
小批量生产模式下贮丝柜进柜模型
2021-12-12 10:09段林江吴雨桐李柯璇
科技信息·学术版 2021年32期
段林江 吴雨桐 李柯璇



摘要:国家工业制造2025规划文件提出,中国制造业要从廉价产品制造向高端产品制造转变。烟草行业也提出要将“低端品牌、大批量”的生产模式向“高端品牌,小批量”的生产模式转变。而传统的贮丝柜设计理念和控制方式已经难以满足生产需求。本文主要研究在小批量生产烟丝的情况下,建立新进柜模型,在能保障生产稳定的情况下,也能保障产品质量。并以此模型进一步进行程序输出,可参与控制设备。
关键词:小批量生产、贮丝柜、进柜模型
贮丝柜是烟草制丝生产线中的主要设备,暂存生产过程中烟叶、转存成品的烟丝。通过在一定温湿度环境下存储,能够进一步使所存储物料的水分、温度等工艺指标趋于均匀,并且实现不同种类物料的配比,达到调节生产能力、均衡生产的目的[1]。
在制丝车间中,贮丝柜一般是按照5000kg的容量设计的,若采用传统布料方式,整柜进行布料的话,当需要生产小批量产品时,按照目前整柜进柜的方式贮存烟丝,对1000kg、2000kg和3500kg的烟丝进行进实验,并测量了进柜后物料随机分点的高度,数据如表1。
据实验数据来看,以目前整柜进柜的方式贮存烟丝,会导致烟丝的贮存高度过低,按照《卷烟工艺规范》,储丝高度应小于1200mm;以车间生产设备测算,当物料高度低于500mm时,出柜速度即使最大,也无法供应后续工序使用,不能达到工艺要求。
因此,当生产小批量产品时需要另设计一个合理的布料模型,不能再采用传统的整柜布料方式。
在进行布料模型设计前,需要在500mm-1200mm范围内找到一个合适的布料高度。而布料高度在满足设备需求和工艺标准后,还对成品烟丝的碎丝率有很大影响,按照《卷烟工艺规范》,碎丝率应≤2%。因此以成品碎丝率作为参考,对不同布料高度进行了实验,数据如表2:
标准,因此可将布料高度设定为950mm。
为了在生产时调用此模型,期望在录入本批次的烟丝重量、牌号和期望的设定高度后,该模型就会自动计算出布料长度,并产生直布料车动作命令,使得实际布料高度达到最优高度。
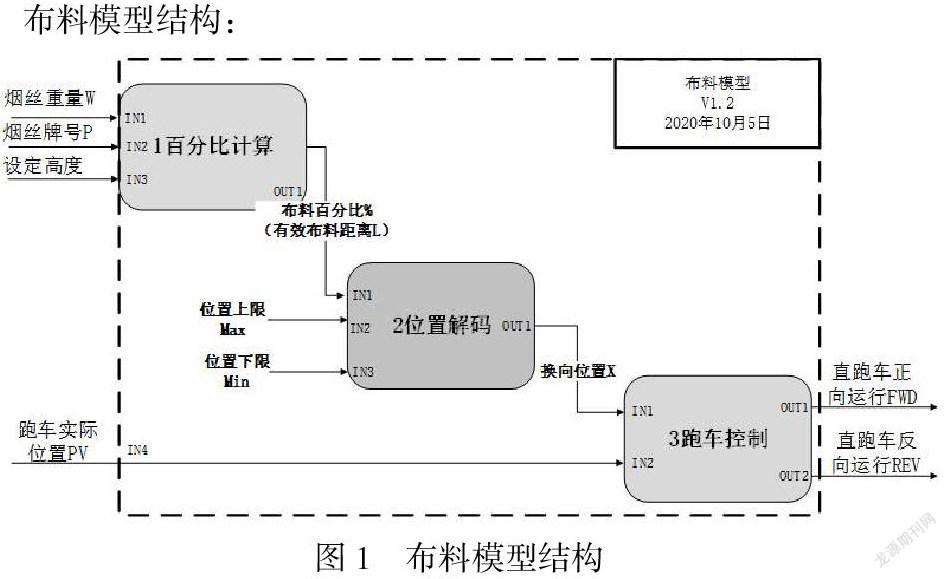
布料模型结构:
模型内部的结构包含长度(百分比)计算、位置解码和布料车控制3个部分。
1、布料长度计算部分
系统首先依据本批次的物料重量W、牌号P和目标高度H,自动计算出有效布料长度L。
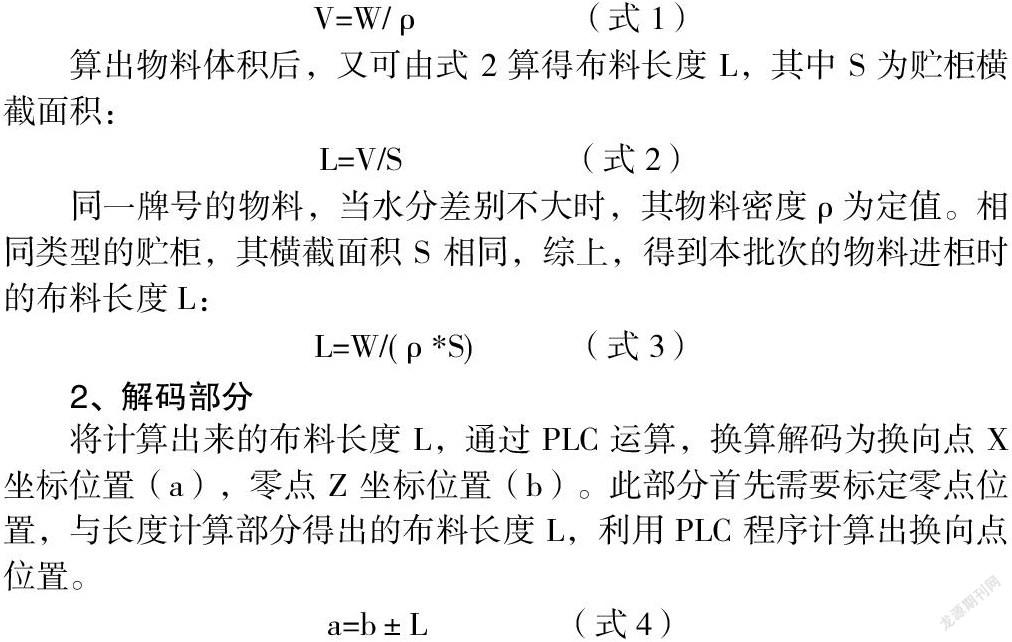
根据不同牌号的物料重量、物料密度存在的差异情况,根据不同牌号调用其摸底数据,当物料重量为W时,物料密度为ρ,可由下式算得物料体积V:
算出物料体积后,又可由式2算得布料长度L,其中S为贮柜横截面积:
同一牌号的物料,当水分差别不大时,其物料密度ρ为定值。相同类型的贮柜,其横截面积S相同,综上,得到本批次的物料进柜时的布料长度L:
