益生菌发酵枣粉喷雾干燥条件的优化
2022-02-07 13:10张振民方海田刘慧燕辛世华杨小萍宋国庆艾治宇李一鸣
中国酿造 2022年1期
张振民,方海田,刘慧燕 *,辛世华,杨小萍,潘 琳,宋国庆,艾治宇,李一鸣
(1.宁夏大学 食品与葡萄酒学院,宁夏食品微生物应用技术与安全控制重点实验室,宁夏 银川 750021;2.宁夏工商职业技术学院 旅游管理学院,宁夏 银川 750021)
红枣(Zizyphus jujubeMill.)是一种营养价值极高的果品,含有丰富的维生素C、维生素P、多糖及二磷酸腺苷和三萜类化合物[1-4]。目前,市场上的红枣产品以干制枣为主。益生菌发酵枣粉是一种新型的休闲食品,不仅具备红枣的抗氧化、保护肠胃等营养价值[6-7],还具备相应益生菌调节肠道菌群等益生功能,且更易储存和运输,是一种良好的营养深加工产品[8],成为近年来枣果深加工的一种趋势[5-6]。
目前常用的干燥技术有喷雾干燥、微波干燥、真空冷冻干燥、热风干燥、膨化干燥等[8-12],其中喷雾干燥法是果蔬粉加工最常用的方法。喷雾干燥法制备的果蔬粉具有含水量低、营养成分保存好、溶解性好、成本较低等优点[13],但也存在热敏性成分损失的缺点。利用该方法生产的产品主要有番茄粉[14]、枣粉[15]、猕猴桃粉[16]、龙眼粉[17]、芒果粉[18]等,均有良好的效果。
本试验通过喷雾干燥法,以脱脂乳粉为助干剂,对喷雾干燥条件进行优化,以期制备高活菌数、低含水量、高营养、感官评价良好的发酵益生菌发酵枣粉。
1 材料与方法
1.1 材料与试剂
灵武红枣:市售;植物乳杆菌(Lactobacillus plantarum)、凝结芽孢杆菌(Bacillus coagulans):宁夏食品微生物应用技术与安全控制重点实验室保藏;LB肉汤培养基、MRS肉汤培养基:青岛高科技工业园海博生物技术有限公司;琼脂粉:范德(北京)生物科技有限公司;试验所用试剂均为分析纯。
1.2 仪器与设备
BSP-250生化培养箱:上海博讯实业有限公司医疗设备厂;YXQ-LS-50S II 立式压力蒸汽灭菌锅:上海博讯实业有限公司医疗设备厂;PA2004电子天平:上海花潮实业有限公司;B-290小型喷雾干燥仪:步琦实验室设备贸易(上海)有限公司;5977B气相色谱-质谱联用(gas chromatographymass spectrometry,GC-MS)仪:Agilent公司。
1.3 方法
1.3.1 工艺流程及操作要点
发酵枣浆→添加助干剂→喷雾干燥→益生菌发酵枣粉
发酵枣浆(由前期试验得到)[19]:植物乳杆菌和凝结芽孢杆菌按3%和1%的接种量接种于灭菌枣浆中,混菌发酵18 h,温度为37 ℃。发酵结束后测定发酵枣浆的活菌数为1.62×108CFU/mL。
添加助干剂:向发酵枣浆中添加一定量的脱脂乳粉(助干剂),搅拌均匀,防止喷雾干燥过程中堵塞细管。
喷雾干燥:在一定条件下对发酵枣浆进行喷雾干燥。
益生菌发酵枣粉:喷雾干燥结束后,待出口温度降至90 ℃后及时收集益生菌发酵枣粉,称质量。计算出粉率、测定含水量、活菌数和堆积密度,同时记录感官评分。
1.3.2 单因素试验
喷雾干燥机进口温度的确定:其他条件确定不变,进口温度分别设置为140 ℃、150 ℃、160 ℃、170 ℃,通过考察益生菌发酵枣粉的感官评分、出粉率、含水量、堆积密度、活菌数确定喷雾干燥机进口温度。
喷雾干燥机雾化流量的确定:其他条件确定不变,雾化流量分别设置为414 L/h、473 L/h、536 L/h、601 L/h,通过考察益生菌发酵枣粉的感官评分、出粉率、含水量、堆积密度、活菌数确定喷雾干燥机雾化流量。
喷雾干燥机蠕动泵速的确定:其他条件确定不变,调整蠕动泵速分别为10%、20%、30%、40%,通过考察益生菌发酵枣粉的感官评分、出粉率、含水量、堆积密度、活菌数确定喷雾干燥机的蠕动泵速。
脱脂乳粉添加量的确定:调整脱脂乳粉添加量为1.5%、2.5%、3.5%、4.5%,蠕动泵速为20%,雾化流量为473 L/h,进口温度为150 ℃,通过考察益生菌发酵枣粉的感官评分、出粉率、含水量、堆积密度、活菌数确定最佳脱脂乳粉的添加量。
1.3.3 响应面分析试验
在单因素试验的基础上,根据Box-Behnken试验设计4因素3水平响应面试验,以进口温度(A)、雾化流量(B)、蠕动泵速(C)、脱脂乳粉添加量(D)为评价因素,以感官评分(Y)为响应值进行响应面分析,响应面试验因素与水平见表1。

