粉末冶金新技术生产汽车喷油器压块
2022-01-20 19:44杨传芳王士平杜敬
内燃机与配件 2022年4期
杨传芳 王士平 杜敬

摘要:对汽车喷油器压块受力状态及产品结构进行分析,用粉末冶金成形、烧结新技术,成功研制出各项性能指标均达到要求的汽车喷油器压块。结果显示对于粉末冶金Fe-Ni-Mo-Cu-C合金材料,提高压坯密度可以提高产品强度但提高有限,延长烧结时间,提高烧结温度到1250℃,可以使Ni烧结基本达到均匀合金化,经碳氮共渗热处理后强度有显著提升。调整Ni和Cu的配比可以控制产品烧结尺寸变化在所要求范围,但对Fe-4Ni-Cu-0.5Mo-0.5C合金材料,Cu含量不宜超过2.5%。
Abstract: The stress state and product structure of automobile fuel injector pressure block are analyzed. The automobile fuel injector pressure block with various performance indexes meeting the requirements is successfully developed by using the new technology of powder metallurgy forming and sintering. The results show that for powder metallurgy Fe-Ni-Mo-Cu-C alloy material, increasing the compact density can improve the product strength, but the improvement is limited. Prolonging the sintering time and increasing the sintering temperature to 1250℃ can basically make Ni sintering achieve uniform alloying, and the strength is significantly improved after carbonitriding heat treatment. Adjusting the ratio of Ni and Cu can control the change of sintering size within the required range, but for Fe-4Ni-Cu-0.5Mo-0.5C alloy material, the Cu content should not exceed 2.5%.
关键词:粉末冶金;汽车喷油器压块;面成形技术;高温烧结
