
柔性化生产烟丝的贮存方式
2021-12-12 10:09段林江祁跃东张梓洋
科技信息·学术版 2021年32期
关键词:柔性化
段林江 祁跃东 张梓洋
摘要:随着制造业的发展,生产企业对产品产量的控制不再只局限于整批、大量的生产,而是逐渐走向订单化、定制化,小批量定制化生产以成为趋势。传统烟草生产企业烟丝生产主要也是按大批次整批生产。本文主要研究在小批次生产烟丝的情况下,如何做到充分利用有限的贮丝柜,做到柔性化、小批量分批贮存烟丝,并在需要的时候可以分批次、牌号进行出柜,便于生产追踪。
关键词:柔性化;贮丝柜;分批次贮存
国家工业制造2025规划文件提出,中国制造业要从廉价产品制造向高端产品制造转变[1]。烟草行业也提出要面向客户订单,采取柔性化的生产方式进行作业。若进行小批量多批次烟丝生产,传统的贮丝柜设计理念和控制方式就难以满足生产需求。
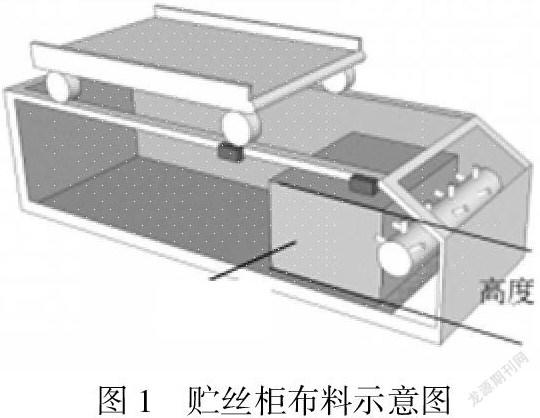
贮丝柜是烟草制丝生产线中的主要设备,暂存生产过程中烟叶、转存成品的烟丝[2]。通过在一定温湿度环境下存储,能够进一步使所存储物料的水分、温度等工艺指标趋于均匀,并且实现不同种类物料的配比,达到调节生产能力、均衡生产的目的[3]。在制丝车间中,贮丝柜一般是按照5000kg的容量设计的,如图所示:
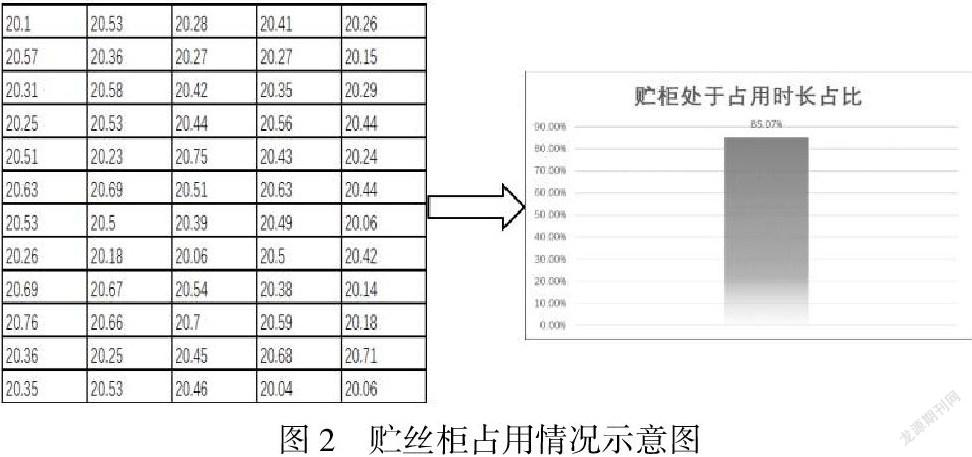
按玉溪卷烟厂制丝车间布局,5000kg贮丝柜总共有有12组,按目前产量,我们对贮丝柜的占用时间情况进行了统计
可以看出贮丝柜都是处于长期占用状态,占用比达到85%以上。当需生产小批次后,贮丝柜将无法实现周转。
若要实现生产多个小批次烟丝,需考虑如何充分利用贮丝柜。目前可采取的小批次方式主要是生产完毕后马上进行人工出柜。但这种方法存在很多问题,首先是人力成本的浪费,在进行人工出丝时,需要5个以上的人员同时进行出丝操作,将进柜完成的烟丝出到硬纸板流转箱内,作业强度大且存在一定危险性;其次是时间成本,每批次人工出柜需要大概两小时时间,效率太低;最后是经济成本,现有整柜进柜方式,料铺的很薄,在铺料过程和出料、装箱、再次供料过程中造碎相当大,光是人工转储这一过程造碎已经超过2.3%,无法满足《卷烟工艺规范》的碎丝率应≤2%的要求[4],转储过程相当于多次进出柜,也造成了设备成本的浪费[5]。