表1 Box-Behnken试验设计因素与水平Table 1 Factors and levels of Box-Behnken experiments design
1.3.4 测定方法
益生菌发酵枣粉出粉率的计算[20]:

式中:m1为益生菌发酵枣粉质量,g;m2为干枣和干物质添加总质量,g。
水分的测定:准确称量益生菌发酵枣粉2 g置于已质量恒定的有盖称量瓶中,置于105 ℃的恒温鼓风干燥箱中干燥2~4 h,盖好盖子取出,在干燥器内冷却0.5 h后称质量。重复操作,直至前后的称量差<2 mg即为质量恒定[20]。

式中:X为水分含量;m1为干燥前枣粉质量,g;m2为干燥后枣粉质量,g。
活菌数检测:倾注平板计数法:取1 g样品加入9 mL灭菌后的生理盐水,用涡旋振荡器充分混合均匀后,采用10倍系列稀释,选择3个合适稀释度的样品均液,各取1 mL加入无菌玻璃平板中,倒入灭菌后的MRS培养基,放入37 ℃培养箱中培养。每个梯度做三组平行,取平均值[19]。
堆积密度的测定:称量5 g益生菌发酵枣粉在同一高度装入15 mL的量筒,并振动量筒,记录体积,按下式计算堆积密度[20]:

式中:D为堆积密度,g/mL;m为益生菌发酵枣粉质量,g;v为益生菌发酵枣粉体积,mL。
益生菌发酵枣粉香气成分的测定:参考刘巧玲[21]的发酵枣粉的制备及品质评价研究略作修改。香气物质的提取采用固相微萃取法,准确称取益生菌发酵枣粉1 g置于10 mL样品瓶中。水浴温度40 ℃,平衡时间5 min,萃取头老化时间为5 s,吸附时间为40 min。GC条件:TG-WA*MS(30 m×0.25 mm×0.250 μm)弹性石英毛细管柱,程序升温至40 ℃保持3 min,以8 ℃/min升至180 ℃保持3 min,再以10 ℃/min升至250 ℃保持3 min,进样口温度250 ℃,传输线温度为280 ℃,载气为氦气(He),流速为1.66 mL/min,不分流进样。MS条件:电子电离(electron ionization,EI)源,电子能量70 eV,离子源温度250 ℃,质量扫描范围35~500 amu,发射电流10 μA,检测电压1.4 kV。
感官评价:首先对喷雾干燥后的固态粉末状样品进行组织状态和色泽的感官评分,取5 g粉末状样品加40 ℃左右饮用水40 mL冲调,对冲调后的红枣益生菌饮品进行感官评分。本次试验感官评价小组共20人,培训合格后对益生菌发酵枣粉进行品评[22-23],满分100分。感官评分标准见表2。

