
空调连杆自动涂油机器人设计
2021-12-23 05:45朱金达刘庆磊牛虎利高思齐刘兆奂
河北工业科技 2021年1期
朱金达, 刘庆磊,邓 飞,牛虎利,高思齐,刘兆奂
(河北科技大学机械工程学院,河北石家庄 050018)
空调连杆是空调必不可缺的部件之一,通过它来控制和调节空调的导风机构,保证空调正常运转,涂油润滑是保证空调连杆正常平稳运行的关键。目前,现场的空调连杆涂油方式大多采用手工涂油,工人利用毛刷蘸涂一定量的润滑油对空调连杆进行涂抹。空调连杆的涂油效果受人为因素的影响较大,由于空调连杆包含锯齿状部分,人工对锯齿状部分进行涂油时,手工涂油无法保证涂油的精度与准确度,存在漏涂、多涂、涂抹不均等情况。空调连杆涂油轨迹如图1所示,图中粗线部分是需要涂油的部位。此外,空调连杆双面均需要进行涂油处理,一面涂油完毕后需要进行翻面处理,翻面过程中经常会对已涂油部分进行粘抹,造成一定的污染。另外,手工涂油作业工作量大、涂油速度慢、涂油效率低下。为此,设计开发了一种具有自动涂油功能的空调连杆涂油机器人。

图1 空调连杆涂油轨迹Fig.1 Oiling track of air conditioner connecting rod
关于相关涂油设备的设计,程显吉[1]针对枕轨螺栓涂油手工操作难度大等问题,设计牙嵌式冲击装置,实现枕轨螺栓的自动涂油和拧紧。王淑坤等[2]设计了冲压模具半自动涂油机,通过涂油传送装置实现料片的定位、上下面涂油、输送、托起等,提高了生产效率。王琪等[3]依据涂油卤化工作原理和回收过滤工作原理,设计了全气动控制且带有回收功能的自动涂油装置,用于发动机装配线的涂油工作。在此基础上,本文借鉴现有类似工业设备[4-8]的本体结构和位姿运动,不仅参考可吸式涂油头与油料过滤回收设备,还参考了龙门式结构。因龙门式框架结构具有制作简单、负载大与结构稳定等优点,所以采用直角坐标龙门框架形式设计了空调连杆自动涂油机器人,实现空调连杆的精准与快速涂油。
