
双机双极冷冻技术研究与应用
2021-12-14 09:45王守霞王广鹏
盐科学与化工 2021年12期
王守霞,王广鹏
(中盐内蒙古化工股份有限公司,内蒙古 阿拉善 750336)
1 前言
金属钠生产工艺主要包括电解工序、盐干燥工序、精制铸钠工序、氯处理工序、公用工程。
其中,冷冻液化工艺是氯处理工序中的重要生产步骤,它是将气态氯进行液化后储存至液氯计量槽,再进行外销。冷冻液化工艺中的液化效率是衡量此工艺装置的关键,为了使氯气液化效率达到最优,即使96%以上的氯气全部液化,产生最少的尾气(纯度为20%左右的氯气),降低尾气处理成本,氟利昂温度必须要保证,而氟利昂温度保证就需要由螺杆压缩机来实现。因此对螺杆压缩系统的液化器及配套的螺杆压缩机进行优化和升级,选用微机控制的双机双级制冷压缩机组,液化器液化能力也增至180 L/h,此机组较现在使用的单机双级效率增加30%。
2 实施方案
通过对中盐内蒙古化工股份有限公司金属钠厂(以下简称“公司”)冷冻机组运行现状的分析与对比,以及与设备生产厂家的多次沟通及现场实地考察,对现有单机双级制冷机组与项目采用的微机控制双机双级制冷压缩机组进行了详细的对比论证,分析了双机双级制冷机组的优点和先进性,论证了采用新机组的可靠性,对冷冻机组进行了升级应用。图1、图2分别为单机双级和双机双级制冷循环机理示意图。
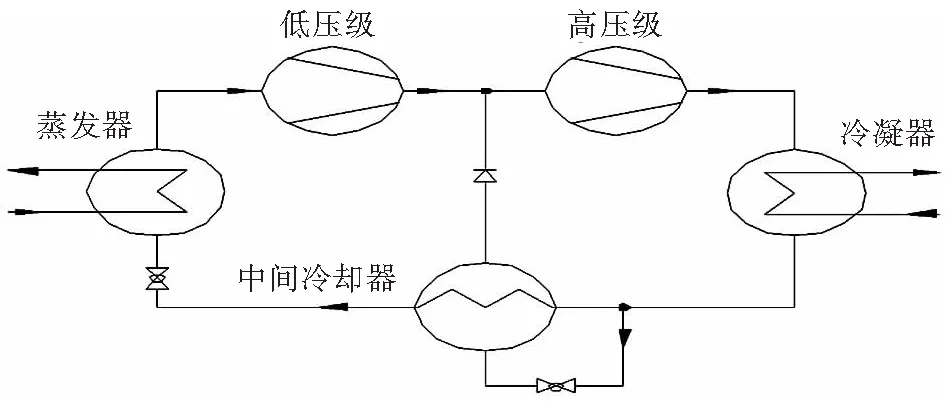
图1 单机双级制冷循环机理示意图Fig.1 Schematic diagram of mechanism of single machine and two stages refrigeration cycle

图2 双机双级的制冷循环机理示意图Fig.2 Schematic diagram of mechanism of two machine and two stages refrigeration cycle
通过升级改造后的应用状况,双机双级冷冻机组有明显的优势。
2.1 两级过冷更节能
双机双级采用两级过冷,COP值较单机双级高30%以上,更节能。在每种工况下存在一个最佳容积比,单机双级的容积比固定为3左右,对应最佳工况为-30 ℃~40℃,在-35℃以下工况性能下降较多,液化效率在92%左右,需要在工艺中新增二级液化工序,操作复杂且效果不佳;而双机双级可按最佳能效比自由选配,实现了自动增减载,根据系统负荷,PLC根据最节能原则对高、低压级压缩机自动增减载,要较手动操作的双级系统节能5%~10%,即省略了二级液化工序,一次液化成功,液化效率达到96%,更节能。
2.2 降低380 V低压电机频繁启动期间的耗电量
单机双级380V低压电机启动时,冲击电流大约是额定电流的2.5倍~7倍,对电网造成冲击,频繁启动期间耗电量大,故315 kW以上电机一般需配高压电或软启动,双机双级将一个电机变成两个电机,采用普通380 V低压电机。
2.3 缩短降温时间
单机双级初始启动时两级全开,在高温阶段是不经济的,高压级压缩机处于部分负荷,低压级压缩机处于部分负荷,电机也处于部分负荷,效率极低,同时,降温所需时间也较长。双机双级初始启动时,高压级压缩机处于满负荷,高压级电机接近满负荷,低压级不开,只有温度降低到设定温度时,低压级才自动开机,高效节能,降温时间短。
同时,此双机双级冷冻机的投用,省去二次液化工序,取消二次液化管道配置等一次性投入费用,降低人员操作强度和难度,提高了尾氯的纯度(三线尾氯纯度为17%左右,公司不进行二次液化的尾气纯度为40%左右,二次液化后尾气纯度为23%),减少了尾气处理费用。
