
机械产品可靠性研究的新进展
——元动作可靠性理论*
2022-01-19 06:14张根保
制造技术与机床 2022年1期
张根保 冉 琰 庾 辉 李 丽
(①重庆文理学院智能制造工程学院,重庆 402160;②重庆大学机械与运载工程学院,重庆 400044;③北京机床研究所有限公司,北京 100102)
机械产品是以机械零部件为载体的工业制成品,在国民经济、国防和社会生活中发挥着极其重要的作用[1]。机械产品种类繁多,功能和性能要求各异,但都对产品的可靠性提出严格的要求。为了保障和提高产品的可靠性,世界各国的学术界和企业界都投入巨大的人力、物力和财力,到目前已逐步形成一套比较系统的可靠性理论和方法,对保障产品的可靠性起到很大作用[2]。可靠性理论起源于二次世界大战期间,美军在二战中发现,其战机的损失主要是因为电子元器件的失效。于是,美国于1943年成立了“电子管研究委员会”,专门研究电子管的可靠性问题。1949年美国无线电工程师学会成立了全世界第一个可靠性技术组。后来在朝鲜战争中发现,不可靠的电子设备极大地影响了战争的进行,而且需要大量的维修费用,每年的维修费是设备采购费用的2倍。为此,于1950年12月美国成立了“电子设备可靠性专门委员会”[3]。到20世纪60年代,随着航空航天工业的迅速发展,可靠性设计和试验方法被接受和应用于航空电子系统中,可靠性工程得到迅速发展,形成一系列可靠性技术与管理新方法,包括建立可靠性研究中心,将可靠性工程活动与传统的设计、研制和生产相结合开展可靠性分析,提出可靠性建模方法[4]、进行可靠性预计[5]、可靠性分配[6-7]、可靠性分析(FMEA和FTA)[8-9]、可靠性试验[10-11]、可靠性物理[12-13]、可靠性数据采集和分析、制定可靠性试验标准、可靠性维修方法[14-16]等。但纵观国内外的研究工作,研究对象和研究方法大多是围绕电子产品和元器件,对电子产品可靠性的提升发挥了巨大的作用,但由于机械产品的特殊性,其可靠性方法的研究却进展缓慢,主要是沿用电子产品的可靠性方法。
1 机械产品可靠性技术存在的主要问题
从可靠性理论的发展历程可以看出,机械产品到目前主要沿用电子产品的可靠性分析方法。但电子产品与机械产品是有本质区别的,照搬电子产品的方法肯定不适合机械产品[6]。表1是电子产品与机械产品的简要对照表。
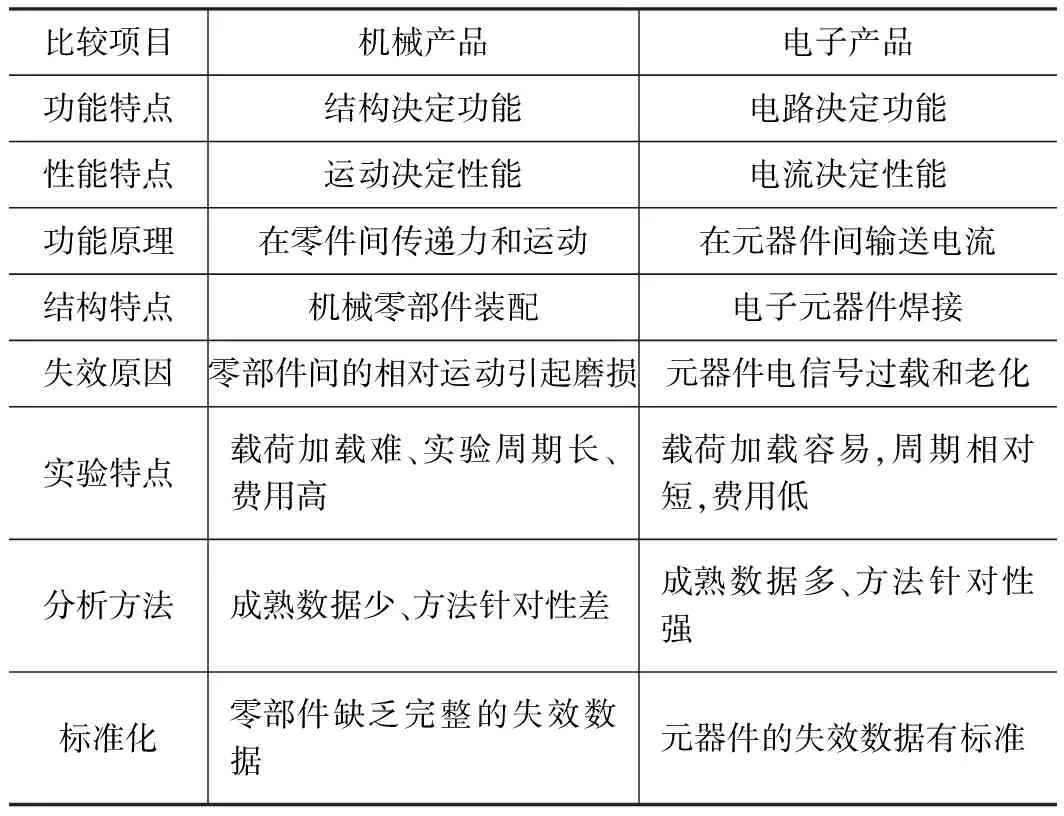
表1 电子产品与机械产品的简要对照
从该对照表可以看出,照搬传统电子产品的可靠性设计和分析方法开展机械产品可靠性工程,必然存在以下问题:
(1)故障模式概念不清,与故障原因混淆
机械产品的故障模式比电子产品复杂的多,尽管有研究人员根据故障表现将机械产品的故障模式划分为8大类[17],但划分的依据并不充分,概念并不清晰。在进行故障树分析时,采用传统的分析方法无法严格区分故障模式和故障原因2个概念。1个故障现象有时划分为故障模式(针对故障树下层),有时划分为故障原因(针对故障树上层),给分析工作带来很大的难度。