Key words: powder metallurgy;automobile fuel injector pressure block;surface forming technology;high temperature sintering
中图分类号:TF125 文献标识码:A 文章编号:1674-957X(2022)04-0060-04
0 引言
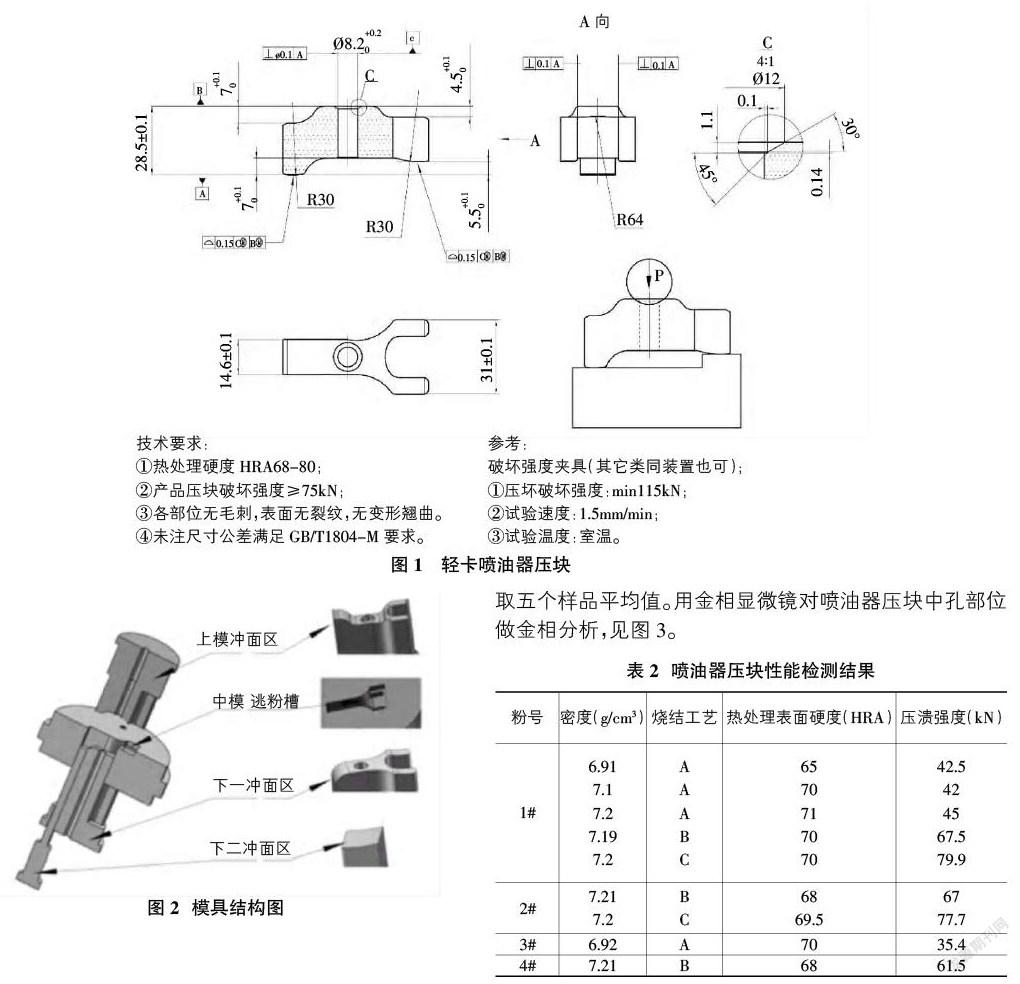
喷油器压块的作用是不用弯曲喷油器而实现高度和偏差补偿,在压紧喷油器时必须确保作用力均匀作用在轴向,这些力的传递应该仅仅作用在设计的支撑表面上,彎曲和翘起或者公差引起的附加力会导致影响喷油器的性能不良。在压紧块上有3处支撑,为了使喷油器上的侧向力和弯曲力达到最小,喷油器的支撑处必须为圆柱形线接触,气缸盖的支撑处是球形点接触,压块在球面的支撑处为锥形,球锥面接触。图1所示为一种轻卡喷油器压块,由图1中可见,压块形状复杂,上下面多为圆弧面,段差高,难分型,压溃强度要求高,受力弧面形位公差要求高。通过对压块使用工况及受力要求分析,制定其粉末冶金研发路线为:选材-成形-烧结-热处理-光饰-包装。
1 研制过程
1.1 材料
图1所示轻卡喷油器压块,硬度要求HRA68-80,压溃强度要求大于75kN,根据此强度要求,参考以往经验,拟选材料配比见表1,其中Ni、Mo、Cu合金元素,通过扩散粘结方式与Fe制成部分预合金粉,使其兼有纯铁粉的高压缩性,烧结后还具有合金钢粉的合金元素扩散均匀的特性。石墨及润滑剂与扩散粘结部分预合金铁粉用100kg双锥型混料机混合均匀。采用五点取样法,从混合料上中下左右不同位置取样,用碳硫分析仪检测碳含量,各处偏差均小于0.05%。
1.2 成形
1.2.1 模具设计
由图1可见喷油器压坯有多个异形面,且各台阶高度落差较大,工作球弧面面轮廓度要求较高,中孔上端面倒角为圆锥面,锥面要求较高,从产品结构分析,确定压形模具结构为上一下二结构。为保证压坯各台阶密度均匀,在中模上适当打逃粉槽;利用粉末冶金面成形技术[1],在上模冲面区位置用电极打出压块各弧面防形面,下模冲从R30球弧面处分冲,同样用电极在下一冲和下二冲面区位置处用电极打出压块各弧面防形面,模具结构见图2。借鉴以往模具的选材经验,选择具有优异耐磨性和良好韧性的粉末高速钢CPMV10来加工喷油嘴压块成形模具的上下模冲,中模、芯棒选用红硬性好的硬质合金YG15来加工。
1.2.2 调压成形
在100吨机械压机上进行装模,将按表1配比预混好的1#-4#粉料分别装入加料盒,适当调整中模加粉量,适当调整下一模冲装粉及浮动量,上模冲进模腔位置及中模浮动量,保证压坯各台阶密度均匀,随着压制压力的提高,1#-4#粉压坯密度也相应提高,当压制吨位由35吨提高到65T时,压坯密度由6.9g/cm3提高到7.2g/cm3,再提高压制压力,1#-4#粉压坯密度基本没有改善,达到了粉末冶金铁基制品常规压制的上限。
