冷轧TA1钛卷线状起皮缺陷分析
2021-12-23 12:00穆晓辉陈令杰李渤渤常化强陶会发
世界有色金属 2021年16期
穆晓辉,陈令杰,李渤渤,常化强,陶会发
(洛阳双瑞精铸钛业有限公司,河南 洛阳 471003)
冷轧TA1纯钛卷是以海绵钛为原料,经板坯制备、热卷轧制、冷轧、脱脂、退火等工序生产的产品,广泛应用于石油、化工、船舶领域等[1]。在冷轧TA1钛卷生产过程中,线状起皮缺陷极为常见,在不同厚度带卷中均会出现,不仅影响产品安全寿命,而且长期以来一直影响钛卷表面质量良品率及得料率,至今起皮缺陷形成机理及解决措施仍不清晰,急需解决。
与冷轧带钢起皮缺陷多由冶金缺陷引起不同[2],钛材轧制加工过程易粘结的特性,使得冷轧TA1钛卷线状起皮缺陷时常出现,该缺陷与板坯制备、热卷轧制、冷卷轧制等工序过程均有关系,且缺陷难以追溯。本文通过实验测试结合钛卷生产过程中长期以来积累的经验,对冷轧TA1钛卷线状起皮缺陷进行了系统分析,并给出了后续改善方向。
1 试验材料及方法
试验材料为0.5mm规格冷轧TA1钛带,其生产工艺流程为:板坯制备→热卷轧制→退火→抛丸→酸洗→冷卷轧制→脱脂→真空退火→精整→包装。
从钛带上截取严重程度不同的起皮试样进行分析。使用OLYMPUS GX71金相显微镜进行缺陷截面区域显微组织观察;使用Hanemann维氏硬度计对缺陷及正常区域进行显微硬度测定,试验力为0.9807N(100g);使用Quanta650FEG扫描电子显微镜对缺陷区域进行形貌观察;使用Genesis Apex2X射线能谱仪对缺陷区域成分进行能谱分析。
2 试验结果
2.1 线状起皮
根据冷轧TA1钛卷表面起皮缺陷外观形态不同,将起皮缺陷分为:线状起皮、点链状起皮、宽条状起皮,其中线状起皮为主要缺陷类型,对钛卷表面质量良品率及得料率影响较大。
线状起皮形态表现为表面片层剥落;呈线状沿轧制方向分布,长度一般在15mm~50mm之间;深度较浅,根据修磨测试一般在0.01mm~0.03mm之间。此种起皮一般在热卷中较少,多在冷轧后出现,占起皮缺陷的绝大部分。
2.2 金相及显微硬度测试
线状起皮截面金相照片如图1所示,线状起皮宽度较窄,约为0.2mm;经测量其深度约为0.03mm;从形态上看,起皮区域为基体本身部分剥落;起皮区域组织情况与基体区域一致,均为等轴分布的α相,且其晶粒大小与基体区域也无明显区别。