(2)无法从理论上预测所有潜在故障模式
在进行可靠性分析时,常常会使用FMEA作为分析工具。在国家标准GJB/Z 1391《故障模式、影响及危害性分析指南》[18]中,关于故障模式分析有非常重要的一段话:故障模式分析是从被分析产品的功能描述或硬件特征、故障判据的要求中,找出所有可能的功能或硬件故障模式。这里的要害是“所有可能”,但究竟如何实现“所有可能”?在标准中并没有给出答案。人们在进行FMEA分析时,往往是根据以前的经验和历史数据来定义故障模式。至于所定义的故障模式是否正确,是否完整,没有人能够说清楚。对于一般的常见的产品,漏掉几个故障模式的影响还不大,因为故障的后果并不严重。但对于全新的产品(以前就没有见过,更别提故障的历史数据)和安全性要求非常高的产品(如核电设备、航空航天装备),遗漏掉的故障模式往往是致命的,因为既然没有预测到某一个潜在的故障模式,就必然不会在设计、制造和运行中采取应对措施,一旦没有分析过的故障模式出现,就会产生灾难性的后果。
(3)故障模式与功能没有直接挂钩
在可靠性的概念中,故障是与产品的功能密切相关的一个概念。按照国家标准GB 3187-1982《可靠性基本名词术语及定义》[19],将可靠性定义为产品在规定条件下和规定时间内完成规定功能的能力,这种能力以概率表示,也称可靠度。可以看出,所谓的可靠性就是指功能可靠性,所谓的故障就是指产品的功能不能正常完成。因此很明显,故障模式一定是与产品的功能连在一起的。但在传统的可靠性工程中,故障与功能却是分离的,只是就故障而故障。例如,机床传动系统中一个齿轮发生断齿,通常会说“断齿故障”。但断齿这一故障对产品功能(也就是运动)是如何发生关系的?从“断齿故障”这一描述中是无法说清楚的。
(4)功能故障与性能故障难于实现统一化
在传统的可靠性方法中,功能故障和性能故障是割裂开的,这是由于产品的功能和性能是两个不同的概念。功能故障指的是产品功能不能够正常实现,性能故障指的是产品性能参数超出设定的阈值。以车床作为例子,只要主轴能够转动,刀具能够移动,车床的功能就能够实现(没有功能故障)。只要被加工零件的圆度在公差范围内,车床的性能就是完好的,一旦超出公差范围,车床的性能就无法满足要求,就出现了性能故障。传统的可靠性分析方法并没有严格区分这两类不同性质的故障,缺乏统一的故障定义。
(5)部件级的建模复杂,零件级的分析繁琐
在进行FMEA分析时,传统的方法或者分解到部件级,或者按照产品结构分解到零件级。基于部件级的分解(将部件作为一个运动的整体),建模的粒度太粗(无法深入到结构内部),难于实现精细化的分析。基于零件的分解,建模的粒度太细,零件数量很多时,会造成建模分析的工作量太大。尽管在机械装配结构上有“组件”的概念,但很少应用到可靠性的建模和分析中。
(6)故障树建模难于体现零件之间的运动关系
