
改性聚丙烯各组分对激光焊接性能的影响
2022-01-06 14:05秦玉洁卢先博
上海塑料 2021年3期
秦玉洁, 卢先博, 王 俊
(1.延锋彼欧汽车外饰系统有限公司, 上海 201805; 2.上海金发科技发展有限公司, 上海 201714)
0 前言
目前在汽车行业,塑料零部件之间的粘接主要有胶水粘接、振动摩擦焊接、超声波焊接3种方式。其中,胶水粘接方式的设备投入高,且存在挥发性有机物,影响操作人员的身心健康;振动摩擦焊接方式受产品结构的影响,一些结构较为复杂的零件不适合使用;超声波焊接是保险杠与雷达支架等零件连接的主要手段[1],随着保险杠壁厚逐渐降低,该焊接方式会在保险杠的正面出现一定程度的焊接印,影响制件外观。
由于激光焊接的焊接路径可通过电脑编程随时变化,具有很强的灵活性,因此越来越受到推广,也有越来越多的科研工作者对其进行了研究。目前,对聚酰胺、聚酯等的激光焊接研究相对较多[2-4],而对聚丙烯(PP)的研究相对较少。KOSHIDA R[5]通过在常规聚烯烃树脂中加入1~20份经羧酸、羧酸酐或环氧基团改性的聚烯烃,实现了聚烯烃与聚酰胺、聚酯等树脂的激光焊接,焊接强度良好。秦玉洁等公布了在聚合物树脂中加入苝系黑色颜料,在800~1 100 nm下激光可透过,开发出一种透光率高、易染色、迁移性低、树脂中加入耐候性好、能满足长期暴露在外的性能和外观要求的改性塑料[6]。