1.3 烧结
将喷油器压坯平台向下整齐摆放在烧结用瓷板上,放在烧结炉网带上进行烧结,烧结保护气氛为N2/H2 90/10,按三种烧结工艺(A工艺:1120℃,25min;B工艺:1120℃,50min;C工艺:1250℃,40min)分别进行烧结。
1.4 热处理
碳氮共渗热处理工艺:丰东UBE-100热处理炉,碳势 0.65-0.7,温度860℃/40分钟,回火180℃/90分钟,气氛为甲醛、丙烷与氨分解气混合气,氨流量1-2L。
1.5 光饰与包装
在螺旋振动研磨机内,用8×8斜三角石子,产品跟磨料的体积比约为1:2(以振动机运转中石子刚好湮没零件为宜),抛光去除产品表面毛刺,时间30-35分钟,经网带超声波清洗机清洗去除产品表面油污后包装。
2 测试结果与分析
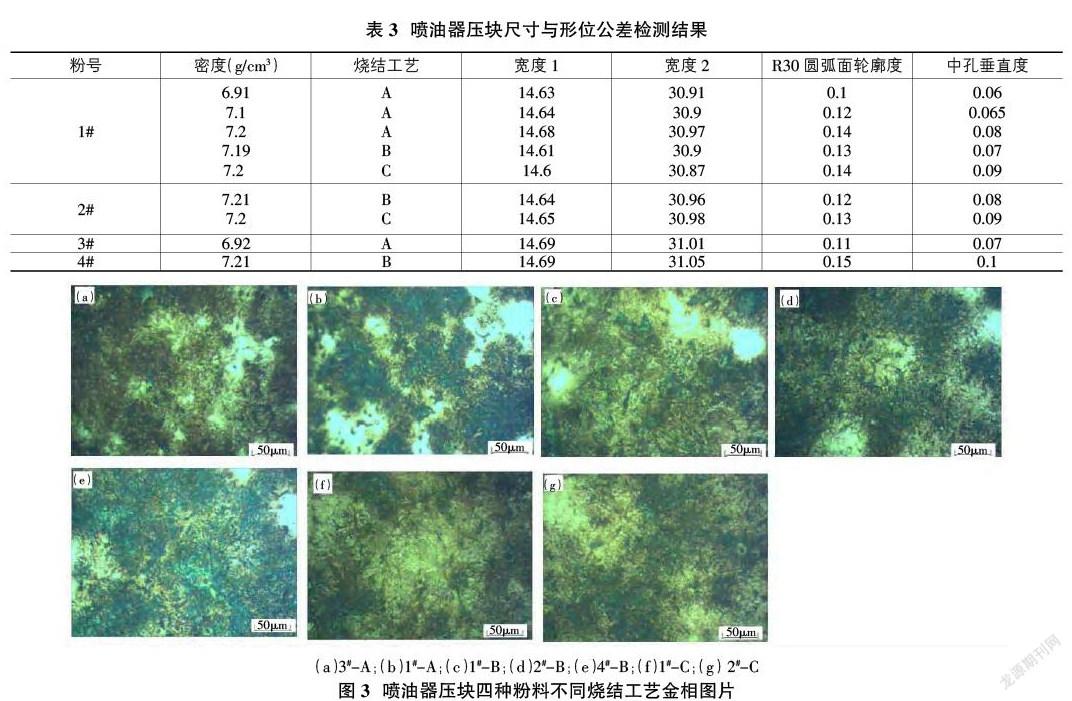
喷油器压块四种配比粉料,按三种烧结工艺制成的成品性能测试结果见表2,部分尺寸与形位公差检测结果见表3。密度用排水法检测,硬度在洛氏硬度计上检测(取五点平均值),压溃强度在30吨万能试验机上按图1所示方法进行检测,尺寸用千分尺检测、形位公差用三坐标检测,取五个样品平均值。用金相显微镜对喷油器压块中孔部位做金相分析,见图3。
从表2和表3可以看出,1#和3#粉料密度相同(6.91-6.92g/cm3),烧结工艺相同(A工艺),热处理表面硬度1#比3#低,但压溃强度相对提升了20%,1#粉料相对于3#粉料尺寸缩小了3-4‰,形位公差基本差不多。从表1可知1#相对于3#,仅Ni含量从4%降到1.5%,Ni具有良好的淬透性,能有效的提高材料硬度、强度和韧性[2],但Ni的扩散速度很慢,在1120℃,20min烧结条件下,其扩散机制主要为表面扩散和晶界扩散,体积扩散非常有限,因此会在原始Ni颗粒的位置形成软相富镍奥氏体,从图3金相图(a)和(b)可以看出,3#-A的金相组织主要是马氏体+少量的富镍奥氏体,1#-A的金相组织是马氏体+较多的富镍奥氏体,组织内富镍奥氏体软点较多,因此3#比1#表面硬度高而压溃强度低。镍可稳定铁的γ相区并稳定奥氏体,镍与铁可互溶起到固溶强化作用,铁镍之间的互扩散可增加铁颗粒的烧结活性,由于铁原子可以无限固溶于镍晶格中,因此在烧结保温期间,上述烧结强化过程可持继进行,最终使烧结体收缩率明显增加[3],因此相同工艺,1#比3#产品尺寸缩小。
从表2、表3可以看出,在1120℃,25min烧结条件下, 1#材料随密度提高热处理表面硬度和压溃强度都有所提高,但压溃强度提高有限远达不到喷油器压块所需强度75kN,而尺寸及形位公差由于压制压力的提高导致脱模回弹增加以及模具受压形变,都随着密度的增加而有所增加,但仍能满足产品图纸要求。