表2 枣粉感官评分标准Table 2 Sensory evaluation standards of jujube powder
1.3.6 添加脱脂乳粉与β-环糊精对益生菌发酵枣粉品质的影响
以最佳工艺条件下脱脂乳粉添加量为对比,比较添加10%、20%、30%β-环糊精对喷雾干燥益生菌发酵枣粉的出粉率、感官评定、活菌数等的影响。
1.3.7 数据处理
试验数据均用Origin9.0与Design-Expert 13.0进行处理与分析[24]。
2 结果与分析
2.1 单因素试验结果
2.1.1 进口温度对益生菌发酵枣粉的影响
由图1可知,当进口温度低于150 ℃时,随着进口温度的升高,干燥越来越充分,使出粉率和感官评价升高,同时含水量和堆积密度下降,说明益生菌发酵枣粉的颗粒变小。当进口温度为150 ℃时出粉率、感官评分、活菌数最大,分别为39.56%、95.6分、1.83×109CFU/g,堆积密度最小为0.252 g/mL,含水量为4.17%。当进口温度高于150 ℃时,随着温度继续升高,益生菌存活率迅速下降,粘壁现象严重,使出粉率和感官评定下降,益生菌发酵枣粉的颗粒变大,导致枣粉的堆积密度增大。因此选择进口温度150 ℃为宜。

图1 进口温度对益生菌发酵枣粉的影响Fig.1 Effect of inlet temperature on probiotic fermented jujube powder
2.1.2 雾化流量对益生菌发酵枣粉的影响
由图2可知,当雾化流量<473 L/h时,随着雾化流量的增大,喷雾液滴越来越小,雾化效果越来越好,干燥速度变快,活菌存活率升高,出粉率和感官得分增大,含水量和堆积密度变小,益生菌发酵枣粉的颗粒越来越小,枣粉质量越来越高。当雾化流量增大至473 L/h时,出粉率、感官评分、活菌数最大,分别为39.15%、94.9分、1.82×109CFU/g,堆积密度最小为0.256 g/mL,含水量为4.16%。当雾化流量>473 L/h时,由于喷雾液滴过小,干燥过程中水分蒸干带走少量的热量,所以活菌数迅速下降,出粉率略微下降。由于喷雾干燥过程过高的温度,使益生菌焦糊严重,感官评价也快速下降,导致含水量和堆积密度变小。因此选择雾化流量473 L/h为宜。

图2 雾化流量对益生菌发酵枣粉的影响Fig.2 Effect of atomization flow rate on probiotic fermented jujube powder
2.1.3 蠕动泵速对益生菌发酵枣粉的影响
由图3可知,当蠕动泵速<20%时,随着蠕动泵速的增大,感官评价基本不变,由于枣的喷雾效果更充分,出粉率增大,由于蠕动泵速增大,平均喷雾液滴增大,在干燥成粉的过程中蒸干的水分带走更多的热量,所以活菌数略微升高,含水量略微上升,堆积密度略微下降。当蠕动泵速为20%时,出粉率、感官评分、活菌数最大,分别为39.43%、93.8分、1.82×109CFU/g,堆积密度最小为0.253 g/mL,含水量为4.12%。当蠕动泵速>20%时,由于物料的干燥越来越不充分,所以益生菌发酵枣粉的含水量快速上升,导致感官评定下降,堆积密度不断上升,说明益生菌发酵枣粉的颗粒越来越大。粘壁现象严重,导致出粉率下降,活菌数下降。因此选择蠕动泵速20%为宜。

图3 蠕动泵速对益生菌发酵枣粉的影响Fig.3 Effect of peristaltic pump speed on probiotic fermented jujube powder
2.1.4 脱脂乳粉添加量对益生菌发酵枣粉的影响
由图4可知,当脱脂乳粉添加量<2.5%时,随着脱脂乳粉的添加量增加,由于可溶性固形物含量升高,出粉率不断升高,含水量和堆积密度变小,说明益生菌发酵枣粉的颗粒变小,同时对益生菌的保护效果越来越好,使益生菌存活率升高,当脱脂乳粉添加量升至2.5%时,出粉率、感官评分、活菌数达到最大,分别为39.56%、96.5分、1.82×109CFU/g,含水量最小为4.15%,堆积密度为0.254 g/mL。当脱脂乳粉添加量>2.5%时,由于脱脂乳粉含量过大,枣粉特有的香气和颜色被掩盖,所以随着脱脂乳粉继续增大,感官评定开始下降。可溶性固形物含量过大,反而影响喷雾效果,所以出粉率也开始下降,过大比例的脱脂乳粉,相当于益生菌发酵枣粉被稀释,所以活菌数开始下降,含水量和堆积密度开始微上升,说明益生菌发酵枣粉的颗粒大小略增大。因此选择脱脂乳粉添加量2.5%为宜。