KIHARA T等[7]在配色方面也对苯胺黑和炭黑等黑色着色剂对激光焊接的影响进行了研究。GHORBEL E等[8]研究了PP的激光透射焊接,采用纯净PP/PP+2%(质量分数,下同)炭黑板搭接形式,讨论了工艺参数对焊缝几何形状、缺陷和材料结晶度分布的影响,结果表明:增加激光功率和减小扫描速度后形成的焊接区域体积更大,焊缝熔深度也更大,焊接区域呈椭圆形。
目前,针对改性PP材料,从配方角度对透光率和激光焊接强度进行的研究很少,因此笔者将通过对改性PP材料从PP、弹性体、填料及助剂等多方面进行考察,分析其对材料透光率及激光焊接性能的影响。
1 实验部分
1.1 实验原料
嵌段共聚PP,牌号为PP EP548R,中海壳牌石油化工有限公司;
无规共聚PP,牌号为PP RP346R,中海壳牌石油化工有限公司;
弹性体,牌号为POE ENGAGE 8137、POE ENGAGE 8842、POE ENGAGE 7467,陶氏化学公司;
弹性体,牌号为SEBS,市售;
滑石粉,牌号为TYT-8875B,1 250目,辽宁北海实业有限公司;
滑石粉,牌号为TYT-777A,3 000目,辽宁北海实业有限公司;
滑石粉,牌号为HTPUltra 5L,5 000目,意大利意米法比公司;
云母,牌号为P325目,江门市精达云母材料有限公司;
晶须,牌号为碱式硫酸镁晶须,市售;
抗氧剂,牌号为抗氧剂225G,市售;
