从钣金的加工工艺浅谈钣金的设计规范
2021-12-22 11:06覃佳丰
科学与生活 2021年8期



摘要:由于钣金件的加工成本较低、结构相对简单,所以仪器设备多采用钣金作为结构件。为了使钣金产品更好的加工及交付,并保证产品交检时的检验标准一致及顺利通过检验,根据目前现有的加工设备及加工工艺水平,同时提升产品质量和效率,制定了钣金结构设计规范。
关键词:钣金 公差 表面处理 设计规范
钣金件常见的加工方式主要是冲裁、折弯、成形、焊接。其常见的表面处理有电镀、氧化、喷塑。每个步骤都有对应的工艺要求。根据钣金加工的工艺要求,制定了一套钣金加工常用的设计规范,避免了不合理的结构设计可能会导致的加工缺陷,有利于节省材料、减少工序、提高产品质量。
一、为使设计图纸时能标注关键尺寸便于过程检验及加工,通用的钣金制造、檢验公差范围下:
1、对表面电镀、氧化及不锈钢产品,由于表面处理的变化对尺寸影响不大,对其给定的公差如下:
① 数冲的孔距,孔径尺寸按±0.1mm执行;
② 折弯关键尺寸按±0.2mm,其他尺寸参照GB/T1804-m级(注:比±0.2mm等级还高的都按±0.2mm制造标准)执行;
2 、对表面需要双面喷塑的产品,由于塑层有一定的厚度,制造检验标准为:
① 孔径、沉孔尺寸按-0.05/-0.2mm执行;
② 折弯后的尺寸按±0.3mm执行;
3 、表面单面喷塑(背面贴保护处理)和喷黑色塑粉的产品,由于塑粉容易堆积塑层会比较厚,制造检验标准为:
① 孔径、沉孔尺寸按-0.1/-0.3mm执行;
② 折弯后的尺寸按±0.4mm执行;
4 、需要焊接的零件,由于人为误差大,尺寸难以控制,对非关键尺寸的公差按±0.5mm执行,组焊后的框架,机架类产品,外形尺寸按±1.2mm执行,孔距尺寸按±0.5mm执行。
二、由于电镀工艺的特性,部分特殊的设计结构特征在电镀过程中电镀液无法形成对流的流动状态,从而导致这些结构件表面无法镀上比如锌层,存在表面生锈隐患,影响产品质量,为此针对需要镀锌零件的结构设计提出以下建议:
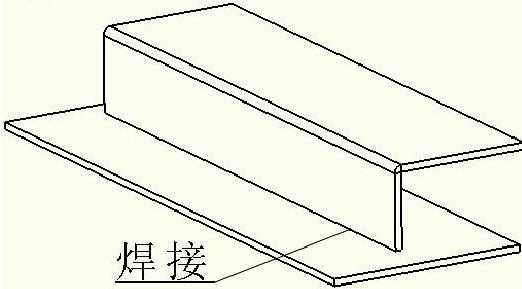
1、结构设计中尽量避免板材叠加结构,即板材两面贴合结构,夹层内存在生锈隐患;如下图所示结构:
对于两面贴合搭接焊接的结构,建议改为无折边搭接焊接结构,这样可避免夹层结构生锈隐患,如可改为下图结构:
2、结构设计中如有三个面围合而成的死角结构(盒子类型结构),则三个面的折边高度不得太高,尽量避免3个面围合且折边过高无孔的结构,因为电镀液在死角处无法流动,可能镀不上锌层,存放时间久了会生锈,如下图所示结构:
三、板材结构设计应遵循经济实用的原则,在保证安全、质量和使用性能的基础上,尽可能减少制造过程中的成本投入。针对电镀工艺的特性,产品镀锌易产生质量不良缺陷,以及从成本上考虑,材料选型建议如下:
产品镀锌后需要整体或局部喷塑处理的,尽量使用电解板加工,一方面电解板电镀层质量稳定,美观,同时避免外协加工等待时间,成本上电解板也更划算,这样可以大大提高研发件产品的交货时间。
四、结束语:
钣金的加工流程每个环节都很重要,任何一个环节出现问题都会影响到产品的加工质量。为了确保钣金件的质量及加工效率,设计钣金件时需要灵活掌握影响因素,改进加工工艺及 出图规范,从而设计生产出高规格、高质量的钣金构件,为产品使用需求提供有力保障。
附表:
参考文献
[1] 国家标准:GB/T 1804-2000《一般公差未注公差的线性和角度尺寸的公差》
[2] 许国红、刘荣、赵静等. 《冲压工艺与模具设计》[M]. 北京:清华大学出版社,2016
[3] 马朝兴. 《冲压模具设计手册》[M]. 北京:化学工业出版社,2009
作者简介:
覃佳丰 1984年出生,籍贯:南宁
学位:学士,专业:机械设计制造及其自动化
单位名称:广西蓝合创讯数据科技有限公司
广西蓝合创讯数据科技有限公司 广西南宁 530000
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
青年生活(2019年18期)2019-10-21
科技与创新(2017年8期)2017-06-07
山东工业技术(2017年5期)2017-03-16
建材发展导向(2016年6期)2017-01-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年8期)2016-04-05
科技创新导报(2014年30期)2014-12-24