机械产品的最大特点是“运动”,通过零部件间的运动实现产品的功能,保障产品的性能。因此,机械产品可靠性分析的要点是与运动有关的各种特性(力、运动、速度、加速度和摩擦磨损等)以及产品的装配结构,这是电子产品所没有的。因此,电子产品的故障树分析不需要考虑这些特点,而对机械产品而言却是必不可少的,但目前尚缺乏适合机械产品的故障树建模方法。
(7)缺乏整机可靠性指标的映射方法
在进行机械产品设计时,需要将整机的设计可靠度(包括精度)分配给各个运动部件甚至关键零件,作为部件和零件的设计输入。但由于缺乏整机可靠度指标与部件和零件可靠度指标之间的理论关系,使得可靠性(精度)分配只能采用类比法和经验法进行,难于保障分配的效果。另外,由于机械产品主要是个串联系统,在进行可靠性(精度)分配时往往会出现“层层加码”的现象,即每个子系统分配到的指标必须小于总的指标,使得最终零件级的设计输入要求太高,实际中往往是无法实现的。
(8)实验周期长,失效数据少
与电子产品不同,机械产品结构复杂,零件数量很多且很难实现标准化,失效模式多样,实验方式多变。在进行可靠性和寿命实验时,从搭建试验台到开展实验的时间周期很长,得到的失效数据量难于支撑可靠性分析的需求,一般需要采用小样本的分析方法。
(9)建模难于标准化,分析难于实现通用化
机械产品的结构复杂多变,造成可靠性建模方法难于实现标准化,可靠性分析方法难于实现通用化,只能采用“一事一议”式的建模和分析方法。
2 提出元动作可靠性的理论依据
鉴于传统可靠性方法存在的诸多问题,极大地影响了机械产品可靠性的提升,需要寻找新的、适合机械产品的可靠性工作方法。首先,根据机械产品的结构特点,我们将产品结构划分为3个部分:运动结构、承载结构和驱控结构,针对3种结构采用不同的可靠性工作方法。
运动结构是机械产品最主要的结构形式,主要作用是实现产品的各种运动功能,可以说,没有运动就不成其为机械。运动结构主要包括各类运动型的机械零件、传动组件和各种运动机构。运动失效是机械产品的主要故障模式,本文所指的元动作可靠性理论主要就是针对运动结构的。
承载结构是机械产品的承重部分,主要作用是承受工作载荷、环境载荷、各个零部件的重量,以及保障工作环境载荷下各个零部件的相对位置。承载结构主要包括床身、立柱和工作台等。承载结构的可靠性分析主要采用非常成熟的有限元方法。
驱控结构是机械产品中除运动结构和承载结构外的其他结构形式,主要作用是为机械产品提供动力并控制机械部分的各种运动。驱控结构主要包括电气、液压、气动、环境保障和数控等形式,属于机械产品的外围结构。驱控失效也是机械产品的主要故障原因,考虑到各种驱控结构各自都有比较成熟的可靠性分析方法,本文并不涉及驱控结构的可靠性问题。
对于机械产品(主要指运动结构)而言,产品的功能是靠运动实现的,性能是靠运动保障的,功能故障和性能故障必然就体现在运动上。由于运动的基本单位是元动作,因此就需要从元动作出发定义故障模式,以元动作为核心分析产品的可靠性,这样就将产品的运动功能和性能与故障有机的结合起来,这就是提出机械产品元动作可靠性的理论依据。
3 元动作可靠性理论体系