增透剂,牌号为NX-8000K,美利肯化学公司。
1.2 主要设备及仪器
双螺杆挤出机,SHJ-30型,南京瑞亚高聚物装备有限公司;
注塑机,HTB80型,宁波海天机械有限公司;
激光焊接仪,WFD120 W-PCTS333 SP,大族激光科技产业集团股份有限公司;
透光率测试仪,LPKF-TMG 3,乐普科光电有限公司;
万能力学试验机,Z010,德国兹维克集团。
1.3 试样制备
将PP树脂、弹性体、填料和助剂分别按实验配方称取,经搅拌机高速混合后,由双螺杆挤出机进行挤出、造粒,然后按照指定的注塑工艺注塑成2.5 mm厚标准光面样片用于透光率的测试,以及注塑成焊接样条(130 mm×10 mm×3 mm)用于焊接实验,所有的吸光层材料均使用同一种黑色滑石粉填充增韧PP材料。
1.4 性能测试和表征
激光焊接技术在汽车外饰行业是一种新兴的焊接技术[9],其借助激光束产生的热量使塑料接触面熔化,进而使制件粘接在一起。激光焊接技术通常要求被焊接的两个塑料制件有一个制件(制件1)具有一定的透光率,另一个制件(制件2)对激光有明显的阻隔作用(见图1)。先将两个待焊接塑料制件焊接面靠在一起,激光束可透过上层制件,由于下层制件不透激光,因此激光在两个零件界面停留,激光能量被吸收使得下层材料温度升高,熔化上层及下层接触面的塑料,从而完成焊接。目前,用于激光焊接的激光波长主要集中在900~1 100 nm。

