高速冲压设备机械手抓手自动识别系统开发与实现
2022-02-01 03:26范勇阳帆庄王鑫曾昭伟
锻压装备与制造技术 2022年6期
范勇,阳帆庄,王鑫,曾昭伟
(上汽大众汽车有限公司 长沙分公司,湖南 长沙 410132)
1 引言
随着科技的迅猛发展,汽车产业正经历着前所未有的变革,特别是新能源产业的兴起,快速引发了竞争格局的变化与产业生态的全面重构。仅2018 年国内有超过300 家企业直接投身于汽车的研发与制造,2021 年全国机动车保有量已达3.95 亿辆。
生活方式的转变,带来了需求的多元化。市场需求的改变又势必引起汽车生产企业加大车型投放,在多种类车型生产中能够小批量快速切换。这无疑给汽车制造企业带来了很大挑战。生产成本的增加与生产效率的降低问题更加凸显,不断提高设备的智能化水平,提升生产效率,正变得愈加迫切。这也正是本文所要研究和解决的问题。
2 问题描述
当前,一条冲压产线往往需要匹配多种车型的几十种零件快速切换生产。不同零件生产时,机械手需要匹配不同的机械手Tooling 抓手用于多工序间的物料传输,这些抓手往往集中存储于立体高架库位中,如图1 所示。生产线冲压零件切换前,工人需要从高架库位中的众多机械手Tooling 抓手中将待上线的抓手取出并安装到对应产线的对应工位自动更换抓手小车上。

图1 机械手抓手存放立体仓库
由于抓手结构非常相似,人工几乎无法一一目视分辨,每次切换零件后只能依靠色标进行辅助检查,而设备又缺少自动感知和识别系统,如果出现人为失误,任意机械手更换抓手时未能拾取到对应的零件、对应工位的抓手,必然导致抓手与模具结构不匹配,整线一键启动后则会发生设备碰撞,造成严重后果。其大致操作流程如图2 所示。

图2 机械手抓手准备流程
3 方案设计
针对机械手抓手人工出库安装易出错的问题,结合当前现场情况及设备结构增加一套机械手Tooling 抓手自动识别系统,并集成于生产设备现有的控制系统中,更加安全,高效。
首先,将当前在库所有抓手按照其所属零件号、所属产线及所属工位号进行编码,并在每个抓手上张贴含有上述信息的自制二维码标签;
其次,通过安装在每一个抓手更换小车上的二维码识别器读取当前抓手的二维码标签信息,并通过无线信号发射将信息上传至中央控制器;
二维码识别器(图3)采用的是得利捷Datalogic 210N 超紧凑工业二维码阅读器,其拥有丰富的网络接口,集成以太网和PROFINET,EtherNet/IP 接口;不仅采用WVGA 图像传感器,每秒可捕捉画面高达60帧,并且内置灵活且功能强大的照明器,实现了优异的DPM码(直接部件标识)阅读能力;超快的图像采集,满足现场高速生产线的应用需求。

图3 二维码识别器
最后,中央控制器在收到信号后会与已激活的信息库数据进行对比,并在本地HMI 显示界面进行识别信息显示,同时将对比结果传递给生产设备主系统,用于设备启动使能条件之一。
机械手Tooling 抓手识别系统上位机与生产设备主控间进行物理隔离,从而保持压机主控设备原有的安全性。识别系统方案整体构成如图4 所示。

