
SUS304/42CrMo4异种材料激光焊接接头微观组织及力学性能研究
2022-02-02 10:21金爱龙
机械设计与制造工程 2022年12期
金爱龙
(同高先进制造科技(太仓)有限公司,江苏 太仓 215400)
随着工程应用和科学技术的发展,对零部件综合性能要求越来越高,使用单一材料难以满足各种要求[1]。因此,既能够控制成本、又能满足工作需求的异种材料的连接,尤其是不同种类钢的焊接越来越受到关注[2]。
目前,采用手工电弧焊、搅拌摩擦焊以及气体保护电弧焊来进行碳钢、不锈钢和合金结构钢等异种材料连接的工艺较多。吴玮等[3]对SUS304和42CrMo4采用摩擦搅拌焊,研究结果显示最大抗拉强度为687.55 MPa,在SUS304基体上发生断裂。欧平等[4]对异种材料SA508与316L进行填丝钨极惰性气体弧焊(TIG)试验,并对获得的焊接接头显微组织与硬度进行研究分析。Wang等[5]通过TIG对异种材料254SMO/Q235B的连接工艺进行了研究。刘东宇[6]对异种材料E36和304连接获得的焊接接头微观组织及性能进行了研究。
然而,由于异种材料热物理性能存在较大差异,使用传统焊接方法很难获得缺陷较少的接头[7-8]。随着光纤传输技术的发展,激光焊接工艺得到了广泛推广,并应用于异种金属的连接[9]。本文采用激光焊接工艺对异种材料SUS304/42CrMo4进行连接,结合SUS304良好的耐腐蚀性、耐热性、低温强度以及42CrMo4的耐磨性和高强度等优点,研究了不同工艺参数对微观组织和机械性能的影响,以确定最佳工艺参数。
1 实验材料和方法
试验选用SUS304和42CrMo4作为母材,尺寸均为100 mm×60 mm×2.5 mm,其主要化学成分见表1,焊接示意图如图1所示。在焊接前用铣床对材料表面进行加工,并用丙酮清洗,以去除表层油污。

表1 选用母材成分表 %
激光焊接试验系统由大功率激光器IPG LDF- 6000、机器人KUKA、激光焊接头HIGHYAG组成。试验时,保持焊接速度30 mm/s和保护气体流量18 L/min不变,研究离焦量(分别设定为0,4,8 mm)、激光功率(分别设定为1 500,2 500,3 000 W)的变化对焊后焊缝性能的影响。

图1 SUS304和42CrMo4焊接示意图
将焊后试样进行线切割处理,其尺寸为10 mm×10 mm×5 mm ,继而将试样放入丙酮中,利用超声波清洗去除其油污。然后进行镶嵌、水磨、抛光,并用王水进行腐蚀待观察。采用金相显微镜和扫描电镜(SEM)进行接头组织观察。焊缝元素迁移的半定量分析由SEM附带的能谱仪(EDS)进行点及线扫描从而进行成分分析。利用X射线衍射仪(XRD)分析焊缝相组成。通过维氏硬度仪来测试焊缝的显微硬度分布,加载载荷为200 g,加载时间为10 s。根据GB/T 2651—2008 (ISO4136:2001,金属材料焊缝破坏试验-横向拉伸试验,IDT)测试拉伸强度。
2 结果和讨论
图2是焊接速度为30 mm/s和离焦量为 0 mm时,采用不同的激光功率(1 500,2 500 和3 000 W)进行焊接获得的焊接接头宏观形貌。由图可知,激光功率为1 500 W时,焊缝表面成型良好,观察其焊缝背面及焊缝截面微观形貌,可以发现由于能量密度不足,焊缝焊趾位置出现假焊及未焊透现象;当激光功率增加到3 000 W时,由于能量过高,焊缝表面出现少许烧穿现象;当激光功率为2 500 W时,观察焊后接头正反面宏观形貌,均无任何焊接缺陷且焊缝呈现均匀状态。
图3是焊接速度为30 mm/s和激光功率为2 500 W时,采用不同离焦量(0,4和8 mm)进行焊接试验所获得的焊接接头宏观形貌。由图可知,当离焦量f=4 mm时,焊接接头焊缝表面及背面成型均匀,并无孔洞等缺陷;当离焦量f=0 mm时,由于光斑较小,不能较好地熔化母材,所以焊后表面成型不均匀且出现少许假焊现象;当离焦量f=8 mm时,焊缝背面出现未焊透现象,这是由于离焦量过大导致工作平面上的能量密度降低。

