
基于MCD的气动搬运机械手生产线虚拟调试
2021-12-22 13:21宋洪扬
智能制造 2021年6期
赵 辉,宋洪扬,杨 超
(东北林业大学 机电工程学院,黑龙江 哈尔滨 150006)
1 引言
传统生产线装配往往需要技术工人反复调试,导致产品废品率较高,成本难以降低。机械编程采用现场连接实体机械,进行在线编程调试,效率低下。因此,在虚拟空间中对控制程序和产品进行虚拟调试,以减少生产成本,降低在设计变为实体过程中存在的风险。
随着全球进入工业4.0时代,传统制造业正在向智能化、数字化转变,数字孪生通过创建与实体环境相同的数字化模型,运用虚拟调试技术,早发现机械结构和控制系统中存在的问题,在物理样机建造前解决存在的大部分问题,预测生产目标、评估生产效率,为实体生产线的运行、实施和优化等提供依据。
MCD 是数字孪生技术中的一种重要的数字化工具,是集机械、电气、液压、气动、驱动、自动化和编程等多学科综合知识为一体的产品,是一个多学科技术融合与虚拟调试、开发的技术平台。借助 NX MCD 创建机电一体化模型,包括机械零件、传感器、制动器和运动的设计,根据功能模型形成产品的最终装配、软件和布局模型。 MCD还可以通过 TC 与上下游系统/工具进行协同工作。
TIA 是一种采用统一的工程组态和软件项目环境的全集成自动化软件,可在同一环境中组态西门子的所有可编程控制器、驱动装置和人机界面。通过建立 TIA 博图与 MCD 的信号映射,以支持基于模型的虚拟调试,实现控制系统与机械部件之间的交互。现以 S7-PLCSIM Advanced 高功能仿真器模拟真实 PLC 控制系统,建立 S7-1500 系列 PLC 与 MCD 的通信连接,实现数据交换,在仿真环境中对机电一体化设备进行全面验证与调试。