1 总体设计方案
1.1 设计要求
能够连续地完成工件不同形状、不同部位的涂油工作,并实现空间轨迹的精准控制;涂油均匀、准确,行走速度快,能够高效、灵活地作业;自动涂油机应操作简单、移动方便、稳定性好;减少人工参与,减轻其劳动强度。具体参数要求如表1所示。
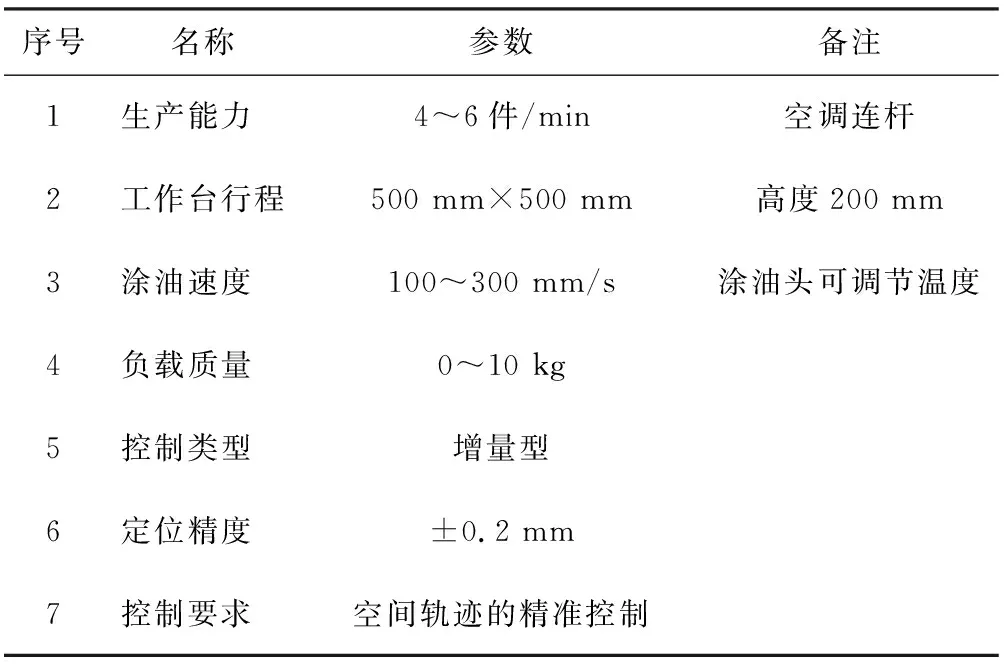
表1 涂油机设计技术参数Tab.1 Design technical parameters of oiler
1.2 设计思路
本文采用模具盒设计,模具盒既能作为工件的定位,提高涂油的精度,又具有容量大的特点,避免工人频繁更换工件所浪费的时间。涂油机器人采用X-Y-Z直角坐标形式,Z轴为涂油轴,X-Y为涂油工作平面,采用结构稳定、负载大的龙门式结构。控制系统选用性价比较高的西门子S7-200 SMART作为自动涂油机集成控制系统,搭配传感器及其他辅助模块完成涂油机的控制。
1.3 工艺路线
工人首先将工件进行上料,上料完成后,将装满空调连杆的模具盒安装到涂油机固定位置;启动涂油机器人,涂油机器人对模具盒上空调连杆的一面进行涂油工作;完成一面工作后,涂油机器人涂油头自动回到初始位置,并提示涂油工作完成;工人将模具盒翻转,涂油机器人开始对空调连杆的另一侧进行涂油;背面完成涂油后,工人取下工件,工件进入后续工艺。具体涂油流程工艺路线如图2所示。
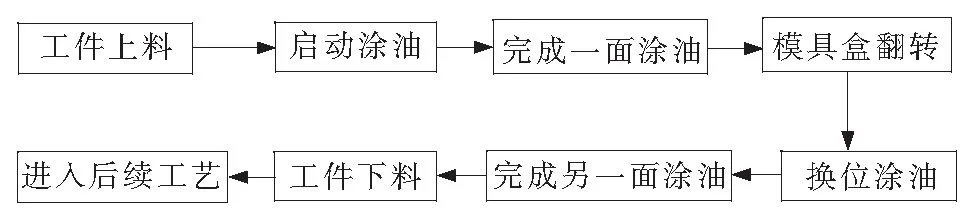
图2 自动涂油流程工艺Fig.2 Automatic oiling process