图1 激光焊接示意图
采用透光率测试仪对改性PP材料进行激光透光率测试;采用激光焊接仪进行激光焊接。进行激光焊接的透光层及吸光层样条重叠长度为40 mm,接线条数为3条,间隔为12 mm,第2条位于重叠区域的中间,激光器的走向见图2,其发射波长为915 nm,功率为20 W,移动速度为20 mm/s。图3为焊接后的样条。
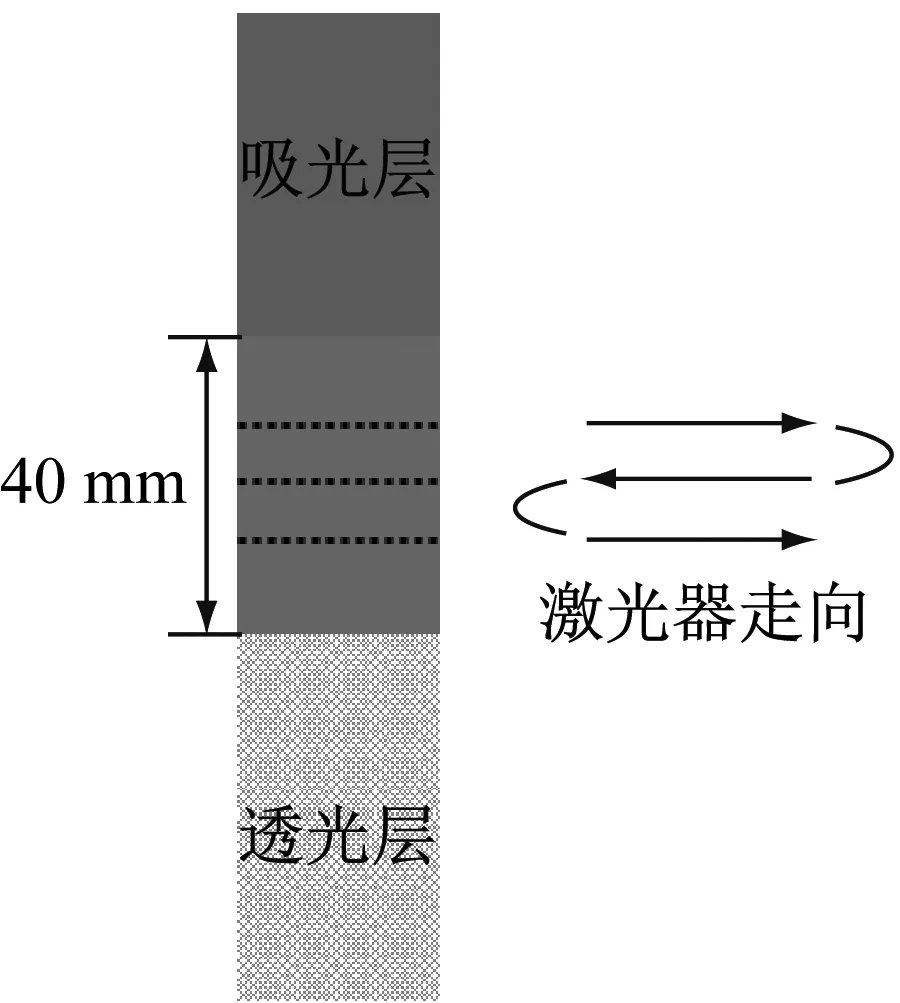
图2 焊接参数及激光器走向

图3 焊接后样条
使用万能力学试验机(见图4)对焊接后样条进行拉伸剪切测试以评估激光焊接效果,得到的剪切力作为评判焊接力大小的指标,拉伸速度为50 mm/min。

图4 万能试验机
2 结果与讨论
2.1 不同填料对PP材料透光率及焊接性能的影响
在20%(质量分数,下同)矿粉填充PP体系中,选择同一款PP添加不同类型的填料,进行单因素分析。其中,填料包括不同目数的滑石粉,以及云母和碱式硫酸镁晶须,具体配方及材料在915.63 nm处的透光率见表1。

表1 20%矿粉填充PP体系配方及材料在915.63 nm处的透光率
不同填料对材料透光率的影响见图5。
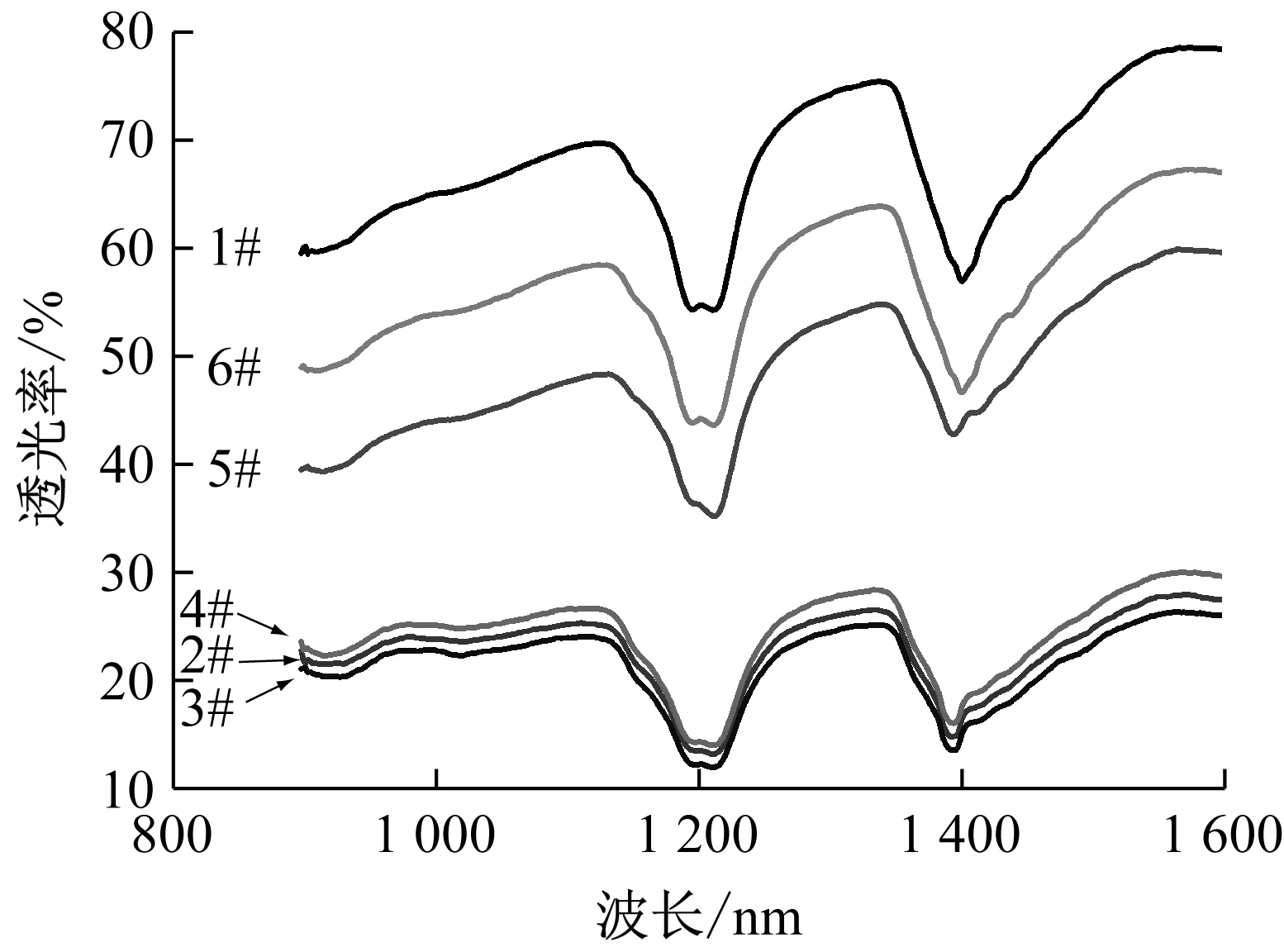
图5 不同填料对材料透光率的影响