图4 机械手Tooling 抓手识别系统网络拓扑结构
3.1 信息编码
每个抓手的特定位置上安装含有身份信息的二维码标签。如图5 所示,二维码包含信息有:该抓手属于ID31 号零件(18D 827 159G),位于0# 更换小车的右侧,则相应的标签识别码是CBF0_R 。
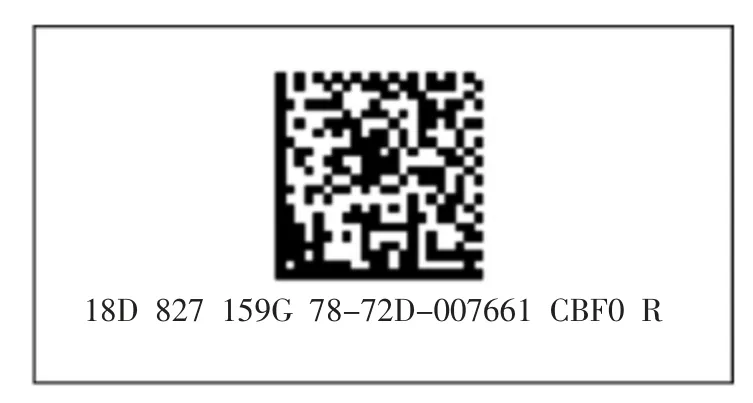
图5 Tooling 抓手二维码标签
该二维码编码方式简单,信息量大,可自行根据需求进行自定义,而且非常便于维护。
3.2 身份识别与验证
(1)二维码标签的识别。在抓手更换小车的某一固定位置(与抓手二维码安装位置对应)上安装标签识别器。当操作工人将待生产零件抓手安装在抓手更换小车上时将立即唤醒识别器对当前抓手信息进行读取;
(2)识别码的信息传输。标签识别器读到相应的抓手信息后,会通过硬件连接的无线数传模块,将读取到的信息进行无线发送,中央控制器无线信号接收模块将负责所有无线信号的接收,采用多发一收的星形网络系统。无线电台采用多频通信方式,抗干扰能力强,跨越障碍,保障通讯稳定。
(3)控制器的处理。无线接收端接收到无线发送过来的信息后,通过串口将信息传输给控制器,控制器对信息进行处理,并通过数据库进行比对当前接受数据的有效性和准确性,再经过耦合器传给生产设备主控,从而使能整线抓手的更换。控制器有对相应的信息HMI、故障或警告等显示,以方便操作人员快速定位故障点。如图6 所示为识别系统硬件安装位置分布示意图。

图6 系统硬件安装位置分布示意图
3.3 信号隔离
网络安全是方案制定时需要重点考虑的因素,系统集成不仅存在兼容问题,而且会造成通讯负担,从而影响原有机床设备驱动系统的稳定运行。因此,本文给出的方案采用物理隔离的方法,完全避开了不同网络系统之间的通讯问题。
具体实现是,上位机通过Ethcat 通讯协议与I/O 端口即EK1100 耦合器端口连接(图7),生产设备主控系统通过Profinet 通讯协议与I/O 端口即PLC S7-300 端口连接,上述两种I/O 端口通过逻辑电平信号连接,对设备主控制系统安全性、稳定性不产生任何影响。
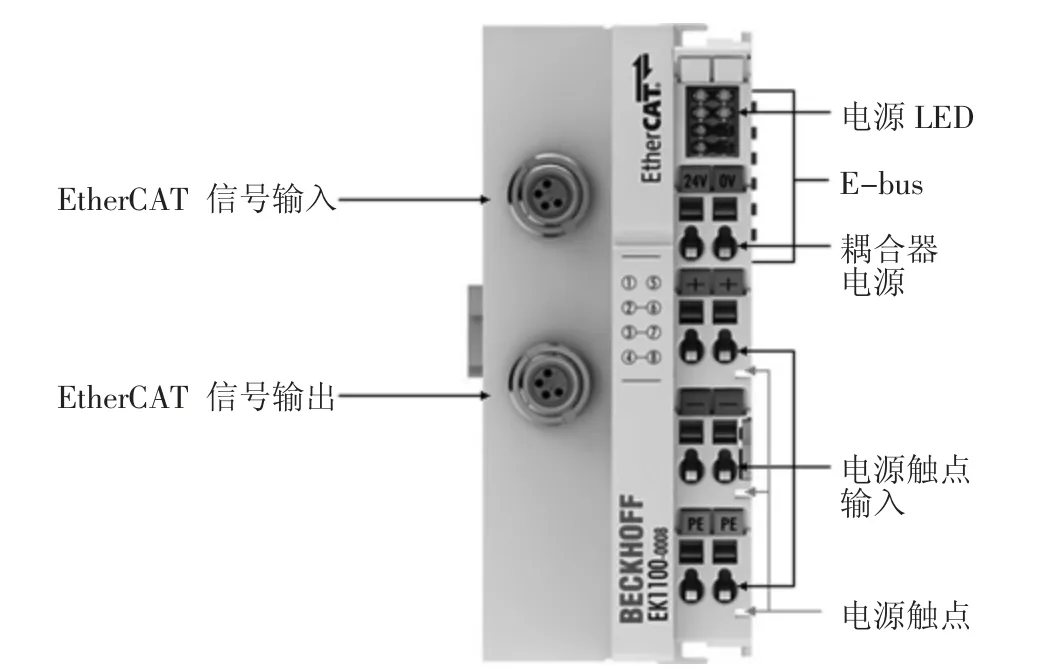
图7 EK1100 耦合器
4 系统实现
为验证本文所提出机械手Tooling 抓手自动识别系统的有效性,在两条高速冲压线安装部署了26套条码识别器,并在上位机利用VB 语言编写了信息显示页面,操作人员可实时查看识别信息及错误警告,及时发现并处理异常故障,如图9 所示。
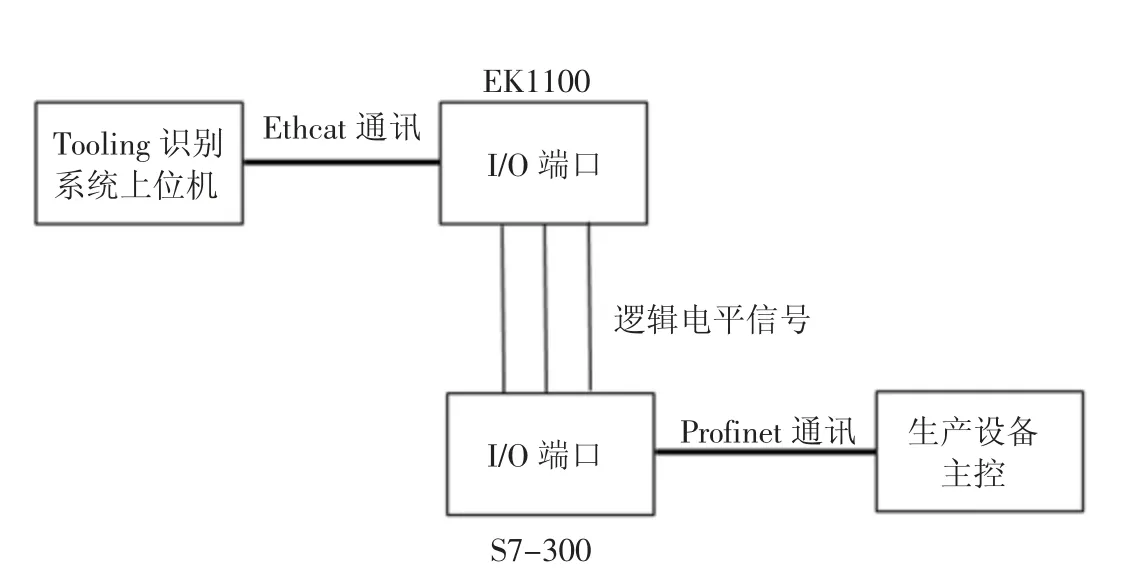
图8 设备与机械手Tooling 抓手识别系统物理隔离