2 自动涂油机器人机械系统设计
2.1 结构设计
用UG对空调连杆自动涂油机器人进行三维建模,整体结构如图3所示,由涂油Z轴、涂油Y轴、涂油X轴、龙门支撑结构、吸塑模具盒和集成控制系统等组成[9]。涂油轴主要包括直线导轨、电机、限位传感器、滑块、工作平台等零件。Z轴为涂油轴,可以上下移动;Y轴为Z轴安装轴,带动Z轴实现Y方向移动;X轴为工作平台安装轴,工作平台安装在滑块上,由同步带带动在X方向移动。根据设计工作台尺寸要求设计空调连杆模具盒,模具盒可以一次容纳8个工件。为了减轻自动涂油机器人的质量,机身采用质量较轻的铝合金材质。控制系统由PLC、触摸屏、低压电器等构成[2]。设备工作原理:先将8个空调连杆放入模具盒中,把模具盒放在X轴工作平台固定安装位置,随后Z轴下降至模具盒初始位置,根据设计好的涂油路线,PLC控制Y轴带着Z轴在Y方向上移动[10-11],模具盒在工作平台上由同步带带动工作平台在X方向上移动,Z方向上的涂油头根据设定好的温度和进给量进行涂油。
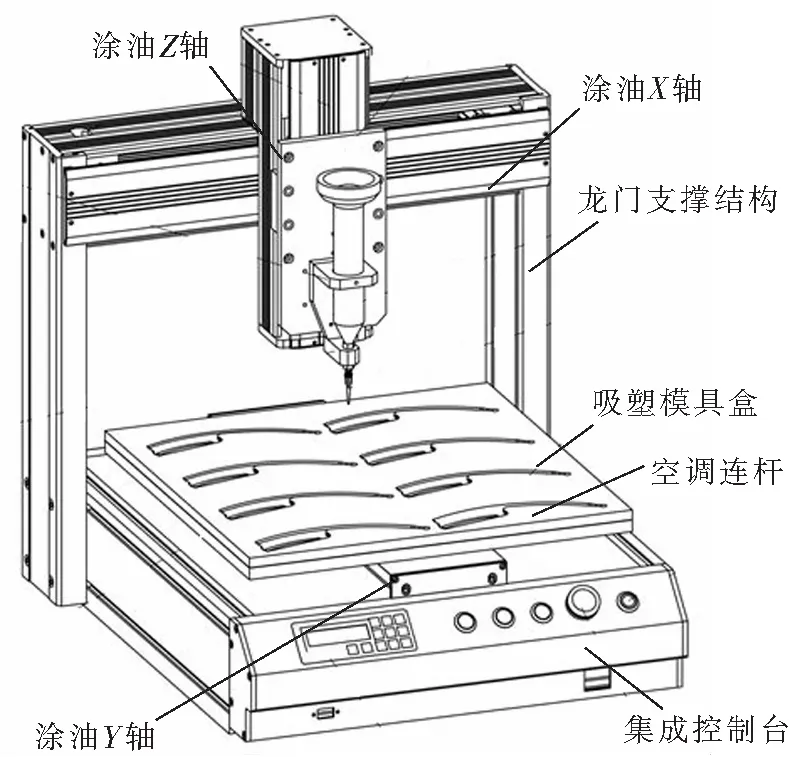
图3 空调连杆自动涂油机器人整体结构Fig.3 Overall structure of automatic oiling robot of air conditioning connecting rod
2.2 运动分析
自动涂油机器人的核心技术是控制喷头与工作台的运动,自动涂油机器人有X-Y-Z3个方向的运动。其中主要运动是涂油头在X-Y水平面内运动,根据空调连杆涂油的部分设定运动曲线,由42型步进电机提供动力进行涂油作业。
2.2.1Z轴方向运动