以双气动搬运机械手生产线作为研究对象,采用软件在环虚拟调试的方法对气动生产线的三维虚拟模型进行机械设计与动态仿真,软件在环虚拟调试如图1所示。

图 1 软件在环虚拟调试
2 气动生产线的设计
2.1 机械结构
气动搬运机械手生产线由上导轨、中间导轨和下导轨三部分组成,上、下导轨主要由底座气缸、升降气缸、夹紧气缸和夹手组成,中间导轨是由两个旋转气缸组成的卡盘,气动生产线装配如图2所示,各个运动构件是由电磁阀控制气缸进行驱动的。气动搬运机械手生产线主要实现的是物料搬运的功能,在开始动作前生产线处于初始状态,上下导轨中的升降气缸和夹紧气缸分别处于伸长、松开状态,中间导轨的旋转卡盘处于初始位置。按下启动按钮后,两个升降气缸同时向下运动,到达指定位置后触发传感器,两个夹紧气缸得到信号后开始动作,夹紧物料。夹住物料后升降气缸开始向上运动回到初始位置,触发传感器后上下导轨的底座气缸开始搬运动作,底座气缸动作的同时两个卡盘进行旋转运动。分别到达指定地点后,开始放置物料,升降气缸向下运动到指定位置后夹手松开,将物料放置在卡盘的另一端,然后复位到初始状态开始新一轮的动作,工作流程如图3所示。
2.2 MCD 设计
首先建立气动生产线的三维模型并装配,将生产线的三维模型导入到 NX MCD 模块中,根据要满足的需求和要实现的功能创建机电一体化模型。
(1)基本机电对象
