
卡罗塞尔卷取机皮带助卷器装置的设计与改进
2021-12-27 07:09杨赞
中国金属通报 2021年18期
杨 赞
(河钢集团唐钢公司 高强汽车板有限公司,河北 唐山 063000)
卷取过程是冷轧板带生产过程中的重要工序。卡罗塞尔卷取机,如图1所示;是冷轧产线广泛应用的卷取设备,其能够在生产线连续运行的同时通过卷取机大盘的旋转对钢卷同时进行卷取和卸卷。卡罗塞尔卷取机的两个位置分别为卷取位和卸卷位。当在卷取位的时候,通过皮带助卷器来帮助带钢开始进行卷取工作,通过卷取机的旋转对带钢进行卷取和下卷,从而保证酸连轧产线连续、稳定的运行。当卡罗塞尔卷取机的工作模式为卷取位时,利用皮带助卷器,如图2所示,来帮助带钢实现顺利卷取,带钢达到设定卷径后,轧制程序控制飞剪完成对带钢的分卷剪切。由于飞剪至出口芯轴存在一定的距离,卷取过程中卷取机与末机架间存在张力作用,由于剪切速度快,当飞剪完成剪切操作时,出口芯轴至飞剪处的带钢会瞬间失张,此时切断的带尾会拍打在皮带助卷器的下小臂框架上,致使带钢尾部出现不规则的翘曲缺陷。我公司生产的酸轧成品一般分为两部分,一部分为冷硬产品直接打包进行销售,这部份产品如果带尾存在翘曲会影响打包工序的进行,对产品的外观造成很大影响,并且直接影响产品的合格率;另外,冷轧产品很大部分是需要送到连退或者镀锌去进行后处理加工的。如果冷轧带尾质量不好,在开卷穿带时就无法完成自动穿带,将直接影响连退、镀锌产品的成材率,甚至会造成产线由于生产节奏不连贯而停车的风险。因此需要有一种装置来保护卷取切剪后带尾,防止出现上述问题。

图1 卡罗塞尔卷取机示意图
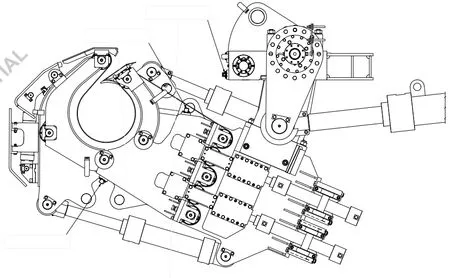
图2 皮带助卷器示意图
1 设计思路
由于高强汽车板公司酸轧生产线为一条十分先进的进口生产线,各种设备功能都十分完善,为了不影响其他设备的功能,同时减少工作强度并降低工作难度,因此需要综合考虑改造难度与问题解决的平衡点。因此本文章的设计思路主要是,在不改变卡罗塞尔卷取机及其皮带助卷器原有设计功能的前提下,主要加装了一个自动导板装置。在卡罗塞尔卷取机大盘旋转带钢到达下卷位完成卷取之前,皮带助卷器处于抱起状态,等待着下一卷带钢带头的自动穿带。此时带钢尾部与皮带助卷器的下小臂框架发生剧烈碰撞是导致带尾翘曲的主要原因。利用自动导板装置可以高效缓冲带尾与皮带助卷器间的剧烈碰撞,缩小带尾快速甩尾时的高度差,保护并引导带尾顺利的完成卷取。
2 措施实施
本文章所述导板装置采用复合的双层结构,底层采用钢制结构,为带尾提供一定的支撑刚性,外层采用聚氨酯包裹,防止带钢表面滑伤,避免带钢产生变形,对带钢起到一定的保护作用。
如图3所示,本实用新型主要由自动导板1、液压缸2、皮带助卷器的下小臂3、皮带助卷器的大臂4、皮带助卷器的上小臂5组成。

图3 甩尾保护装置工作原理图
本装置的工作过程如下:
卡罗塞尔卷取机带钢甩尾保护装置的主要动作为由液压缸2驱动自动导板1上下动作,从而保护并引导带尾顺利的完成卷取。该装置的动作顺序与皮带助卷器的上小臂5的动作同时进行,即在皮带助卷器抱起的过程中,首先是皮带助卷器的大臂4动作,然后是皮带助卷器的下小臂3动作,最后是皮带助卷器的上小臂5动作,以此同时,带钢甩尾保护装置动作,而皮带助卷器收回时的动作顺序则相反。