涂油Z轴由步进电机带动齿形同步带直线导轨运动,同步带直线导轨具有定位精度高、高速静音、运行稳定等特点。目前市场上齿形同步带直线导轨的重复定位精度可达到0.04 mm。搭配42型步进电机运行,速度最高可以达到500 mm/s。但步进电机在启动和停机的过程中存在的误差是不可避免的,在这两段过渡区间内,选择合适的控制步进电机的启停方式和控制电路,可以有效减少涂油过程中的工艺误差[12]。
2.2.2X-Y水平方向运动
空调连杆的涂油主要是水平面的轨迹运动。空调连杆这类小型涂油件对外形尺寸没有过大的要求,齿形同步带能够很好地满足涂油精度要求。自动涂油机的X-Y水平方向运动结构如图4所示。
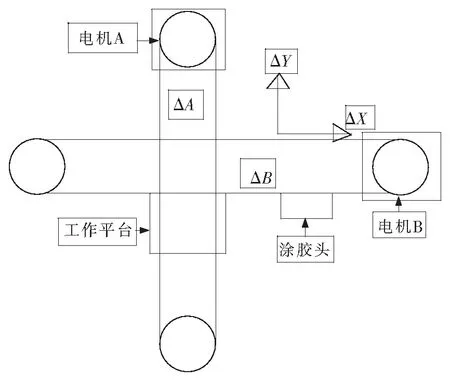
图4 水平运动结构图Fig.4 Structure of horizontal motion
采用龙门式结构[13],X方向和Y方向没有任何干涉,电机B转动带动涂油头在X方向上移动,移动距离ΔX=ΔB。同理Y方向上,由电机A带动工作平台在Y方向上进行运动。移动的距离为ΔY=ΔA。通过电机A与电机B的转动,实现涂油头在工作平台上X-Y方向上的运动。其中ΔA,ΔB分别表示2个电机带动同步带移动的距离,ΔX,ΔY分别表示喷头在X,Y方向的移动距离。X与Y方向的位移为

(1)
同理X与Y方向速度相等,
(2)
式中:d0为步进电机的齿轮中径;n为步进电机转速。
自动涂油机龙门式执行机构,X轴、Y轴、Z轴正交式运行结构,可以实现涂油的精准定位。同时空间更加简单,效率也更高。
3 自动涂油机器人控制系统设计
空调连杆自动涂油机器人控制系统由可编程控制器(PLC)、人机交互界面(HMI)、电机驱动器、传感器等组成[14]。控制系统硬件如图5所示,利用计算机编写好程序后下载到PLC,PLC给步进驱动器脉冲信号控制步进电机转动完成涂油动作。通过限位传感器对各轴的位置进行保护,当轴超出行程时,行程开关将信号传送到PLC,PLC做出相应反应。PLC将步进电机行走的路径反馈到人机交互界面上,通过人机界面上显示涂油头的位置及涂油工作的进度,当超出行程系统时急停并自动报警。