气动生产线三维模型只有被赋予刚体、碰撞体等属性才能具备物理系统控制下的运动特性;因此,在机电一体化概念设计中,需要对几何体定义刚体、碰撞体属性,使其具备质量特性,可接受外力和扭矩,并能受到重力或者其他作用力的影响。本文对气动生产线的底座、气缸、机械手和旋转卡盘等设置相应的刚体、碰撞体属性,基本机电对象如图4所示。
(2)运动副
运动副定义了对象的运动方式,约束定义了各个运动实体的运动条件,是机电概念设计运动仿真的主要组成部分。本文通过对气动生产线添加运动副定义其各部件的运动方式,以实现各自相应的运动,运动副的定义如图5所示。
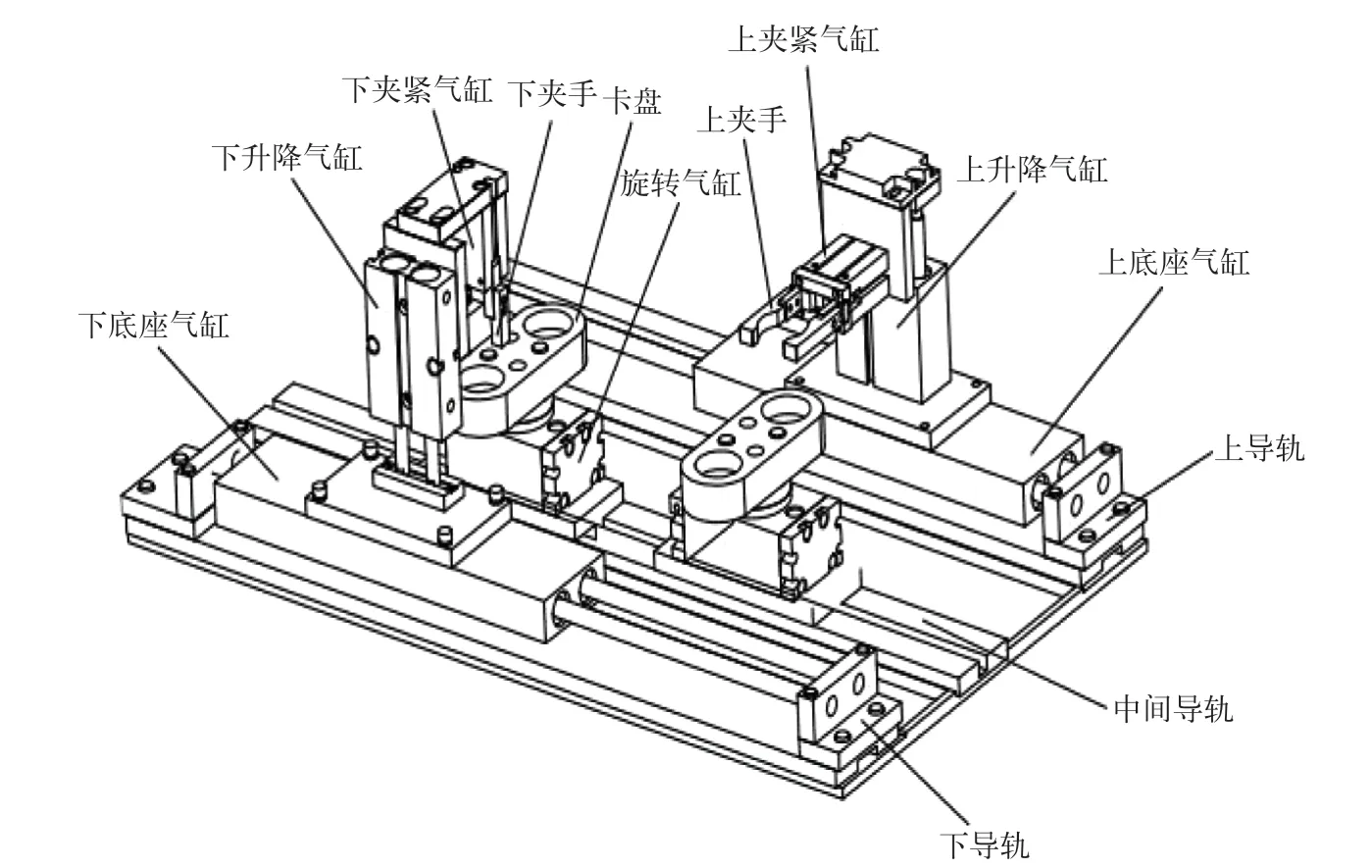
图 2 气动生产线装配图
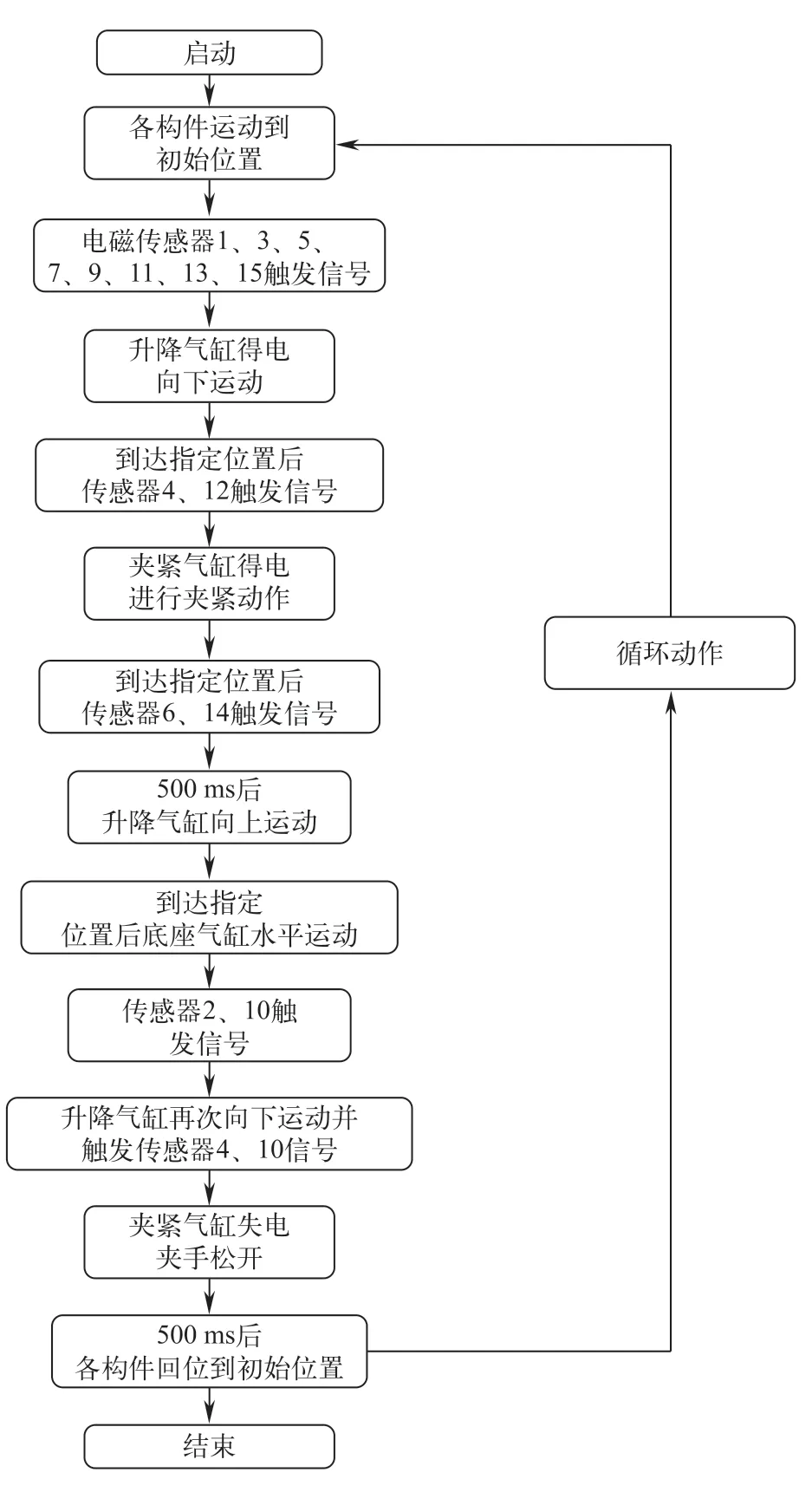
图 3 工作流程图

图 4 基本机电对象

图 5 运动副
(3)执行器与传感器
对已经添加刚体和运动副的几何体,需要在 MCD 中设置位置和速度控制,使其成为执行机构,从而使构件按照特定的运动轨迹与指定速度进行相应的运动。通过设定传感器给 PLC 相应的输出信号,达到联合调试的目的。本文根据生产线气缸、机械手等部件的运动特性,对其速度与位置控制进行设置,执行器与传感器如图6所示。

图 6 执行器与传感器
(4)信号与信号适配器
在 MCD 的组件模型中,信号用于运动控制与外部的信息交互,包括输入、输出两种信号类型。输入信号是外部输入到 MCD 模型的信号,输出信号则是 MCD 输出到外部设备的信号。
信号适配器是通过对数据的判断与处理,为 MCD 对象提供新的信号,以实现对运动或行为的控制。本文对各个气缸以及传感器进行了信号适配器设置,具体设置如下。
1)上导轨。气动生产线上导轨的运动包括上底座气缸沿Y