2、解码部分
将计算出来的布料长度L,通过PLC运算,换算解码为换向点X坐标位置(a),零点Z坐标位置(b)。此部分首先需要标定零点位置,与长度计算部分得出的布料长度L,利用PLC程序计算出换向点位置。
对于贮丝柜是固定不动的,而布料车相对运动的设备结构,我们将布料车在贮丝柜上的移动距离差来判断布料车实际移动过程。此处采用了条形码识别定位技术。条形码是由宽度不同、反射率不同的条(黑色)和空(白色),按照一定的编码规则编制而成,用以表达一组数字或字母符号信息的图形标识符[2]。选用的一维条形码,通过EAN-13码[3]对其编码,使其具有不同且相邻连续的位置信息[4]。在布料车边缘贴条码带,在贮丝柜中间的边缘设置条码阅读器,通过条码阅读器来读取条码并获取跑车实际位置。条形码阅读器用来读取条形码信息,并通过通讯接口将数据上传至PLC,PLC负责条形码数据的接收、校验、识别、解释[5],通过PLC计算与上一次条形码阅读器获得的布料车位置坐标求差值,来判断布料车实际相对于贮丝柜移动了多少距离。
此时,若标定零点b为柜头,PLC读取条形码阅读器获得布料车位置信息c,获得c1为布料车相对零点位置,与长度计算部分得出的布料长度L相加减,获得换向点a的条码位置信息,解码后获得c2为布料车相对换向点位置。
3、布料车控制部分
通过PLC实时对比相对换向点c2、相对零点c1和布料车实际位置c坐标,确定布料车的运行方向。通过顺序控制方式,与解码部分得出的相对换向点c2和相对零点c1,来控制布料车。当开始进料时,第一步将布料车移动到c=c1的位置,进行柜内布料,第二步当c1 布料车采用双向馈电器控制,向左和向右运行时,通过PLC输出至相关的Q点,就实现了布料车的控制。 最后运用STEP7编程将三部分合在一起,部分程序及其调用结构如下: 本文从烟草行业生产模式转变入手,对小批量烟丝生产的进柜方式模型进行了实验、研究,并将研究结果形成程序输出。在未来,我们还要继续研究如何将模型实际应用到生产中去。 参考文献 [1]张广标,陈莹. 制丝贮柜牌号识别系统的应用[J]. 山東工业技术,2015(19):1. [2]陶胜. 一维条形码生成与知识技术[J]. 电脑编程技巧与维护,2010(7):6. [3]钟书成,陈晓红. 一维条码识别系统的设计与实现[J]. 成都信息工程学院学报,2006(z1):5. [4]邓泽峰,熊有伦,黄小鹏. 图像式一维条码识别的三重编码方法[J]. 光电工程,2010,37(3). [5]孙宪明,金立军. 基于一般条形码阅读器实现PLC数据采集与识别的应甩设计[J]. 自动化技术与应用,2007. 作者简介:段林江,男,籍贯云南省楚雄市,生于1990年8月15日,汉族,本科学历,助理工程师,就职于红塔烟草(集团)责任有限公司玉溪卷烟厂,主要研究方向是烟草制丝工艺及设备。