图4 脱脂乳粉添加量对益生菌发酵枣粉的影响Fig.4 Effect of skimmed milk powder addition on probiotic fermented jujube powder
2.2 响应面试验结果
以进口温度(A)、雾化流量(B)、蠕动泵速(C)、脱脂乳粉添加量(D)为自变量,以感官评分(Y)为响应值进行Box-Behnken响应面分析,结果如表3。
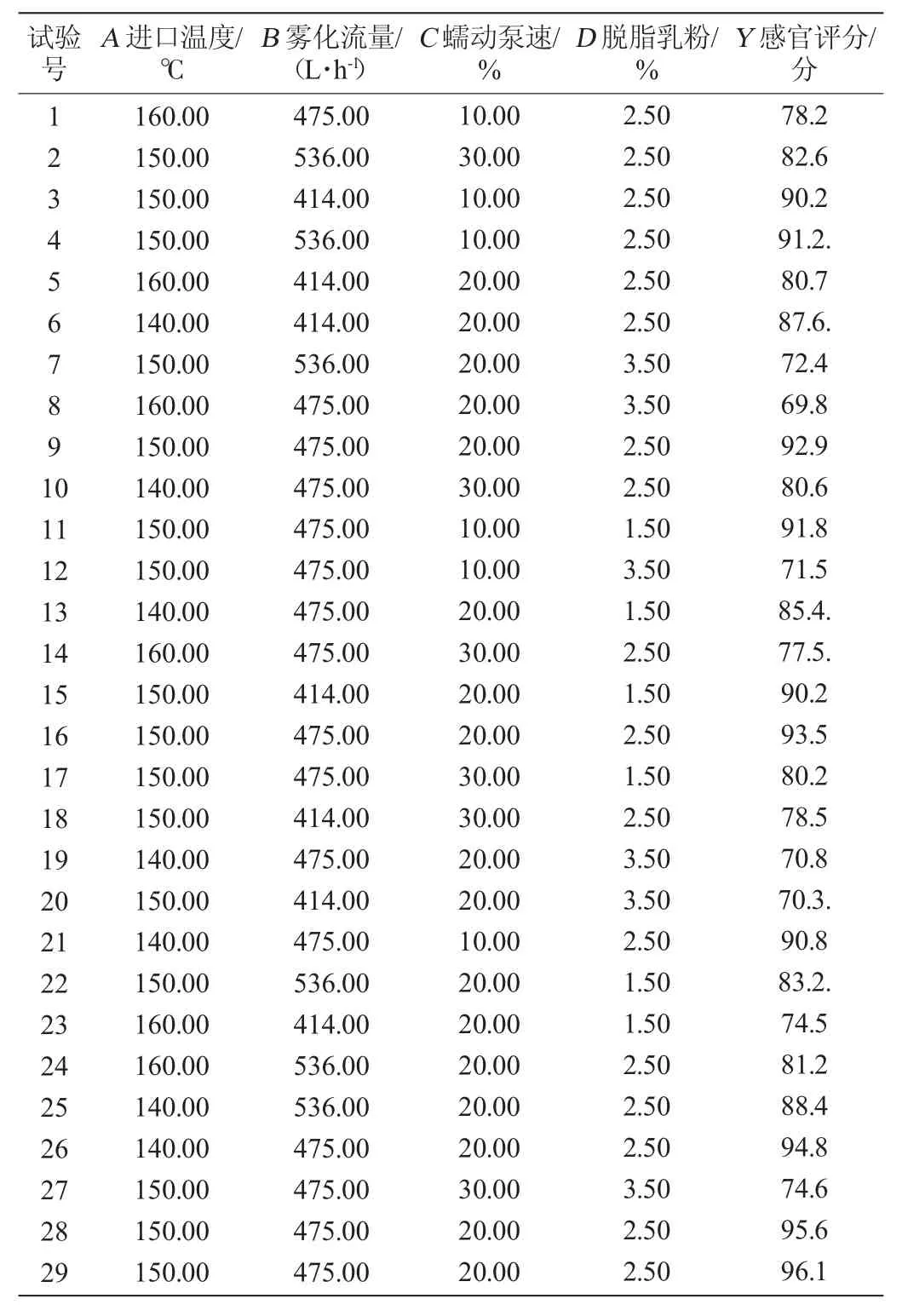
表3 益生菌发酵枣粉喷雾干燥条件优化响应面分析结果Table 3 Response surface analysis results for spray drying conditions optimization of probiotic fermented jujube powder
对各参数和响应值数据进行二次线性回归拟合,得到数学模型为Y=94.58-3.48A+0.12B-3.31C-6.33D-0.075AB+2.37AC+2.48AD+0.77BC+2.28BD+3.67CD-7.53A2-3.65B2-4.75C2-11.38D2
上述所有方程是益生菌发酵枣粉的感官评价与益生菌发酵枣粉制备工艺之间较为合适的数学模型,故可以分别利用回归方程来确定最佳的益生菌发酵枣粉制备工艺参数。分别对模型进行回归分析,得到回归统计分析见表4。
如表4所示,模型P<0.01说明模型显著[24];失拟项P值为0.120 5(>0.05)说明方程的拟合度较好。对模型进行回归方程系数显著性检验,一次项A、C、D,交互项CD,二次项A2、B2、C2、D2对益生菌发酵枣粉感官评分影响极显著(P<0.01);交互项AD对益生菌发酵枣粉感官评分影响显著(P<0.05)。由响应面分析可知,当进口温度为150 ℃、雾化流量为475 L/h、蠕动泵速为20%、脱脂乳粉添加量为2.5%时,在此条件下得到益生菌发酵枣粉的感官评分理论值为95.13分,为了验证模型预测理论值的准确性和真实性,在此优化条件下进行3次平行试验,得到益生菌发酵枣粉的感官评分为95.6分,与理论预测值基本接近,说明响应面优化得到的发酵条件具有一定的可行性。根据各个因素的回归方程得出不同因子的响应面分析图,通过图5响应面可以直观的看出各参数之间的相互作用,影响因素的显著性与响应面图中曲线的坡度有关,坡度越陡影响越大,坡度平滑说明影响较小[25],图5为开口向下的凸形曲面,说明响应值存在最高值,图5中脱脂乳粉所在的等高线较密集,说明脱脂乳粉对感官评定的影响极显著,其他条件对感官评定的影响较小。