若要进行小批量产品的生产,可考虑将多个批次贮存在统一贮丝柜内。但在进柜时,若满柜布料,是无法完成多批次进同一柜的,会造成批次混杂甚至牌号混杂,产生质量事故。
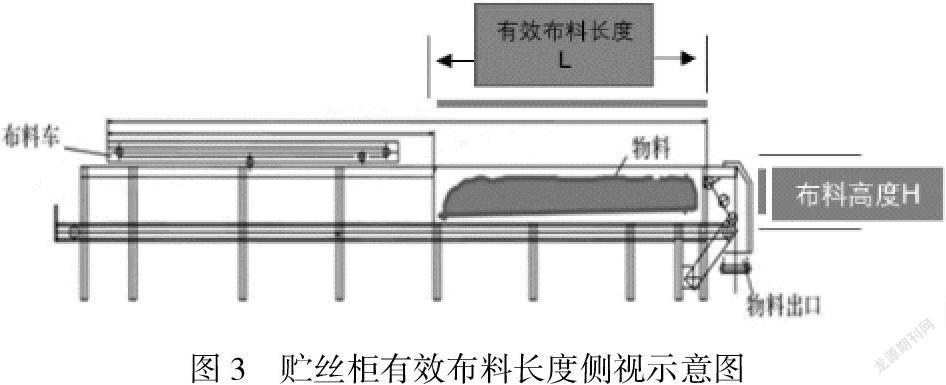
考虑对贮丝柜进行分割,可将多批烟丝贮存在同一贮丝柜内。考虑到后期出丝情况,只能将贮丝柜进行长度向分割。注意,此处所说分割,并不是将贮丝柜进行物理分割,而是通过一些控制方法将贮丝柜贮存区域进行分割,以柜内有效布料长度L来分堆布料方式实现。
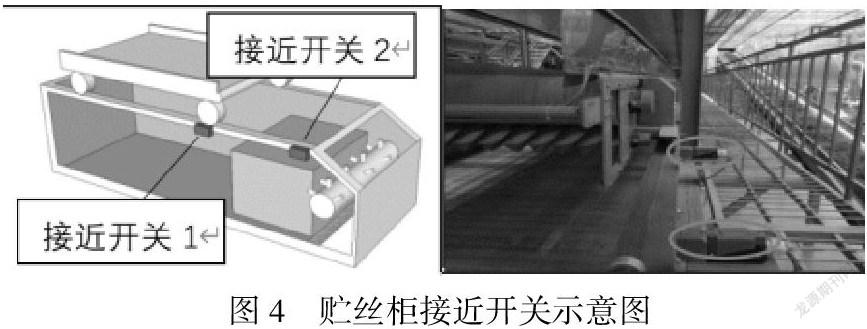
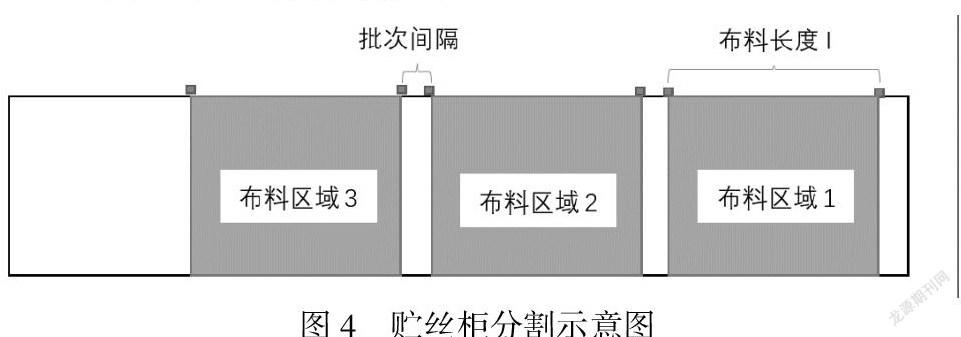
控制布料长度L,从控制角度来看,可以通过控制布料车运行时间和控制布料车的运行范围来实现。而控制布料车运行时间由于控制精度不够,且目前车间采用的控制方法就是用磁性接近开关来检测布料车位置从而控制小车运行范围,并由接触器控制小车正反转。因此我们可以通过增加磁性接近开关的方式,对贮丝柜进行软分隔。如下图,在生产时,布料车从接近开关1向接近开关2运行,到达接近开关2后反向,向接近开关1运行,往复布料;本批次完成后,直跑车寻找下一个分割点进行下一个批次进柜。
我们将贮丝柜整柜有效布料长度L進行4等分,得到小批次布料长度l,相当于每个小批次可贮存1200kg烟丝。同时在贮丝柜上增加磁性接近开关,将贮丝柜以l长度分出3份,中间留有1m作为批次间隔安全距离,防止贮存物料搭接。
共加入了6个磁性接近开关,接下来需要重新设计控制程序。
1、进柜程序
在原有进柜程序的基础上,增加多批进柜控制块,调用原有布料车双向馈电器控制块,通过调整双向馈电器控制块内的正反转控制点,实现对l长度内的布料区域进行寻堆布料。在布料区域完成该批次作业后,再通过多批进柜控制块再次调用双向馈电器控制块对下一布料区域进行l长度的寻堆布料。最终达到了在同一贮丝柜内进行3个小批次的物料进柜贮存。
2、出柜程序
在车间原有出柜控制方式下,对贮丝柜底带的支撑杆以磁性接近开关进行计数,来控制出柜的。支撑杆间隔距离是相等的,因此以底带支撑杆计数方式来换算出料底带长度并控制出料区域。增加多批出柜控制块,调用原有底带变频器控制块,以布料长度l来进行分批次出料,在出料完成后待机等待,直到下一批出料许可后,多批出柜控制块进行90cm的快速拉料,再调用原有底带变频器控制块进行下一批次的出料