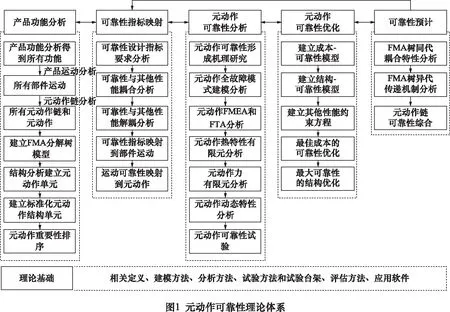
元动作可靠性理论体系如图1所示。可以看出,元动作可靠性理论体系共包括5大部分内容:产品功能分解、可靠性指标映射、元动作可靠性分析、元动作可靠性优化和可靠性预计,这5部分以元动作为核心,共同构成一个完整的闭环系统。产品功能分解的主要工作是建立FMA(function-movement-action)分解树[6, 20],将产品的设计功能分解为元动作,并组成元动作结构单元;可靠性指标映射的主要工作是将整机的可靠性指标沿着FMA树分解到各个元动作,作为元动作可靠性分析的设计输入;元动作可靠性分析的主要工作是对元动作及其单元进行各种分析和试验,发现各种潜在的故障;元动作可靠性优化的主要工作是改进元动作单元的结构,保障其可靠性指标的实现;可靠性预计的主要工作是对各个元动作的故障概率沿着FMA树进行逆向综合,确保产品的实际可靠性优于其设计指标。元动作可靠性的理论基础是:相关定义、建模方法、分析方法、试验方法和试验台架、评估方法和应用软件。
4 元动作可靠性理论体系
元动作可靠性理论涉及的技术比较多,下面我们围绕8大关键技术展开讨论。
4.1 产品功能的结构化分解方法
与传统的可靠性方法不同,元动作可靠性理论是采用结构化的分解方法把产品的功能一步步分解到元动作。元动作单元是介于部件和零件之间的1个层级,从粒度上看,元动作单元比部件更细化、可用信息更多。从结构上看,元动作单元可以自成体系,体现出零部件之间的机械作用,比零件的综合性更强。为了得到元动作和元动作单元,我们首先需要对产品的功能进行分析,得到产品的总功能和分功能;然后对实现分功能的部件运动进行分析,得到部件的各级运动(可能是1级、2级、甚至3级);由于部件最低级的运动都是由动力源到最低级运动的传动链组成的,分解工作的最后环节就是对传动链进行分析,得到组成传动链的各个元动作和元动作单元[21]。分解完成后得到的典型的分解树(FMA树)如图2所示[22]。
4.2 元动作单元
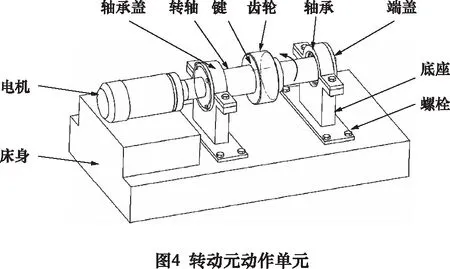
元动作单元是实现元动作的基本结构单元,元动作单元在结构上独立,可以独立进行设计、分析和实验。分解得到的2类典型元动作单元(移动元动作和转动元动作)如图3和图4所示。

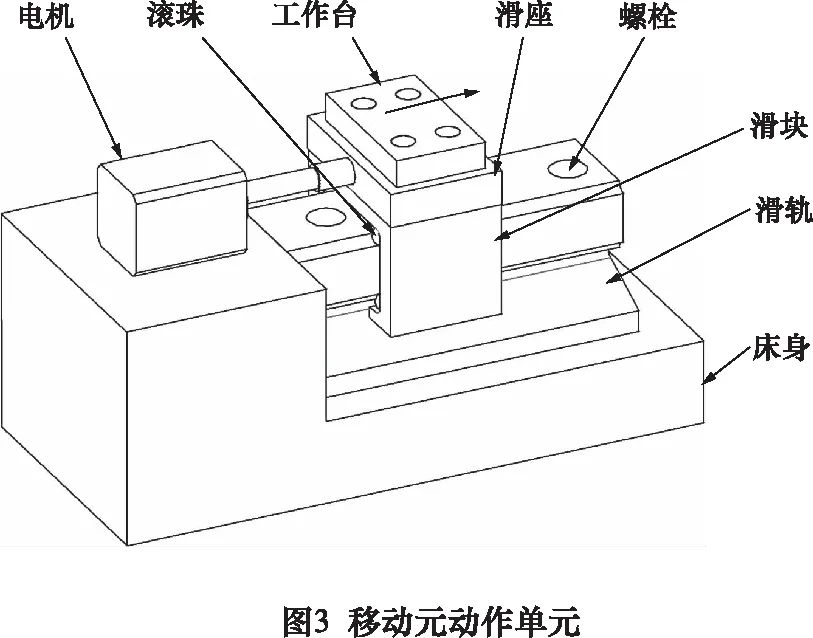
元动作单元一般由5类零件构成,包括输出件、输入件、中间件、紧固件和支撑件,如表2所示。

表2 元动作单元的五类构成要素
4.3 整机可靠性指标的映射方法