由表1和图5可以看出:未添加填料时,PPEP548R在915.63 nm处的透光率为59.8%,当添加填料后,透光率都有所下降;滑石粉对透光率的负面影响最大,透光率下降了50%以上,且不同目数的滑石粉,透光率差异并不大;对透光率降低影响次之的为云母,透光率从59.8%下降至39.3%;对透光率降低影响最小的是碱式硫酸镁晶须,添加20%碱式硫酸镁晶须,透光率仍能达到48.8%的较高水平。
焊接后样条的拉伸剪切力与透光率有着很好的正相关对应关系(见图6)。从图6可以看出:当PP EP485R未添加填料时,拉伸剪切力为953 N;添加不同目数滑石粉的PP焊接强度差异不大,仅为300 N左右;而添加云母的PP由于透光率较添加滑石粉的PP高,因此其拉伸剪切力也得到有效的改善,达到了添加滑石粉的2倍以上;而对透光率影响最小的碱式硫酸镁晶须填充体系拉伸剪切力则达到了788 N,明显高于云母和滑石粉体系。滑石粉填充体系由于透光率明显下降,导致焊接效果不佳,而云母和碱式硫酸镁晶须体系具有较高的拉伸剪切力,适合用于激光焊接。
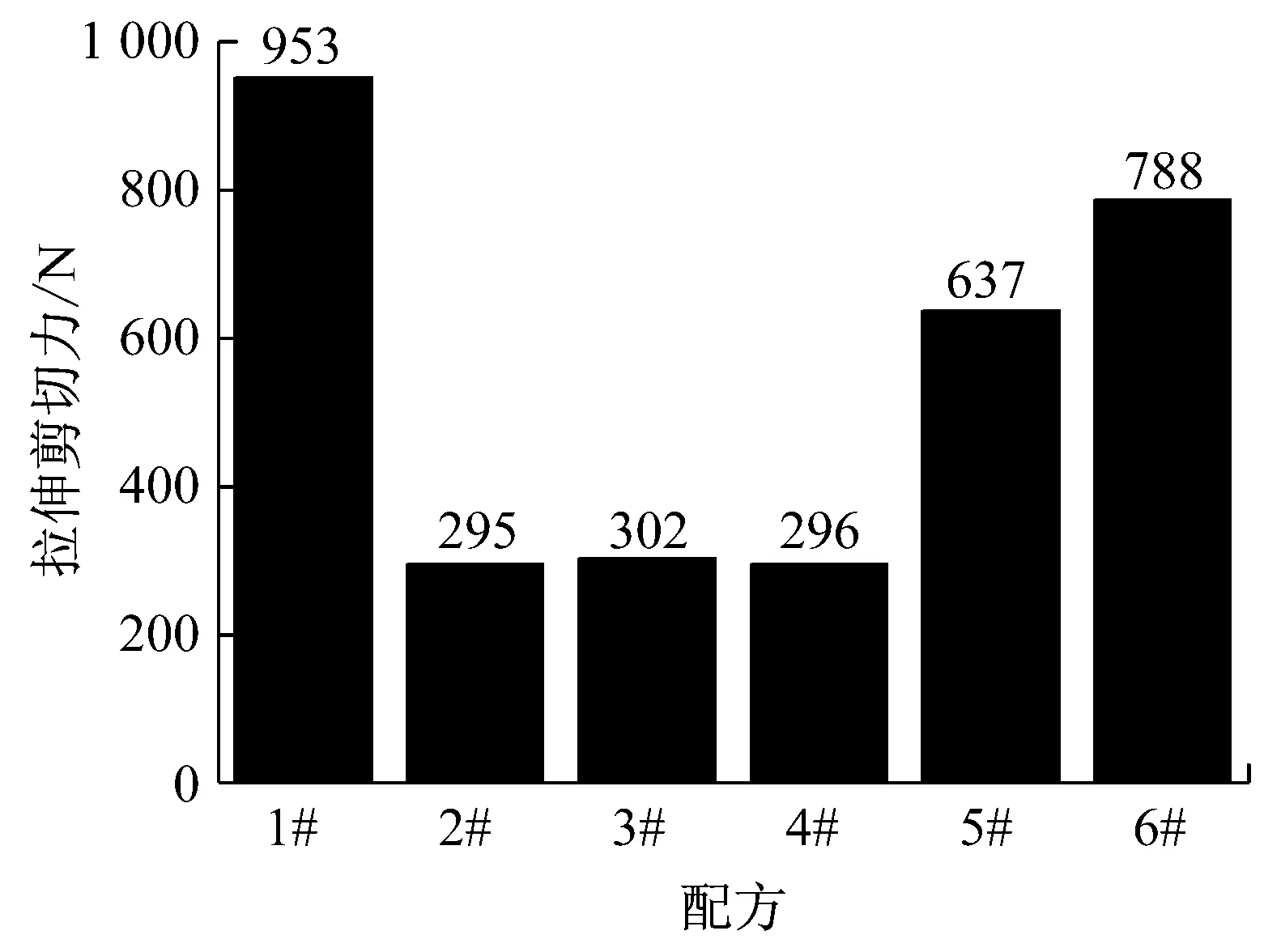
(a) 不同矿粉对材料激光焊接性能的影响

(b) 透光率与焊接性能的关系曲线
2.2 不同弹性体对PP材料透光率和焊接性能的影响
在碱式硫酸镁晶须填充体系的基础上,考察添加15%不同弹性体对透光率和激光焊接性能的影响,具体配方及材料在915.63 nm处的透光率见表2。