根据上述装置的动作特点,不需要重新安装阀台和编写新的控制程序,在皮带助卷器完成抱起的动作过程中,将皮带助卷器的上小臂5的油路分支出的油管连接到带钢甩尾保护装置的驱动液压缸2,利用皮带助卷器的上小臂5的液压动力作为带钢甩尾保护装置的动力,完成带钢顺利甩尾。
3 改进后的效果
文章描述了利用自动导板装置高效缓冲带尾与皮带助卷器间的剧烈碰撞,保护并引导带尾顺利完成卷取。且导板采用复合的双层结构,底层采用钢制结构,为带尾提供一定的支撑刚性,外层采用聚氨酯包裹,防止带钢表面滑伤,避免带钢产生变形,该装置结构简单,操作方便,投入的设备成本少,后期维护成本较低。同时,将皮带助卷器的上小臂的油路分支出的油管连接到带钢甩尾保护装置的驱动液压缸,利用皮带助卷器的上小臂的液压动力作为带钢甩尾保护装置的动力,完成带钢顺利甩尾。
此装置改进后,是我厂卡罗塞尔卷取机皮带助卷器的功能精度和使用效果改善明显。提高了轧制效率,提高了成材率。此装置安装完成以后,在每次带钢甩尾的过程中,有了甩尾保护装置的保护,避免了带尾板面的翘曲划伤等缺陷。而且此次设计并没有新增新的机械设备包括阀台以及新程序。没有破坏卡罗塞尔卷取机及助卷器的其他功能。
在没有保护装置时每次带尾在2米左右位置都会产生翘曲或者大片的划伤,在后续生产线进行加工时需要全部进行剪切,加装保护装置后,目前带尾基本没有翘曲现象,在后续生产线进行加共时只需要酌情进行大约1米的少量剪切即可,按照酸轧全年140万吨的产量计算大约能提高0.5%的产品成才率,直接经济效益约135万元。更为重要的是为顺利生产奠定了有力的设备基础。
4 结语
综上所述,本文所做的工作及创新点主要有:
(1)利用自动导板装置高效缓冲带尾与皮带助卷器间的剧烈碰撞,保护并引导带尾顺利完成卷取。
(2)采用复合的双层结构,底层采用钢制结构,为带尾提供一定的支撑刚性,外层采用聚氨酯包裹,防止带钢表面滑伤,避免带钢产生变形,该装置结构简单,操作方便,投入的设备成本少,后期维护成本较低。
(3)将皮带助卷器的上小臂的油路分支出的油管连接到带钢甩尾保护装置的驱动液压缸,利用皮带助卷器的上小臂的液压动力作为带钢甩尾保护装置的动力,完成带钢顺利甩尾。
改进的装置具有结构简单、操作方便的优点,采用上述技术方案后,在带钢卷取结束甩尾过程中,有效避免了带尾板面的翘曲、划伤等缺陷,稳定了冷轧生产节奏,提高了产品的成材率,为生产厂创造了较大的经济效益。
猜你喜欢
鞍钢技术(2022年3期)2022-06-12
包装与食品机械(2021年5期)2021-11-06
家庭百事通·健康一点通(2020年11期)2020-11-30
锻造与冲压(2020年5期)2020-03-18
医师在线(2019年7期)2019-12-28
中国美容医学(2017年7期)2018-02-02
专用汽车(2014年1期)2014-12-10
筑路机械与施工机械化(2014年2期)2014-03-01
一重技术(2011年4期)2011-12-11
少林与太极(2011年8期)2011-11-17