1#材料,密度7.2g/cm3,在不同烧结工艺条件下,随烧结时间的延长及烧结温度的提高,热处理表面硬度略有下降而压溃强度确有明显提高,在1250℃,40min分钟烧结条件下,压溃强度达到79.9kN,提升了近77.5%,热处理表面硬度HRA70,完全满足客户图纸要求,但产品尺寸缩小近3-5‰,宽度2甚至小于图纸公差下限,形位公差变化不大仍能满足图纸要求。从图3金相图(b)、(c)、(f)可以看出,1120℃,25min烧结条件下1#材料组织为马氏体+较多的富镍奥氏体;1120℃,50min烧结条件下1#材料组织为马氏体+少量的富镍奥氏体;1250℃,40min烧结条件下1#材料组织为均匀的马氏体。可见随着燒结时间的延长和烧结温度的提高,镍的扩散趋于良好,当烧结温度达到1250℃时,基本达到合金均匀化,热处理后形成均匀的马氏体,使材料的综合力学性能达到最佳[4]。
从表1可知1#、2#、4#材料仅Cu含量从1.5%增加到3%,从表2可知1120℃,50min条件下烧结,三种材料的热处理表面硬度随Cu含量的增加而有所降低,但变化不大,压溃强度呈下降趋势,当Cu含量增到3%时,压溃强度有明显下降。从表3可以看出随Cu含量的增加,宽度1和宽度2尺寸都随着增大,4#材料(3%Cu)相对于1#材料(1.5%Cu)尺寸涨了近5‰,形位公差均可控制在图纸要求。Cu在粉末冶金烧结过程中可以形成瞬间液相,从而能更容易地扩散到Fe颗粒中,有利于合金化元素均匀分布,能明显起到沉淀强化的作用,铜形成液相后,首先渗透到铁粉颗粒的间隙中和随后渗透到铁粉颗粒内的晶界,且在原来铜粉位置留下一些微孔,故烧结体出现膨胀[5]。从图3金相图(c)、(d)、(e)可以看出1#-B组织主要是马氏体+少量的富镍奥氏体,2#-B和4#-B组织主要是马氏体+少量的残余奥氏体,且随着Cu含量的增加,马氏体数量随着增多。Cu的增加一定程度上促进了Ni扩散的均匀化,使合金中马氏体数量略有增加,但同时也导致合金中孔隙数量增加孔隙尺寸增大,马氏体的增加不足以抵消孔隙数量增加引起的硬度降低,故硬度缓慢减小,强度也随着降低。
从表2和表3可以看出,在1250℃,40min烧结条件下,2#材料热处理表面硬度HRA69.5,压溃强度77.7kN,虽比1#材料略有降低,仍能满足图纸要求。1#材料尺寸比2#偏小,宽度2尺寸甚至小于图纸要求。从图3金相(f)、(g)可以看出,1#-C和2#-C组织基本为均匀的马氏体,说明在1250℃,40min烧结条件下,Ni扩散均匀,基本达到合金均匀化,2#材料的硬度与压溃强度略低可能还是因为Cu增加导致合金中孔隙数量增加孔隙尺寸增大所致。
综上所述2#材料,压坯密度7.2g/cm3,1250℃,40min烧结工艺制成的喷油器压块,热处理表面硬度、壓溃强度、各项尺寸及形位公差均符合图纸要求,经送样给客户装机验证,完全达到客户要求,现已开始批量生产。
3 结论