2.4 机组自动化程度高
(1)机组实现了PLC自控。微机控制面板提供了机组送到用户上位监控系统的参数有:公共报警(提供干节点),公共停机 (硬线连接,常开触点),压缩机运行状态 (提供干节点)报警、联锁和指示。
(2)操作简单。只要在触摸屏上设定好各项参数,系统就投入自动运行或自动停机。所设参数长期保存,断电也不会丢失。
(3)自动增减载。根据系统负荷,PLC根据最节能原则对高、低压级压缩机自动增减载,要较手动操作的双级系统节能5%~10%。
(4)参数实时监控。程序自动检测温度、压力等参数,实时显示,实时监控。
(5)远程通讯。采用PROFIBUS-DP等通讯协议与中控室上位机进行通讯。在机组运行的过程中实时显示吸气压力、中间压力、排气压力、油压、吸气温度、高压级吸气温度、排气温度、油温、油压差、能级、高压内容积比、总运行时间及实时时间等参数。
2.5 双机双级与单机带经济器的综合比较
双机双级与单机带经济器的综合比较见表1。
2.6 机组配套液化器扩容增能技术
将原有一直沿用的140 L/h液化能力液化器增容扩能为180 L/h,确保液化器液化能力与现有液氯产能相匹配,甚至高于现有液氯产能。
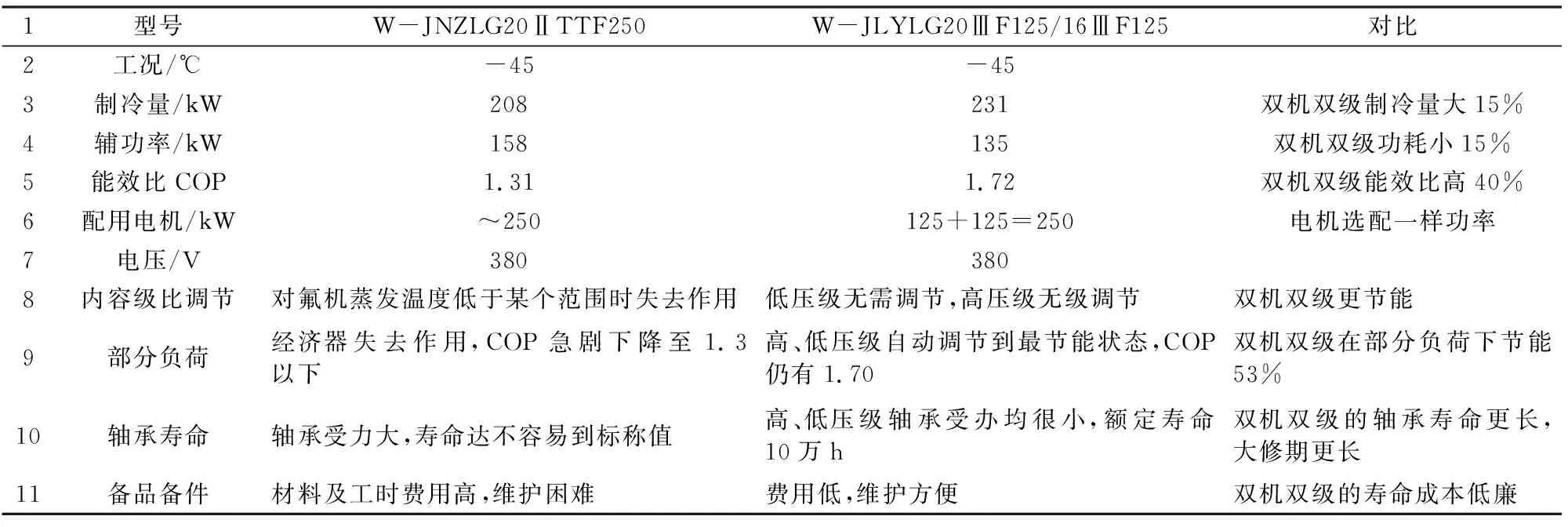
表1 双机双级带经济器综合比较Tab.1 Comprehensive comparisoon of two machine two-stage belt economizer
3 经济效益计算
3.1 节约电量费用
在满足制冷量要求的情况下,双机双极机组制冷量有15%富余量。公司现有冷冻机投入二次液化后,三台冷冻机运行,2万t金属钠扩建项目自投产至今都是一台冷冻机运行。现场实际运行电流三线为300 A,二线三台运行总电流为800 A。
因此,按照380 V电压运行时功率计算公式:
P=UI×0.83/1.72
三线年用电量8 000 h×300×0.83/1.72=116万kW·h
公司年用电量8 000 h×800×0.83/1.72=309万kW·h
较现有冷冻系统节约电量193万kW·h,按1 kW·h电0.5元计算,单台机组1 a可节约电费96.5万元。
3.2 尾气处理碱液节约费用
每月节约液碱8 t~10 t(以最低用量8 t/月计);液碱费用2 700元/t;8 t/月×2 700元/t=2.16万元,年节约费用12×2.16=26万元。
3.3 节约总费用
此项目实施后,年节约费用为122.5万元。
4 结论
本着公司降本增效,节能减耗的理念,对冷冻液化机组进行了大胆的创新和应用,机组的投入使用,实现了高效节能的大目标,也减少了尾气产生量,降低了尾气处理成本及处理难度。此次应用成果对金属钠行业甚至氯气行业生产具有重要的指导意义,可操作性强,在推动科学技术进步,提高金属钠生产工艺控制技术,提高生产效率,降低生产成本,促进同行业可持续发展做出了突出的贡献。
猜你喜欢
新疆钢铁(2021年1期)2021-10-14
船舶标准化工程师(2019年4期)2019-07-24
航天工业管理(2019年11期)2019-04-20
铁道通信信号(2018年7期)2018-08-29
消费导刊(2018年10期)2018-08-20
能源(2017年9期)2017-10-18
制造技术与机床(2017年4期)2017-06-22
浙江大学学报(工学版)(2015年1期)2015-03-01
筑路机械与施工机械化(2014年10期)2014-03-01
压缩机技术(2014年3期)2014-02-28