机械产品的整机可靠性是靠所有元动作可靠性共同实现的。因此,在元动作可靠性设计和分析时,需要将整机的可靠度映射到各个元动作,通过元动作的可靠度来保障整机的可靠度(即传统的可靠性分配)。映射是按照FMA树逐层进行的,即首先把整机的可靠度映射到部件的1级运动,再将1级运动的可靠度映射到2级运动。最后再把2级运动可靠度沿元动作链映射给各个元动作[23]。由于机械产品一般是个串联系统,意味着下级所有单元的可靠度必须都高于上级系统的可靠度,因此在进行可靠性逐层映射时,往往会发生“层层加码”的现象,如果系统比较复杂,分解的层级较多,最低层次元动作的可靠度将会异常高而造成设计制造的成本太高,有时甚至不可能实现。因此在进行可靠性映射时,建议采用统计法分配可靠度,尽量不要采用极值法。
4.4 故障定义及全故障模式分析方法
与传统方法不同,元动作可靠性理论中,明确给出了故障的定义为:元动作不能实现其规定的运动功能或性能要求,其具体可表现为元动作无运动(功能故障)或元动作各项运动性能参数在规定时间内超出相应工况下规定的阈值范围(性能故障)。这个定义将故障与机械产品的功能(运动)结合在一起,完全符合国家标准中“可靠性体现在产品功能上”的要求。另外,将故障定义在运动功能上,就彻底解决了传统方法存在的两大问题:故障与功能脱节,故障模式与故障原因区分不清。根据元动作故障的定义,我们就可以通过对元动作运动状态的分析从理论上来预测所有可能的(或潜在的)故障模式,而不需要依赖历史数据、经验法和类比法。从理论上看,1个元动作的运动方程中只有“轨迹”、“速度”、“位置”以及“速度不均匀系数”这4个参数。那么,元动作的所有故障模式必然都体现在这4个参数上,任何1个参数的不正常就是1个故障模式。经分析,1个元动作所有可能的运动故障有37个(传统的分析方法可能会面对几百个故障模式),如果不考虑故障模式之间的组合,则仅有7个基本故障模式[24],如表3所示。
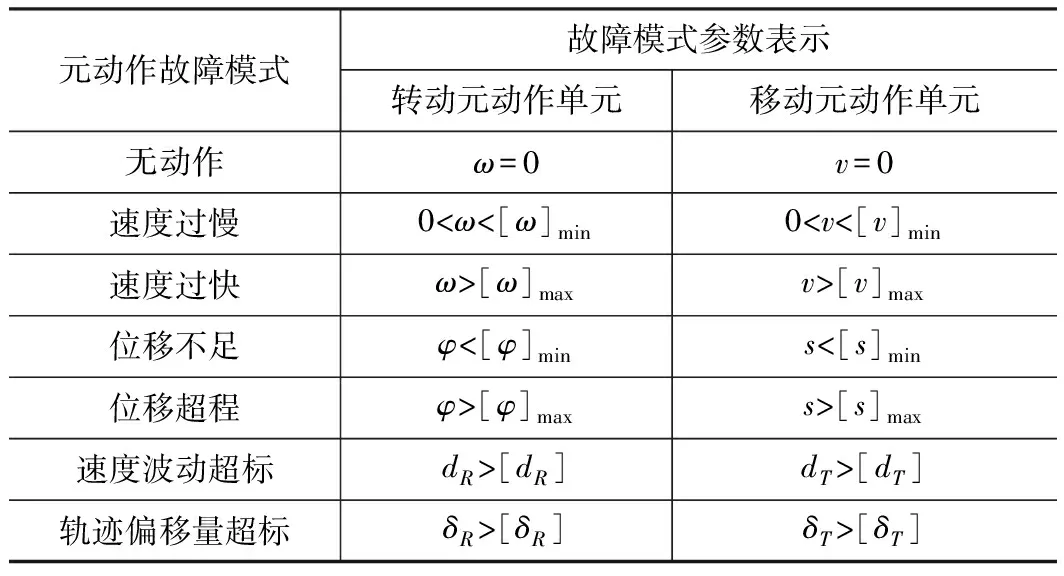
表3 元动作基本故障模式的种类
4.5 元动作故障机理分析方法
基于元动作的7类故障模式,我们就可以有针对性地对这些故障模式的产生机理进行分析,分析方法如下:
为了避免传统故障机理研究方法中针对不同故障模式需要多次重复建模的问题,在分别考虑转动类和移动类元动作单元工况受力的基础上,从元动作单元组成要素出发,分别对两类元动作单元内部的潜在失效激励进行分析;基于几何学、概率论等知识,根据各失效激励对元动作单元的影响,建立其相应的激励表征;借助动力学方法,建立各失效激励与元动作单元输出件运动状态之间的影响关系式;最后,利用仿真模拟或试验等手段,结合元动作单元在各失效激励下的响应结果及元动作各类故障判据,即可分析得到元动作各类故障的形成及发展过程、即故障机理。
4.6 基于元动作的FMEA和FTA分析方法
FMEA分析和FTA分析是2个典型的可靠性分析方法。在传统的分析方法中,FMEA和FTA分析都是基于部件结构的,最后都落脚在零件上,建模和分析的工作量非常大。根据元动作理论,分析的对象是元动作,1个元动作单元中一般仅包含不到20个零件,建模和分析过程异常简化,分析的结果更加准确。在进行基于元动作的FMEA和FTA分析时,可以沿用传统的分析方法,但FMEA分析表的规模可以大幅度精简,且只需要针对7类故障模式进行分析。在FTA建模和分析时,只需要将故障树的建模范围局限在特定元动作上,故障树的建模也变得异常简单,更便于后续的定量分析。