①利用粉末冶金面成形技术,合理设计模具结构,用优异耐磨性和良好韧性的粉末高速钢CPMV10加工模冲,用Fe-4Ni-2.5Cu-0.5Mo-0.5C材料,压坯密度7.2g/cm3,1250℃,40min烧结工艺经碳氮共渗热处理后成功研发出各项性能指标均符合要求的汽车喷油器压块,经客户验证完全达标并成功量产。
②对于粉末冶金Fe-Ni-1.5Cu-0.5Mo-0.5C合金材料,密度6.91-6.92g/cm3,当Ni含量从1.5%增加到4%时,在1120℃,25min烧结条件下,经碳氮共渗热处理后产品表面硬度由于富镍奥氏体的增多而有所下降,但压溃强度相对提升了近20%,尺寸相对缩小了近3-4‰。
③对于粉末冶金Fe-4Ni-1.5Cu-0.5Mo-0.5C合金材料,在1120℃,25min烧结条件下,适当提高产品密度可以提高产品热处理后表面硬度及压溃强度,但提升有限,产品尺寸及形位公差随密度增加由于压制回弹的增加略有增加。通过改变烧结工艺,适当延长烧结时间和提高烧结温度,可以促进Ni扩散均匀,在1250℃,40min烧结条件下可以使其基本达到合金均匀化,经碳氮共渗热处理后形成均匀的马氏体组织,从而使产品的硬度与强度达到最佳,产品压溃强度相对提升了近77.5%,产品尺寸相对缩小了近3-5‰。
④对于粉末冶金Fe-4Ni-Cu-0.5Mo-0.5C合金材料,当Cu含量由1.5%增加到3%时,密度7.19-7.21g/cm3,在1120℃,50min烧结条件下,经碳氮共渗热处理后产品表面硬度缓慢下降,压溃强度也呈下降趋势,当Cu含量为3%时压溃强度出现了明显下降。产品尺寸随着铜含量的增加而增大,3%Cu时产品尺寸相对于1.5%Cu涨大了近5‰,当模具已定,生产工艺基本确定时,可以通过调整Cu和Ni的配比来控制产品尺寸变化从而满足产品图纸尺寸要求,但对于Fe-4Ni-Cu-0.5Mo-0.5C合金材料,Cu的添加量不宜超过2.5%。
参考文献:
[1]包四平,陈芳.面成型技术在粉末冶金机械零件设计开发中的应用[J].粉末冶金工业,2020,30(3):73-78.
[2]Bocchini G F, Rivolta B, Silva G, et al. Microstructural and mechanical characterisation of some sinter hardening alloys and coMParisons with heat treated PM steels[J]. Powder metallurgy, 2004, 47(4): 343-351.
[3]缪炯.碳、铜、镍含量对铁基粉末冶金材料性能和尺寸变化的影响[J].粉末冶金工业,2005,15(3);10-14.
[4]杨传芳,王士平,杜敬.粉末冶金偏心大齿轮的研制[J].粉末冶金工业,2020,30(6):28-33.
[5]周作平,申小平.粉末冶金机械零件实用技术[M].1版.北京:化学工业出版社,2005.