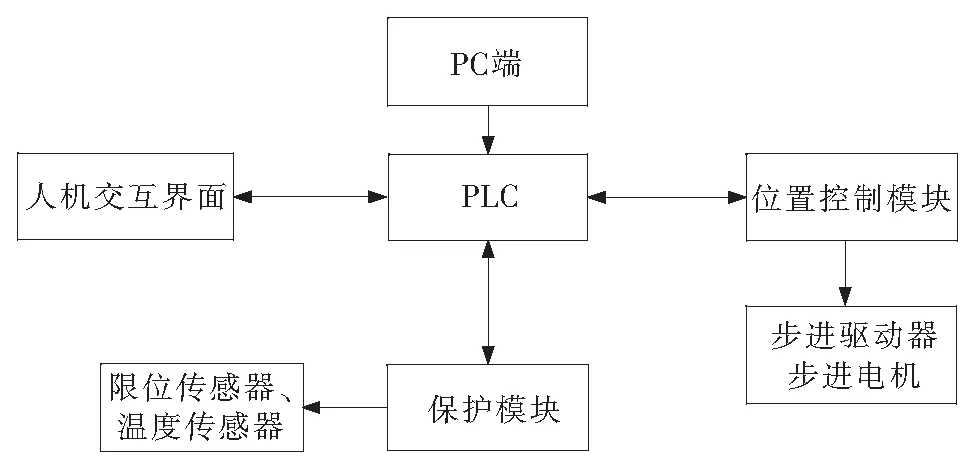
图5 自动涂油机控制系统硬件图Fig.5 Hardware diagram of automatic oiler control system
人机交互界面使用的触摸屏已经被广泛应用,触摸屏能够满足自动涂油机器人控制系统的坐标位置输入与显示功能,通过CAD等制图软件根据模具规划好涂油路径,由USB接口输入,显示到触摸屏后,对输入轨迹行程进行合理性判断,判断合理后电机根据轨迹进行运动,完成涂油工作。
3.1 控制系统硬件接线图设计
空调连杆的涂油工艺需 3个自由度完成轮廓轨迹构建,其中涂油头沿Y,Z方向往复运动,工作台执行X方向位移。所以在解析其控制对象时,利用传感器与步进电机对3个自由度的位移变量、运动方向、运动速度进行指令调控。为限制各自由度的位移量、位置点,空调连杆自动涂油机器人共需3组位置传感器,同时涂油头需要一组温度传感器以达到胶水最佳流动性。自动涂油机器人需要对3组步进电机进行控制。通过限位传感器保证自动涂油机在运行的过程中不会发生碰撞等危险动作,保护设备与操作者的安全。自动涂油机器人控制系统硬件接线图设计如图6所示,对各轴进行限位开关及原点复位开关设计,在PLC输出端采用3个位置控制模块对3个轴电机进行控制。
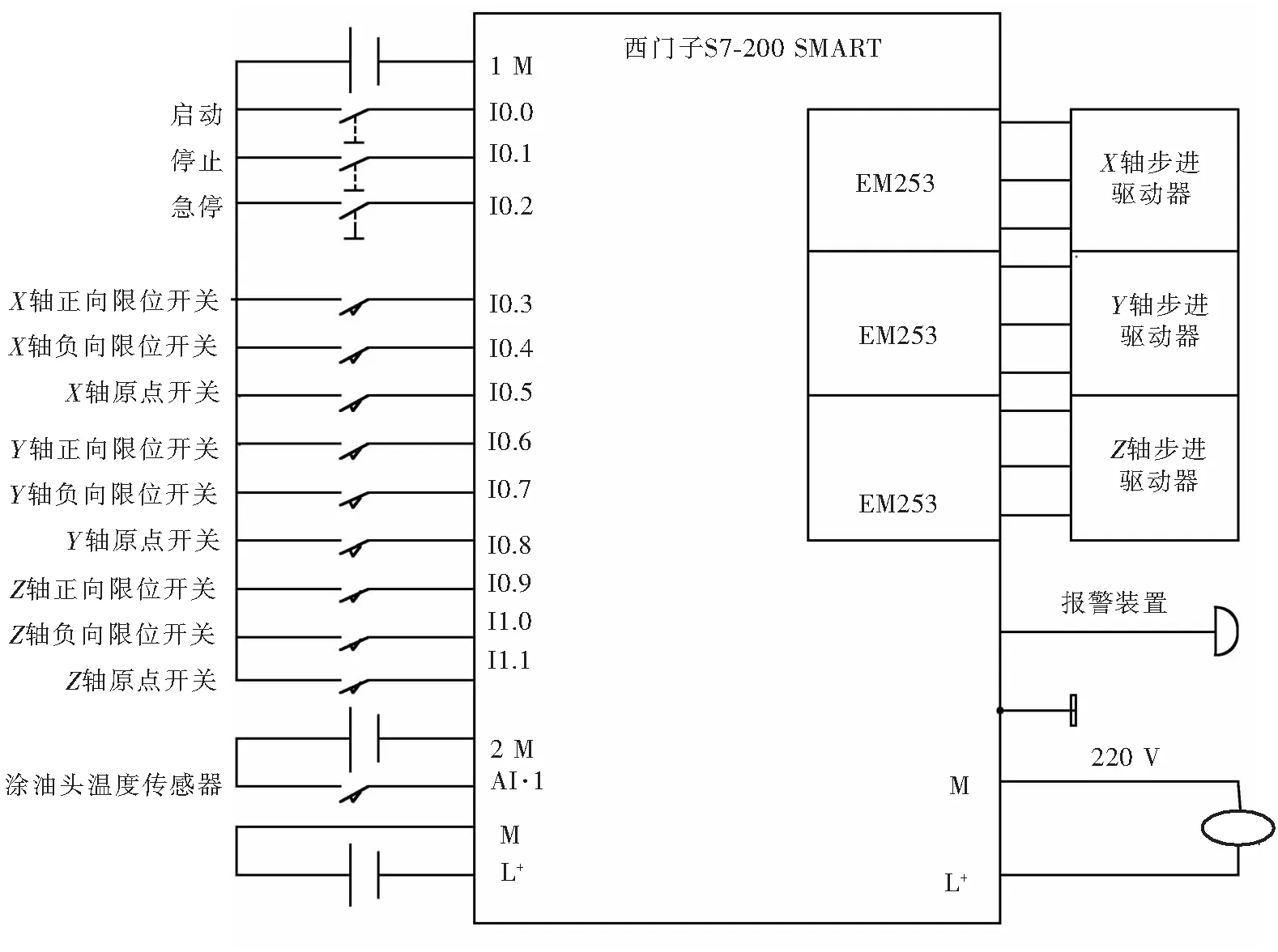
图6 控制系统硬件接线图Fig.6 Hardware wiring diagram of control system