图9 上位机信息显示窗口
此外,机械手Tooling 抓手自动识别系统的逻辑结果也将通过电平信号发送到冲压线主控,作为压机整线启动的串联使能信号。同时压机主控HMI 也配置了相应的故障报警信息,一旦识别错误,同步触发设备故障报警灯通知设备操作人员进行处理,如图10 所示。

图10 压机主控HMI 报警信息配置
5 结论
本文针对大型冲压生产线不同零件生产过程中,机械手抓手应用数量大、种类多、结构相似等特点,从高架库位备模时容易出错从而造成设备碰撞问题,根据抓手的零件号、工位信息等,设计能够唯一识别其身份的二维码标签,并在换模过程中通过安装在设备端的二维码读码器进行信息读取,通过无线数传模块将获取的信息上传上位机与数据库信息进行匹配,并将匹配结构发送给压机整线运行使能信号中。
目前所有车型机械手Tooling 抓手的身份信息编码,简单、易读、可编辑、易维护,且后续可扩充;在生产前抓手安装在小车时,即可唤醒系统对机械手Tooling 抓手信息进行读取识别,完全不占用生产时间;采用无线信号传输,完全不破坏现有的设备结构,且系统稳定可靠;该系统完全集成到了生产设备系统中,并实现了物理隔离,对设备主控制系统安全性、稳定性不产生任何影响。具有广泛的应用前景。
猜你喜欢
金刚石与磨料磨具工程(2021年2期)2021-05-25
童话世界(2020年32期)2020-12-18
心声歌刊(2020年5期)2020-11-27
建材发展导向(2020年19期)2020-09-23
电子制作(2019年13期)2020-01-14
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年4期)2017-06-22
人大建设(2017年5期)2017-04-18
儿童故事画报·发现号趣味百科(2015年10期)2016-01-20