4.7 元动作单元可靠性实验方法
可靠性实验一般包括故障激发实验和寿命实验,实验的对象分别是针对整机、部件和关键零件,一般需要针对具体的对象设计相应的实验方案,搭建相应的实验台架,企业一般需要搭建多个试验台。在元动作可靠性方法中,将复杂的产品视为是由两类基本的元动作组成的,由于元动作单元在结构上自成体系,实验的对象就变成元动作单元。只需要针对转动单元和移动单元分别建立通用性的试验台,基本上就可以完成几乎所有的实验工作,极大地减少了试验台架的数量。由于单元的结构类似,就可以借鉴成组技术的原理,建立标准化的元动作结构单元,并对实验数据进行相似性分析,可以比较好地解决故障数据少的难题。
4.8 基于元动作的可靠性预计方法
经过产品功能分解、可靠性指标映射、元动作可靠性分析、元动作可靠性优化等各阶段的工作后,就可以得到满足设计可靠性要求的元动作设计方案,但上述工作并没有考虑到各个元动作之间的关系。为了得到整机的可靠性,还需要对元动作之间的关系进行分析,沿着FMA树逆向进行整机的可靠性预计[20]。在进行可靠性预计时,主要研究FMA树同代单元之间的耦合特性和FMA树异代单元之间的传递机制。同代单元是指与某一个单元之间存在相互影响关系的所有单元,它们之间的耦合特性主要包括结构耦合、动态特性耦合、热变形耦合等,这些耦合特性在一定程度上影响目标元动作单元的可靠性。异代单元是指沿着元动作链(或传动链)的上下游相邻单元,它们之间主要是运动和动力传递关系,单元之间的运动和动力特性除了影响传动精度外,也是造成结构变形、摩擦、磨损、传动件损坏等各种失效的主要原因。在得到同代耦合特性和异代传递机制后,就可以建立预计模型,实现对整机可靠性的评估和预计。
5 结语
针对机械产品传统可靠性分析方法存在的各种问题,在分析了电子产品与机械产品差异的基础上,针对机械产品“运动实现功能,运动决定性能”的特点,本文介绍了一种全新的机械产品可靠性分析方法,称之为元动作可靠性理论。给出元动作可靠性的理论依据,建立了元动作可靠性的理论体系,讨论了元动作可靠性理论的8大关键技术,实践证明,采用元动作方法开展机械产品的可靠性设计与分析,方法的针对性非常强,有助于提高机械产品的可靠性。
猜你喜欢
成都信息工程大学学报(2021年5期)2021-12-30
中学生数理化(高中版.高考理化)(2020年11期)2020-12-14
当代工人(2020年8期)2020-05-25
初中生世界·九年级(2020年2期)2020-04-10
电子制作(2018年23期)2018-12-26
电子制作(2018年17期)2018-09-28
小溪流(画刊)(2017年12期)2018-01-10
北京航空航天大学学报(2017年6期)2017-11-23
电子制作(2017年2期)2017-05-17
电子制作(2017年2期)2017-05-17