图1 线状起皮截面金相(放大100倍)
对端面靠近起皮区域、端面远离起皮区域、基体、起皮位置对面端面打HV0.1显微硬度,分别标注为位置1、2、3、4,每个区域打5个点取均值,结果如表1所示。

表1 线状起皮显微硬度结果(wt%)
由表1结果可知,靠近起皮区域硬度比基体及其他区域高10~13HV,反应出起皮区域附近有明显硬化层,且此硬化层属于基体。
2.3 扫描形貌与能谱测试
线状起皮扫描形貌测试如图2所示。

图2 线状起皮扫描形貌照片
如图2所示,线状起皮微观形貌表现为表层基体局部片层剥落,深度较浅。通过其形态分析,认为其应为卷材自身表面局部变形能力差在轧制过程中破裂。对图2 b)线状起皮缺陷位置及旁边基体位置进行能谱分析,其结果如表2所示。
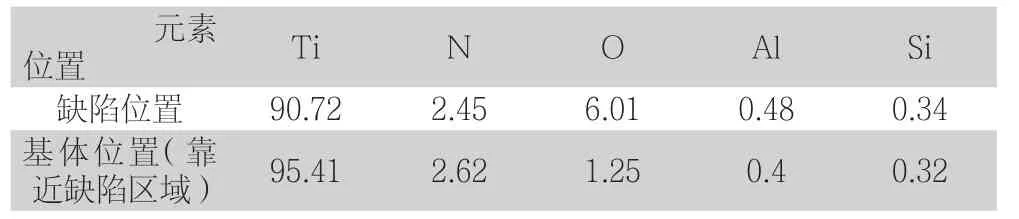
表2 线状起皮能谱分析结果(wt%)
由表2可知,缺陷位置、基体位置均检出N、O、Al、Si杂质元素。且缺陷位置相比基体位置,在氧含量上有明显升高,说明缺陷区域是富氧区域。
3 分析与讨论
3.1 原材料分析
由前面分析可知,线状起皮为基体富氧层,下面从原材料方面分析氧的来源。本文涉及到的钛卷采用国标最高等级0A级海绵钛进行熔炼,然而,由于海绵钛生产过程特殊性,一般不可避免地会出现部分缺陷海绵钛,如:氧化发蓝的海绵钛、细钛颗粒(3mm以下)等,如图3所示。
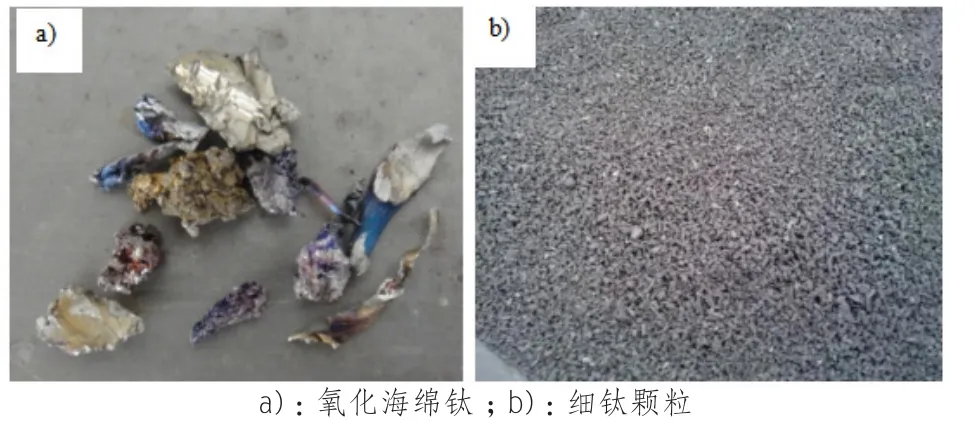
图3 缺陷海绵钛示意图
细钛颗粒(3mm以下)经测试其成分达到国标2级,杂质元素含量较高。氧化海绵钛和细钛颗粒等缺陷海绵钛在熔炼过程中会造成局部成分超标,形成表面富氧层,经轧制后形成线状起皮缺陷。需要注意的是,缺陷海绵钛比率一般较低,其质量占比一般在0.1%内,但实际卷材线状起皮比率大部分都在1%以上。因此,缺陷海绵钛导致局部成分超标应是线状起皮的其中一个原因。
通过以上分析,海绵钛进行分拣挑除缺陷海绵钛、将细钛颗粒筛除,是减少起皮的一个改善方向。
3.2 加工过程分析
由线状起皮缺陷截面金相及扫描形貌可知,其为卷材表层缺陷剥落,其缺陷深度较浅;从显微硬度分析结果可知,起皮区域为硬化层;根据能普分析结果硬化层为富氧区域。在卷材实际生产过程中,线状起皮缺陷出现比率较高,综合分析卷材的生产过程,可得出线状起皮应为热卷局部氧化皮残留。
