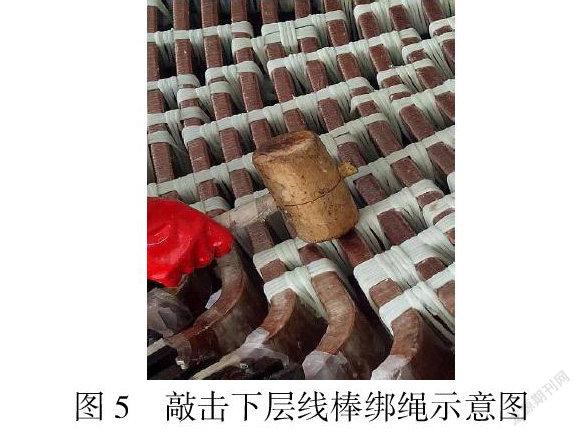
为解决上述问题,在进行下层线棒绑扎固定时,增加了控制节点,绑绳绑扎完成后在未进行烘焙之前,要求对端部所有绑绳进行高度以及同一组绑绳的平面度进行检查,边检查边敲击来调整绑绳的高度及平直度,绑绳检查合格后才能进行固化处理。在进行层间垫块装配前,要将层间垫块下面的适型材料敲击平整且与下层线棒及绑绳接触良好后再铺放层间垫块,层间垫块铺放后再次进行敲击,保证适形材料与层间垫块达到更好的接触状态,如图5所示。
5.异相间线棒间隙控制技术
因部分调相机用于高海拔地区,由于高海拔地区空气气压较低海拔地区小,在同等电压情况下,空气容易产生电离现象,所以对线棒的绝缘性能以及异相间线棒之间的放电距离要求较高。
为保证定子线圈装配的电气性能,在进行定子线圈装配时,需要严格控制定子异相间线棒之间的间隙。线棒在装配后受渐开线尺寸、端部装配尺寸、以及绑绳等因素影响,异相间线棒之间的距离会变小,为保证异相间放电距离,开发了异相间线棒绑扎新工艺。即采用花式“过渡”绑扎的方式,如图6所示,来避免异相间出现“半边绳”而降低异相间放电距离的情况;为避免绑绳与垫块之间出现缝隙,要求用毛毡将异相间垫块四周全部包裹后再进行绑扎;绑扎后要将绑绳“靠拢”,即消除绑绳与绑绳之间的间隙,避免间隙放电现象。
6.结语
本文主要从定子线棒槽内固定、槽内压型、端部固定以及异相间线棒间隙控制等方面介绍了定子线圈装配的主要控制点及装配工艺技术。通过上述控制方法保证了定子线圈装配质量,为后续相同结构的机组在定子线圈装配方面提供了参考。
作者简介:姚望,女,辽宁朝阳县人,工程师,在东方电气集团东方电机有限公司工艺部从事汽轮发电机产品制造工艺工作。