自动涂油机器人PLC选用西门子公司生产的S7-200 SMART作为控制系统核心。S7-200 SMART具有抗干扰能力强、性价比高、数据处理能力强、编程简单、维修方便等优点。同时能够对三轴实现100 kHz的高速输出,实现精准定位,定位精度±0.04 mm,满足自动涂油机器人的设计要求[14]。自动涂油机器人的位置控制采用3个EM253定位控制模块,实现对三轴步进电机的控制。EM253输出频率能够达到200 kHz,满足步进电机的转速要求。
3.2 控制方式研究和控制流程分析
自动涂油机器人通过点位控制信号实现 3个自由度驱动电机的脉冲信号转换,并利用步进电机自有模式,实现脉冲信号生成数字模拟信号,严格控制了 3 组对应电机角位移量变化[15]。自动涂油机器人控制流程如图7所示。
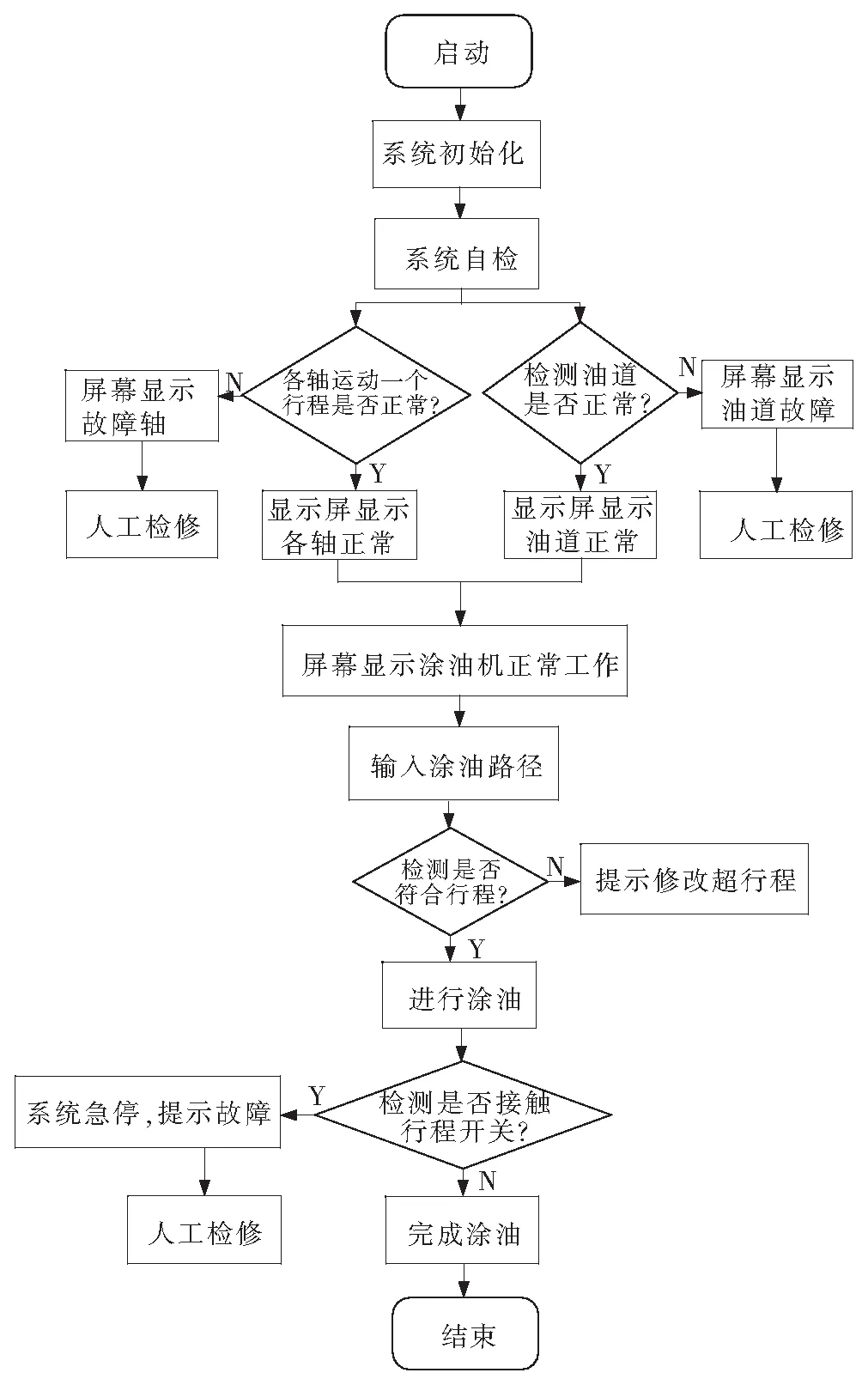
图7 控制流程Fig.7 Control flow
按下启动按钮后,系统初始化开始自检,系统将会自动将三轴各运动一个行程,检查各轴有无故障,无故障则在显示屏显示各轴运行正常,若有故障显示对应故障轴,提示人工检修。油道检测同理。当各轴和油路都正常之后,输入涂油路径,系统检测涂油路径是否符合行程,符合行程进行涂油。若不符合行程,屏幕显示超出行程,修改路径。涂油过程中系统会自动检测行程开关的状态,若碰到行程开关,系统急停,提示故障[16]。完成涂油后,发出声音提示结束,人工将模具盒翻转,完成另一面涂油。
4 虚拟装配及仿真
在UG中对空调连杆自动涂油机进行虚拟拆装,并对空调连杆自动涂油机器人单个涂油路径进行仿真分析。给定3个轴初速度为300 mm/s,得各轴时间与位移关系图,其中X轴与Y轴的位移图如图8和图9所示。仿真结果表明,自动涂油机器人运行稳定,无干涉现象。通过仿真图像可得,结构紧凑合理,涂完一个空调连杆的时间为18.6 s。经过实际车间调研得知,目前人工涂油时间需要28 s左右,自动涂油比人工涂油效率约提高了40%。