表4 回归模型方差分析Table 4 Variance analysis of regression model
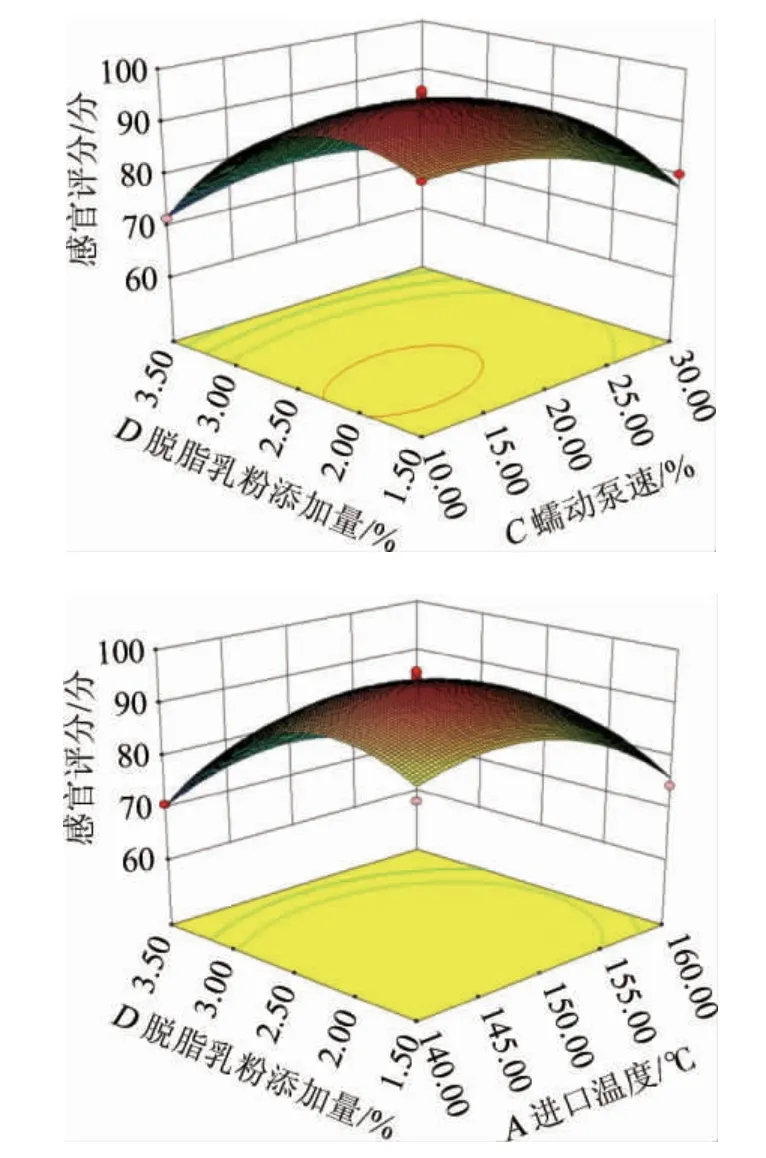
图5 各因素交互作用对益生菌发酵枣粉感官评分影响的响应面及等高线Fig.5 Response surface plots and counter lines of effects of interaction between each factor on sensory scores of probiotic fermented jujube powder
2.3 添加脱脂乳粉与β-环糊精对益生菌发酵枣粉品质的影响
由表5可知,与添加10%~30%β-环糊精的益生菌发酵枣粉相比,添加2.5%脱脂乳粉的益生菌发酵枣粉出粉率、感官评定、活菌数更优。说明选择脱脂乳粉为助干剂不但在喷雾干燥益生菌发酵枣粉助干方面效果良好,在对活菌的保护方面也优于β-环糊精。

