
蜂窝纸板生产线的同步控制
2021-12-12 10:09倪涛轶陈浩
科技信息·学术版 2021年32期
关键词:设计
倪涛轶 陈浩


摘要:本文作者结合企业蜂窝纸板生产线设计,针对蜂窝纸板的纸板段生产线中的同步控制要求,就使用变频器实现同步控制的方法和设计进行论述。
关键词:蜂窝纸板;设计;同步控制
导言
蜂窝技术起源于仿生学,其特殊的结构组成具有强度高、承重大、弹性好和重量轻等特点,可广泛应用于产品包装、建筑装修、家具制造、仓储运输等行业,是传统包装材料的理想替代品。FWD1-1型蜂窝纸板生产线,就是在吸收国外先进经验的基础上进行的二次开发与创新。本文主要是针对蜂窝纸板纸板段生产线中的同步控制要求,就使用变频器实现同步控制的方法和设计进行论述。
一、蜂窝纸板生产段对同步控制的要求
1.1蜂窝纸板生产段流程简介
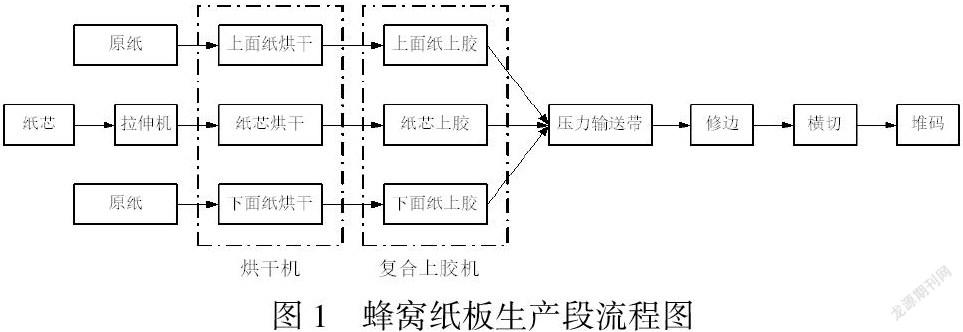
蜂窝纸板生产线分成纸芯生产段和纸板生产段两部分。经过纸芯生产段已经对接成连续的纸芯,它运到蜂窝纸板生产段准备纸板的生产。蜂窝纸板生产段流程如图1所示。
1.2蜂窝纸板生产段对同步控制的要求
1)机械概况
蜂窝纸板纸板段全机共分为拉伸机、烘干机、复合上胶机和压力输送带四个部分。
2)对调速控制的要求
生产蜂窝纸板的工作是连续进行的,电机处于恒转矩运行方式。在连续生产过程中,如果后面的单元快于前面的单元,则蜂窝将绷得很紧,甚或扯断;如果前面的单元快于后面的单元,则蜂窝将松弛,甚至形成堆积。因此,各单元的线速度必须完全相等,即要求实现线速度同步。
3)速度范围
设计范围:10 ~ 40m/min
常用速度:25m/min
二、用变频器实现同步控制的方案
2.1变频器的系统结构要求
根据蜂窝纸板生产段的生产特点,同步控制方案中变频器间的级联选用并联的形式,即主动单元的实际转速是同时送往各个从动单元。对变频器而言,除了具备通用变频的一般功能而外,要实现同步控制从系统结构上来说,需具备速度控制功能和同步控制功能。
2.2变频器及其容量选择
变频器的容量如果是以视在功率,即以KVA为单位表示时,选择是按最大电流原则来选择的。例如,当所选电机的额定功率为7.5KW时,那么变频器的容量就应该选比7.5KVA大一档的,如容量为11KVA的变频器。
在本生产段中,要求的各个单元的电机要在其额定频率以下恒转矩运行。根据生产线拖动系统的机械设计计算,设各拖动单元的主要参数如下:
在生产线的速度设计范围v =10 ~ 40m/min和常用速度v =25m/min的情况下,根据式(1)、(2),各单元的和的计算结果显示,各单元的变频器在生产线的线速度设计范围内的输出频率均低于电机的额定工作频率fN,从而保证了生产线所要求的电机在额定频率下的恒转矩运行。根据控制要求,决定了德国SEW公司的减速器、电机、变频器得以首选。
2.3制动电阻选择
电机在减速停止的过程中,由于工作频率的下降,将处于再生制动状态,直流电压UD不断上升,必须将再生到直流电路的能量消耗掉,使保持在允许范围内。制动电阻RB就是用来消耗这部分能量的。
1)RB的阻值:
RB的大小应使制动电流IB的值不超过变频器额定输出电流IN的一半为宜。从而:
这里需要注意的是,因为变频器是直接用线电压为380V的三相供电线路作为三相桥式整流的交流电源,所以整流电压:
2)RB的功率:
式中αB为功率选用系数。通常可取αB=0.3~0.5,电机容量较小时取小值,反之取大值。
2.4同步控制器的选择和级联
同步控制器的數量选择如表1所示。
同步控制器的级联采取并联的方式。
2.5同步比的计算
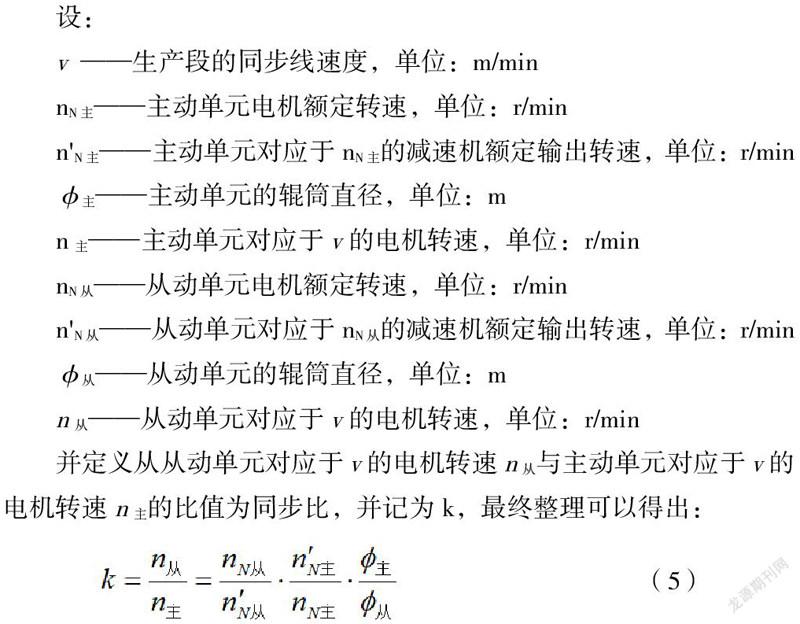
并定义从从动单元对应于v的电机转速n从与主动单元对应于v的电机转速n主的比值为同步比,并记为k,最终整理可以得出:
根据式(5)计算的各从动单元的同步比如表2所示。
三、结束语
通过一年的实际运行,证明上述方案是可行的,并产生了良好的经济效益和社会效益。此技术不仅可以用于蜂窝纸板线还可以用于印染机械等需要同步控制的行业,因此具有通用性。
参考文献
[1 ]张燕宾 SPWM变频调速应用技术。北京:机械工业出版社,2001
[2] 吴守箴 臧英杰 电气传动的脉宽调制控制技术。北京:机械工业出版社,2000
[3] SEW MOVITRAC 31C变频器样本,1997.01版
猜你喜欢
中国品牌(2020年11期)2020-12-23
红领巾·萌芽(2020年2期)2020-05-07
学校教育研究(2019年23期)2019-12-23
Coco薇(2017年5期)2017-06-05
艺术评论(2016年10期)2016-11-28
Coco薇(2015年12期)2015-12-10
缤纷家居(2010年1期)2010-01-12
中国名牌(2009年6期)2009-07-20
体育教学(2009年11期)2009-07-14
文学少年(小学版)(2009年3期)2009-05-13