图3 离焦量对焊缝外观的影响
图4是激光功率为2 500 W、焊接速度为30 mm/s、离焦量为4 mm时获得的焊后焊缝(WS)微观组织形貌。由图4(a)和(b)可以看出,异种材料在焊缝处形成良好冶金结合,且无孔隙、裂纹等缺陷。从图4(a)可以看出,由于奥氏体不锈钢导热系数较低,吸收率较高,即SUS304侧温度梯度较小,所以在SUS304一侧产生的热影响区(HAZ)窄,同时可以发现在焊缝内及附近存在一个动态再结晶过程,结合经典凝固理论,G/R(温度梯度/凝固速率)降低导致焊缝和热影响区发生晶粒细化现象,生成的微观组织主要为奥氏体。
另外,由于激光焊接是一个快速冷却和凝固的过程,当熔化的熔池从高温快速冷却后,淬硬性较大的42CrMo4侧主要形成马氏体和上贝氏体组织,在铁素体之间保留了少量奥氏体;同时,由于焊缝及热影响区存在温度场分布不均匀现象,从焊缝到热影响区温度分布逐渐降低,所以在焊缝区形成的马氏体数量高于热影响区。
图5是激光功率为2 500 W、焊接速度为30 mm/s、离焦量分别为4 mm和8 mm时获得的WS中心的SEM微观组织图。当离焦量f=4 mm时,由于较高的能量输入,部分区域形成针状马氏体。当离焦量f=8 mm时,焊缝中形成了一定角度的板条状马氏体。
图6是激光功率为2 500 W、焊接速度为 30 mm/s、离焦量分别为4 mm和8 mm时获得的焊缝

图4 焊缝微观结构

图5 离焦量对焊缝微观组织的影响
的X射线衍射能谱图。用软件Jade进行标定,表明相组织分别是δ-Fe、γ-Fe和马氏体,碳分别溶解在δ-Fe和γ-Fe中,形成铁素体和奥氏体。结果表明,大量马氏体的形成与前文金相组织分析结果一致。
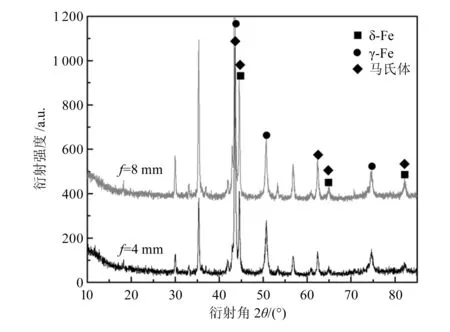
图6 不同离焦量下焊缝X射线衍射能谱图
图7是激光功率为2 500 W、焊接速度为30 mm/s、离焦量为4 mm的焊缝和基材上的EDS分析结果。图7(b)显示,图7(a)中所示的6个标记点的化学成分在焊缝和42CrMo4界面附近呈上升趋势,这很好地解释了该区域存在碳化物。图7(c)和(d)为线性元素扫描分析结果,由于在焊接过程中发生了溶解与扩散行为,Fe从SUS304侧向42CrMo4侧逐渐增加。