轴的运动、上升降气缸沿Z
轴的运动、上夹紧气缸沿X
轴的运动,这些运动都是由 PLC 程序控制的,所以需要在信号适配器中添加其运动的参数同时进行信号的创建并编辑公式确定其行程。以上气缸的运动为例,首先对上导轨中的三个气缸的位置控制添加参数,数据类型选择双精度型并勾选指派为,添加三个信号并设置为输入,参数和信号添加完成后进行公式编辑,以上导轨信号适配器设置控制气缸的行程,上导轨信号适配器设置如图7所示。运动到指定位置后需要传感器感应并进行下一步动作,在信号适配器中设置6个距离传感器感应活塞位置,实现相应的运动控制。最后再根据添加的参数通过公式将具体的数值写入到创建的信号中,用于数据交互,上导轨传感器设置如图8所示。
图 7 上导轨信号适配器设置
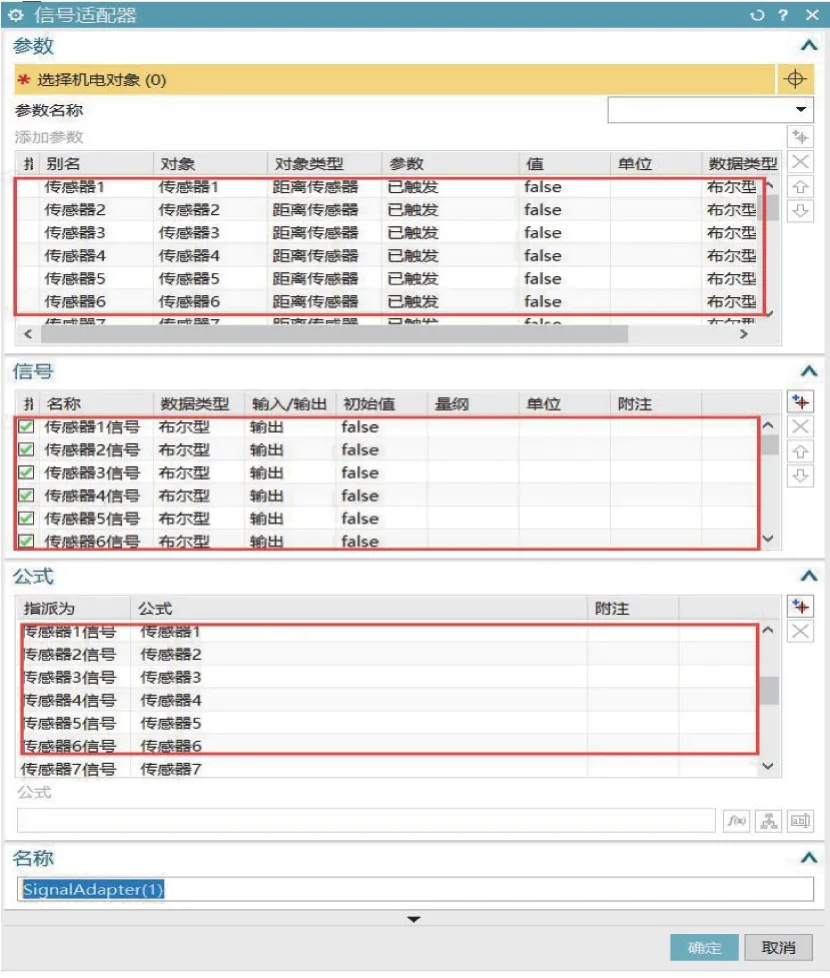
图 8 上导轨传感器设置
2)下导轨。气动生产线下导轨的运动与上导轨相似,包括下底座气缸沿Y
轴的运动、下升降气缸沿Z
轴的运动、下夹紧气缸沿X
轴的运动。同样需要设置6个距离传感器感应活塞的位置。最后再根据添加的参数通过公式将具体的数值写入到创建的信号中。3)旋转卡盘。两个旋转卡盘的运动也是由气缸驱动的,通过气缸的进气、排气,实现旋转运动。在信号适配器中添加位置控制的参数,勾选指派为添加信号类型,选择输入信号,并编写运动函数控制卡盘旋转指定角度。
3 PLC 组态及编程
3.1 PLC 硬件组态
选用基于西门子 S7-1500 系列 PLC 进行硬件组态,以保证良好的通信连接。首先打开TIA博图软件添加设备CPU1512C-1PN ,设置 PLC 的以太网地址192.168.0.1,IP地址需要与 PLCSIM Advanced 的地址相同。在下载到仿真器之前右击程序名称,点击属性,在保护栏中勾选“块编译时支持仿真”。