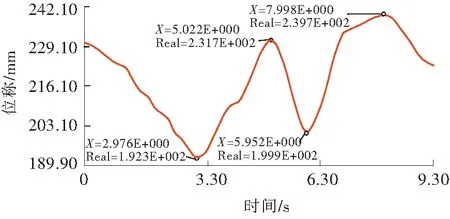
图8 X轴方向位移图Fig.8 X-axis displacement diagram
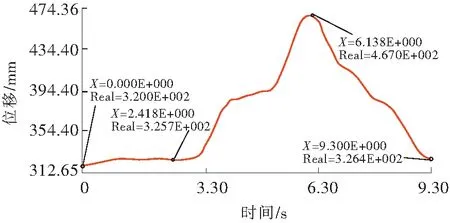
图9 Y轴方向位移图Fig.9 Y-axis displacement diagram
5 结 语
本文研发了一种为空调连杆自动涂油的直角坐标机器人,制定了涂油工艺技术路线,设计了整机结构与控制方案,实现了对空调连杆复杂路径的涂油,解决了人工涂油存在的少涂、漏涂、质量差、劳动强度大等实际难题。
该机器人具有以下优点:1)空间轨迹的精准控制,涂油均匀、准确;2)模具盒容载大,一次可涂12个工件;3)行走速度快,高效、灵活。
该设备虽然提高了涂油的效率与质量,却还不能实现自动上料与自动翻转的全自动化涂油,今后会将设计重点放到上、下料装置与自动翻转,实现空调连杆的全自动涂油上。
猜你喜欢
石油矿场机械(2022年3期)2022-06-17
模具制造(2021年10期)2021-11-20
模具制造(2020年12期)2020-02-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
汽车实用技术(2017年16期)2017-09-21
小学阅读指南·低年级版(2017年5期)2017-05-18
汽车维护与修理(2016年10期)2016-07-10
汽车维护与修理(2015年7期)2015-02-28
汽车与新动力(2012年5期)2012-03-25