表2 15%弹性体填充PP体系配方及材料在915.63 nm处的透光率
未添加弹性体和添加不同类型弹性体材料的透光率谱图见图7。
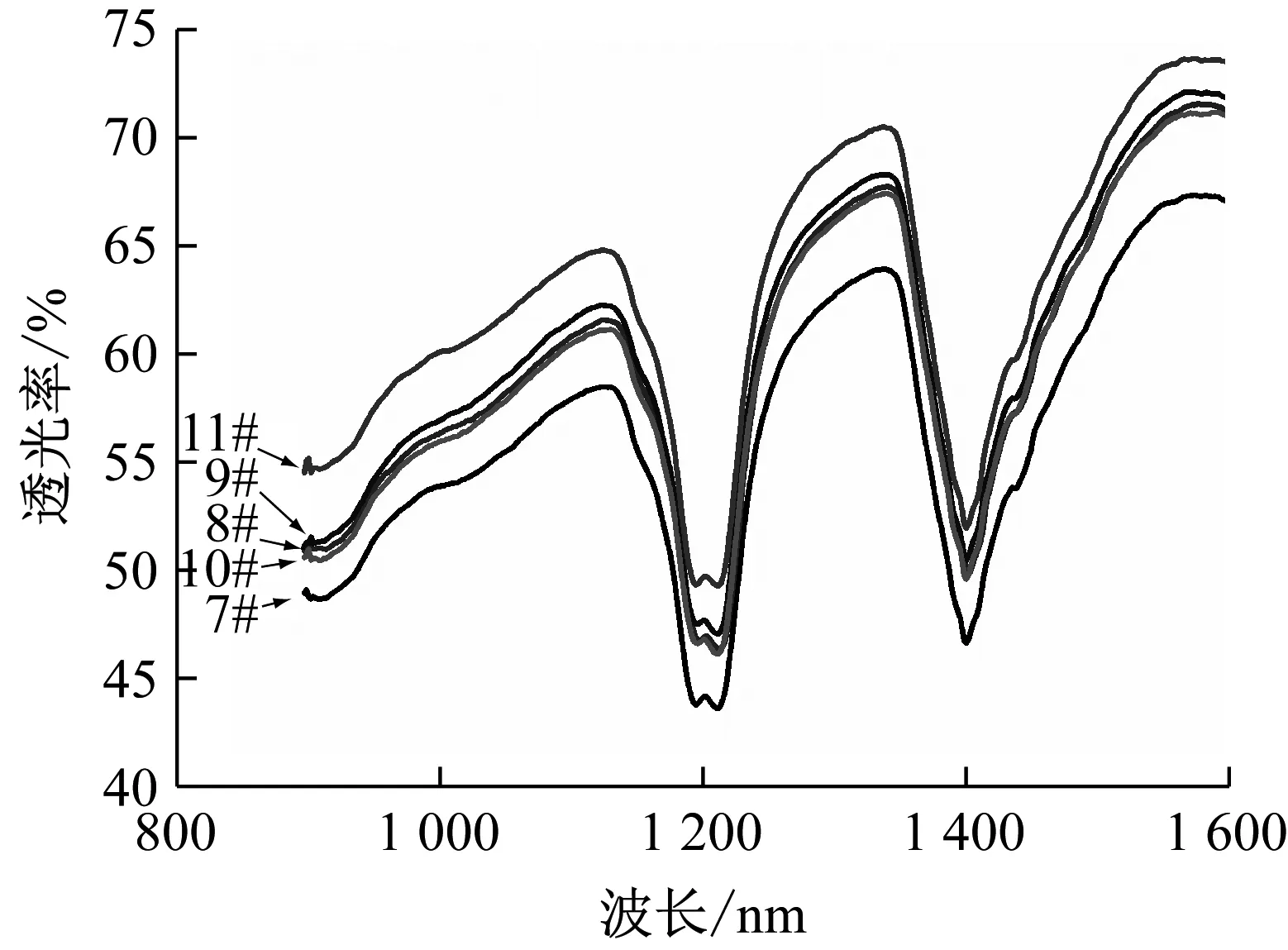
图7 不同弹性体对材料透光率的影响
从表2和图7可以看出:弹性体的加入可以有效提高材料的透光率,这是由于弹性体的加入,降低了系统中PP的含量,而弹性体的结晶性较PP低很多,对激光的透光率也更好。从弹性体的类型上看,3种不同流动性和分子结构的POE对透光率的影响并不大;而SEBS则具有较好提高体系透光率的作用,材料在915.63 nm处的透光率从未添加弹性体时的48.8%,提高到添加SEBS时的54.8%,其原因为SEBS为非结晶弹性体,其透光率较POE更优,因此可以更近一步提高材料的透光率。
图8为未添加弹性体和添加不同类型弹性体材料的激光焊接性能。从图8可以看出:拉伸剪切力与透光率有较好的正相关对应关系;总体上,弹性体的添加提高了材料的拉伸剪切力,而其中以添加SEBS的提高最为明显,从未添加弹性体时的788 N提高到添加15% SEBS时的933 N。
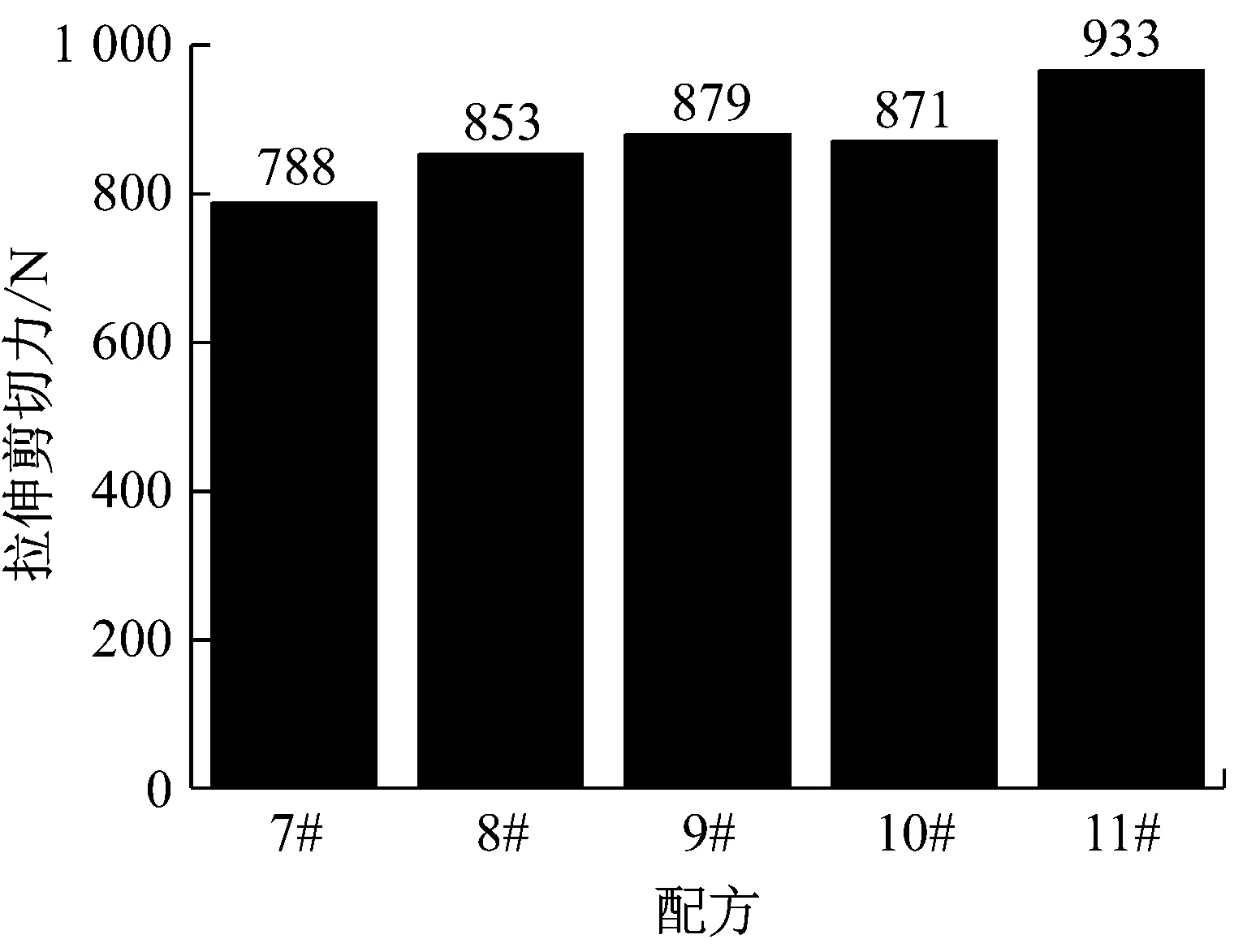
(a) 不同弹性体对材料激光焊接性能的影响
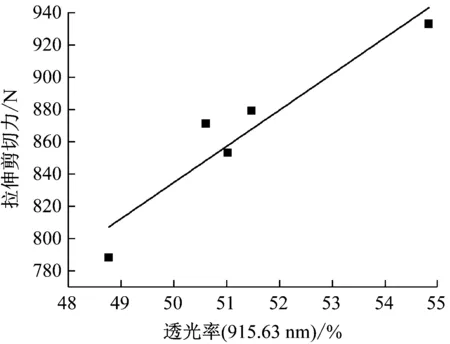