3.2 高功能仿真器设置
选用虚拟的 PLC 进行上下载通信,PLCSIM Advanced是针对 S7-1500 系列 PLC 研发的一种高功能仿真器,能够对1500系列 PLC 进行网络通信。
打开高功能仿真器后点击 Start Virtue,新建一个项目名,IP地址设为192.168.0.1,与 CPU 的 IP 地址相同,点击Start 完成创建,高功能仿真器如图9所示。

图 9 高功能仿真器
3.3 编写 PLC 程序及下载
在气动搬运生产线控制中,主要是实现夹取和搬运的动作,首先根据运动需求定义变量地址和数据类型,变量如图10所示,然后在 TIA 博图主程序块中完成梯形图的编写。
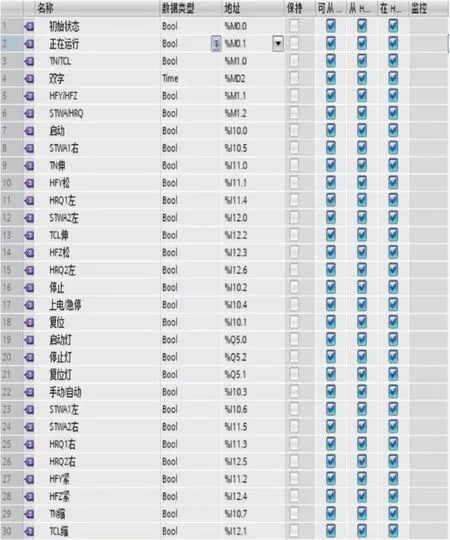
图 10 默认变量表
程序编写完成后,将 TIA 博图中的组态和程序下载到虚拟 PLC 中,若高功能仿真器中的黄灯变为绿色则证明连接成功,在 TIA 博图中启用监视,查看程序的运行即可。
4 TIA-MCD虚拟调试
在控制程序和 MCD 模型都配置好之后需要对其进行信号连接,这也是虚拟调试最重要的一步。
4.1 信号映射
建立信号映射之前需要通过外部信号配置将程序中的信号进行同步,添加实例为仿真器中的 PLC—1 ,点击更新标记,将需要与 MCD 建立连接的输入/输出信号勾选出来,然后确定即可,外部信号配置如图11所示。
完成信号配置后,将外部信号与 MCD 信号进行信号映射,信号映射如图12所示。