图7 焊缝EDS分析结果
图8是SUS304/42CrMo4对接接头在激光功率为2 500 W、焊接速度为30 mm/s时,不同离焦量情况下的显微硬度分布图。从SUS304到42CrMo4测量的平均显微硬度可以看出,当离焦量从4 mm增加到8 mm时,焊缝区域的显微硬度呈降低趋势。这是由于随着离焦量的增加,能量密度降低,导致冷却速率下降,从而降低了马氏体含量,增加了铁素体的含量。结合图4(c),当离焦量为8 mm时,由于能量较低,焊接接头未焊透,从而导致显微硬度值较低。另外,由图8还可以看出,显微硬度在异种钢焊接接头的硬度分布不均匀,从WS区向HAZ明显下降,最终与母材硬度一致。这一现象说明,在激光焊接快速加热和冷却的过程中,奥氏体组织向更高硬度马氏体转变。另外,在图5(a)中,部分区域形成了针状马氏体,其硬度值高于图5(b)中形成的板条状马氏体,这也是在离焦量为4 mm时所获焊接接头具有高硬度的原因之一。

图8 SUS304/42CrMo4对接接头
对获得的焊接接头进行拉伸试验,进一步研究其力学性能,结果如图9所示。当离焦量为4 mm时,断裂发生在SUS304一侧,平均抗拉强度数值为744.7 MPa;离焦量为8 mm时,断裂发生在SUS304与WS之间的熔合线处,平均抗拉强度数值为633.5 MPa。这种较低的强度可能是由于图4(c)中焊缝未焊透的原因导致,较低的能量密度引起焊缝应力集中。另外图9表明,当离焦量为8 mm时,相较于离焦量为4 mm的焊接接头,焊缝熔宽较宽,由于工作平面上的光斑较大从而使焊缝未焊透,导致在熔合线处断裂。

图9 拉伸试验应力-应变曲线
图10是用扫描电镜观察不同离焦量情况下接头断口断裂形态,由图10(a)可以看出,断口存在一些大小不等的韧窝,韧窝较浅且分布不均匀,如前文对图5的分析,焊缝组织为板条状马氏体,塑性相对较差,并且从图9可以看出,该试样在断裂的时候没有明显的屈服现象发生,塑性变形很小,为典型的准解理特征[10]。当离焦量为4 mm时,焊接接头拉伸试验断裂现象发生在基材SUS304上,同时结合图10(b)可以看出该断裂属于典型的韧性断裂。这是由于在外部施加载荷后,在晶体滑移面上产生大量的位错堆积,逐渐出现微孔,从而导致应力集中,微孔开始形核长大,相互聚集形成新的孔洞,直至整个接头发生断裂。

图10 不同离焦量下断口的微观组织图
3 结论
本文通过对异种材料SUS304和42CrMo4的激光焊接进行组织及性能研究,得出以下结论:
1)激光功率为2 500 W、焊接速度为30 mm/s、离焦量为4 mm时,焊缝表面成型连续且无气孔和裂纹等缺陷。
2)EDS分析表明,焊接过程中发生了元素迁移现象。此外,在靠近WS的SUS304侧形成奥氏体,在42CrMo4侧形成马氏体、上贝氏体和少量残余奥氏体。
3)由于激光焊接的快速冷却特性,焊缝中形成大量马氏体,导致WS处显微硬度值远高于基材,同时在离焦量为4 mm时,所得焊接接头硬度值高于离焦量为8 mm时所得焊接接头硬度值。
拉伸试验结果表明,离焦量为4 mm时,断裂发生在SUS304侧,其拉伸强度为744.7 MPa;离焦量为8 mm时,断裂发生在SUS304与焊缝的熔合线处,其拉伸强度为633.5 MPa。导致该现象的原因可能是能量不够集中,热输入较小,出现未焊透现象。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
山东冶金(2022年1期)2022-04-19
化工管理(2021年7期)2021-05-13
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
热处理技术与装备(2019年4期)2019-09-13
中国特种设备安全(2019年1期)2019-03-13
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
汽车文摘(2015年6期)2015-12-12