表5 添加脱脂乳粉与添加β-环糊精对益生菌发酵枣粉品质的影响Table 5 Effect of skimmed milk powder addition and β-cyclodextrins addition on quality of probiotic fermented jujube powder
2.4 益生菌发酵枣粉香气成分的测定
由表6可知,经过益生菌发酵的枣浆制备的枣粉之所以感官评价较高,是因为枣浆在发酵过程中乙酸、癸酸等一些酸味较重影响口感的物质逐渐减少,产生一些使枣粉更加醇香的物质,如乙酸甲酯、辛酸甲酯、月桂酸甲酯等以及一些对香气有好的影响的烷类、醇类,使益生菌发酵枣粉更加醇香。

表6 益生菌发酵枣粉与未发酵枣粉香气成分比较Table 6 Comparison of aroma components between probiotic fermented jujube powder and unfermented jujube powder

续表
2.5 益生菌发酵枣粉理化指标及营养成分
测得最佳工艺条件的益生菌发酵枣粉的活菌数为1.78×109CFU/g,含水量为3.82%,堆积密度为0.251 g/mL,多糖含量为(3.1±0.05)mg/g,总酸含量为(368±5)mg/g,乳酸含量为(73±2)mg/g。
3 结论
由响应面分析试验可得益生菌发酵枣粉喷雾干燥最佳工艺参数为蠕动泵速20%、雾化流量475 L/h、进口温度150 ℃、脱脂乳粉添加量2.5%,在此优化条件下得到益生菌发酵枣粉出粉率为39.15%,感官评定为95.6分。
测得最佳工艺条件下益生菌发酵枣粉的活菌数为1.78×109CFU/g,含水量为3.82%,堆积密度为0.251 g/mL,多糖含量(3.1±0.05)mg/g,总酸含量(368±5)mg/g,乳酸含量(73±2)mg/g。测得的益生菌发酵枣粉香气成分相比于未发酵枣浆枣粉更丰富多样,阐明了益生菌发酵枣粉香气醇厚的原因。采用脱脂乳粉作为助干剂相比于传统助干剂β-环糊精等在出粉率、感官评定和活菌数存活率方面都有很大优势。
猜你喜欢
当代水产(2022年3期)2022-04-26
中国典型病例大全(2022年7期)2022-04-22
当代水产(2021年2期)2021-03-29
保鲜与加工(2021年1期)2021-02-06
中华养生保健(2020年2期)2020-11-16
消费者报道(2019年3期)2019-06-12
特别健康·下半月(2019年4期)2019-05-09
恋爱婚姻家庭·青春(2019年3期)2019-03-15
消费导刊(2018年8期)2018-05-25
家庭科学·新健康(2016年9期)2016-10-25