在程序完成后,不仅可以实现小批次生产后的多批进同一柜储存,也可以在出柜部分增加条件以实现同批次内分段出料,例如本柜内共有小批次红塔山1200kg,当生产需要300kg的红塔山,可以利用底带计数将布料长度l再等分成4份出料,每份就是300kg。这样不仅大大提高了贮丝柜利用率,更为实现柔性化生产提供了便利;再者,可根据生产需要,将整个贮丝柜进行5等分后再10等分(约每份100kg-1000kg)、8等分后再5等分(约每份125kg-625kg),利用调整磁性开关和程序控制来实现更小批量的烟丝生产等,以满足生产需求。
本文所讨论的小批次生产烟丝的贮存方式,也存在一些缺陷,比如分割不能做到随意调整大小、在分割后若要改变生产产量,就需要再次调整磁性接近开关等,再有,本方式布料只能以类似先进先出堆栈的方式贮存物料,只能按顺序出料。在以后的研究中,我们会继续讨论改进能实现可随产量实时调整布料区域的方式,并讨论前后都出料的方式为柔性生产更添一把力。
参考文献
[1]吾幼. 也谈"中国制造"——廉价商品和廉价生产力的关系[J]. 标准生活,2010(2):1.
[2]张红亮,李峰,崔鸿刚,等. 测距仪在检测制丝线贮柜存料量中的应用[J]. 机械,2011,38(1):4.
[3]张广标,陈莹. 制丝贮柜牌号识别系统的应用[J]. 山东工业技术,2015(19):1.
[4]《卷烟工艺规范》制订小组. 卷烟工艺规范[M]. 轻工业出版社,1985.
[5]李庆安,夏小燕. 机械设备运行成本管理探讨[J]. 科协论坛:下半月,2012(8):2.
作者简介:段林江,男,籍贯云南省楚雄市,生于1990年8月15日,汉族,本科学历,助理工程师,就职于红塔烟草(集团)责任有限公司玉溪卷烟厂,主要研究方向是烟草制丝工艺及设备。
猜你喜欢
科技与创新(2017年8期)2017-06-07
科技创新与应用(2017年14期)2017-05-19
现代营销·学苑版(2017年3期)2017-05-02
商情(2016年49期)2017-03-01
企业文化·中旬刊(2015年10期)2016-03-09
中国经贸导刊(2015年5期)2015-03-31