(b) 透光率与焊接性能的关系曲线
2.3 分子构型及增透剂对PP材料透光率和焊接性能的影响
以添加碱式硫酸镁晶须和SEBS体系为基础,评估了一般嵌段共聚PP与无规共聚PP的差异,以及增透剂在该体系中所起的作用(见表3)。

表3 不同PP及增透剂对材料透光率的影响
图9为不同类型PP和在有无增透剂情况下,材料的透光率谱图。从表3和图9可以看出:无规共聚PP替换一般嵌段共聚PP可以使体系的透光率得到明显的提高,透光率从采用PP EP548R时的54.8%提高到采用PP RP346R时的62.0%;而增透剂对改善材料透光率的作用并不明显。

图9 不同PP和增透剂对材料透光率的影响
不同PP和增透剂对材料激光焊接性能的影响,以及透光率与焊接性能的关系曲线见图10。由图10可以看出:采用PP RP346R的14#和15#拉伸剪切力明显优于采用PP EP548R的12#和13#,拉伸剪切力提高了100 N以上,而增透剂对拉伸剪切力的影响也不明显;透光率与拉伸剪切力有明显的正相关对应关系。

(a) 不同PP和增透剂对材料激光焊接性能的影响

(b) 透光率与焊接性能的关系曲线
3 结语
通过对改性PP材料中不同组分对透光率的影响研究,得到以下结论:
(1) 对于填充体系,滑石粉的加入使材料透光率明显降低,且不同目数滑石粉差异不大,云母对PP体系透光率的降低影响明显小于滑石粉,而碱式硫酸镁晶须对体系透光率的降低影响最小,拉伸剪切力与透光率有很好的正相关性。
(2) 弹性体POE与SEBS的加入可以提高PP体系的透光率,其中SEBS对体系透光率的提高影响高于POE,对体系拉伸剪切力的提高影响也高于POE,不同流动性和分子结构的POE对体系透光率和拉伸剪切力的提高差异不大。
(3) 无规共聚PP由于其结晶度较一般嵌段共聚PP低,其本身透明性较好,因此其配方体系具备较高的透光率和拉伸剪切力。
(4) 增透剂的加入对透光率和拉伸剪切力的影响不大。
笔者通过对PP填充配方各组分进行单因素分析,研究了各组分对体系透光率和激光焊接样条拉伸剪切力的影响,但并未对其机理进行较深入的研究,有必要对结晶性能、材料的体系分散性和各组分的折光率等方面进行深入研究。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
陶瓷学报(2021年5期)2021-11-22
建材发展导向(2021年7期)2021-07-16
弹性体(2021年6期)2021-02-14
陶瓷学报(2020年6期)2021-01-26
合成树脂及塑料(2021年6期)2021-01-09
陶瓷学报(2019年6期)2019-10-27
中国化妆品(2016年5期)2016-12-05
家庭用药(2016年6期)2016-10-21
恋爱婚姻家庭·养生版(2016年3期)2016-04-06