热轧钛卷的生产流程为:板坯加热→粗轧→精轧→冷却→抛丸酸洗→切边。与热轧钢卷不同,钛卷在热轧过程中不会开启除磷措施,而且钛与氧亲和力较高容易形成致密的氧化皮;另外,钛本身较耐腐蚀,更加增加了酸洗去除氧化皮的困难,特别是某些耐腐蚀钛合金此种现象表现尤为明显,如:TA8合金卷耐腐蚀性高于TA1钛卷,在热卷生产过程中发现相同生产条件下其氧化皮残留明显多于纯钛卷。
热卷出现氧化皮残留严重时会整面发黑,如图4a)所示。有氧化皮残留的热卷轧制至半成品时,出现整面线状起皮缺陷,入图4b)所示,热卷残留的整面的氧化皮在轧制后变成了整面的线状起皮缺陷。此时仅到半成品,变形量较小,因此起皮长度较短;若轧制到成品则成为最常见的线状起皮缺陷。通过以上观察到的现象,可以进一步验证线状起皮是由热卷氧化皮残留导致的。
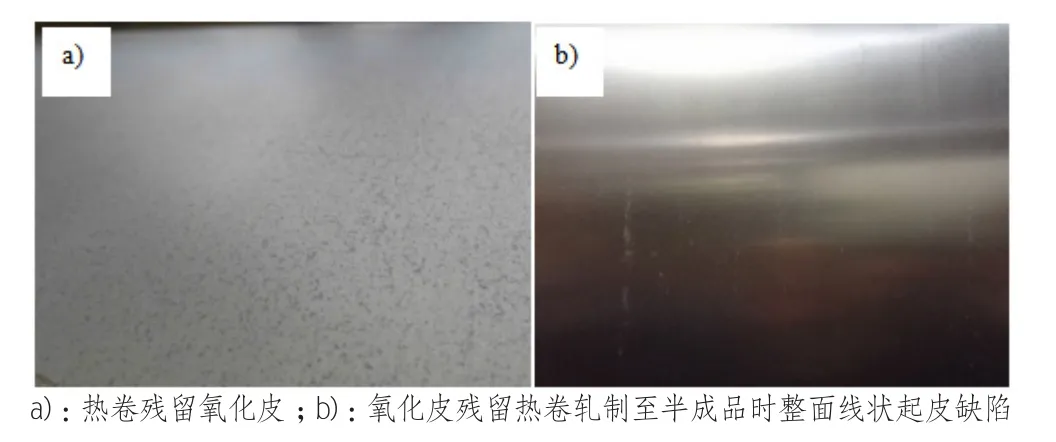
图4 热卷残留氧化皮及线状起皮图样
需要注意的是,出现整卷氧化皮残留表面发黑的情况是较少的,大部分情况下卷材表面酸洗后从宏观上看是较为光亮的,仅在局部会有较为轻微、不易发现的未酸洗干净的情况,因此造成局部出现线状起皮缺陷。而局部未酸洗干净情况,则与板坯在加热炉里受热不均局部氧化皮偏厚、板坯表面局部有缺陷等有关。
通过以上分析,线状起皮改善方向应是加强热卷表面氧化皮去除,具体有增大抛丸力度、增大酸洗液浓度等。
4 结语
线状起皮成因主要包括海绵钛中有缺陷海绵钛导致局部成分超标、热卷氧化皮残留,其改善方向为海绵钛熔炼前通过分拣去除氧化海绵钛、细钛颗粒等缺陷海绵钛、热卷酸洗时增大抛丸力度增加酸洗液浓度增强对氧化皮的去除。
猜你喜欢
中国科技纵横(2022年1期)2022-11-16
粘接(2022年8期)2022-08-19
电池工业(2022年1期)2022-03-11
数字技术与应用(2021年10期)2021-11-19
建材发展导向(2021年16期)2021-10-12
商品与质量(2021年17期)2021-04-23
科学与财富(2018年14期)2018-06-11
当代化工(2015年10期)2015-07-10
佛山陶瓷(2015年3期)2015-06-30
建材发展导向(2014年4期)2014-08-08