4.2 联合仿真调试
信号连接完成后需要对控制程序和 MCD 模型进行联合仿真调试,在 TIA 博图中将I10.0强制为1,启动程序,然后在 MCD 中点击播放,生产线模型按照编写的程序进行运动。
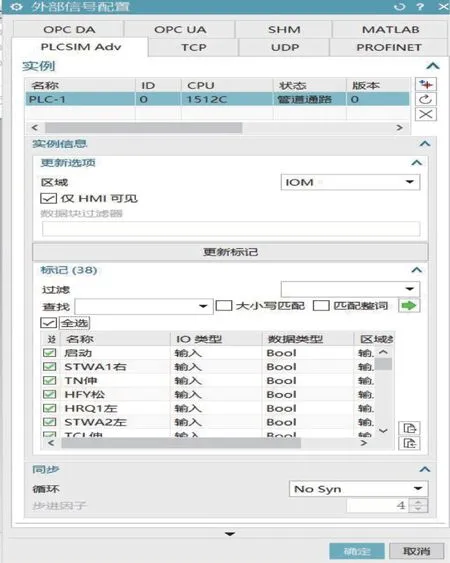
图 11 外部信号配置
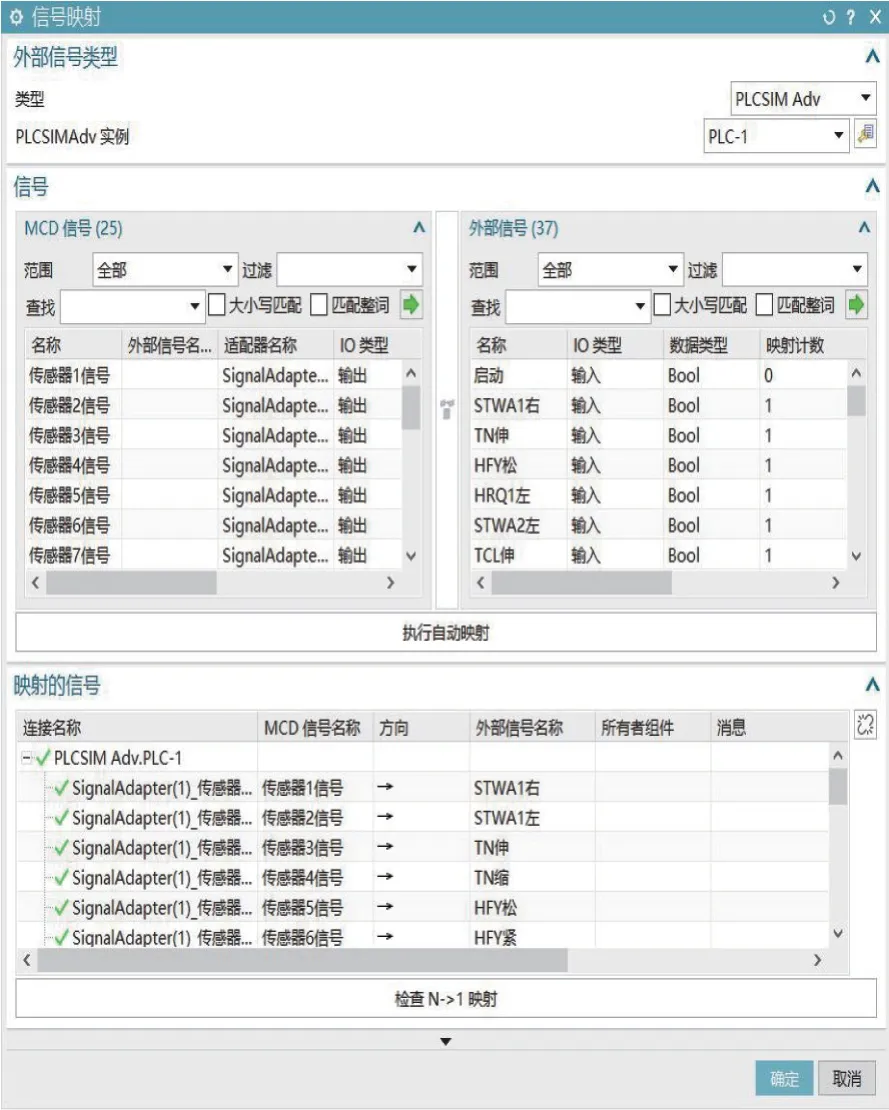
图 12 信号映射
5 结束语
以 S7-PLCSIM Advanced 高功能仿真器作为虚拟PLC进行软件在环虚拟调试,通过在 NX 软件中建立生产线三维模型并在 MCD 中进行机电概念设计,最后与博图进行通信连接,达到了虚拟 PLC 控制气动生产线模型运动的目的,验证了通过仿真器通信配置实现外部信号控制 MCD模型的可行性。通过此方法能够及时发现设备和程序中存在的问题,降低生产成本,为机电一体化设备的设计与调试提供了参考。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
中国计算机报(2020年9期)2020-03-25
中国特种设备安全(2019年7期)2019-09-10
新能源科技(2018年10期)2018-02-15
电子测试(2017年11期)2017-12-15
水利技术监督(2017年3期)2017-06-09
地矿测绘(2015年3期)2015-12-22
计算机工程(2015年4期)2015-07-05
制造技术与机床(2015年10期)2015-04-09
测绘科学与工程(2013年2期)2013-03-11
