半自动角焊机拓展应用于船台搭载上建分段
2022-02-08 07:05黄翔宇周德命黄清华刘凯新郑金明
广东造船 2022年5期
黄翔宇,周德命,黄清华,刘凯新,郑金明
(中船黄埔文冲船舶有限公司,广州,510715)
1 前言
半自动角焊机是船厂普遍使用的焊接设备,主要应用在部件拼装和分段制作。在部件拼装、分段制作等方面,应用半自动焊技术较为娴熟,但在船台未进行使用。在船台主要采用手工CO2焊,存在以下问题:
(1)对于人员技能要求相对较高,需要进厂2 年工龄以上的人员及持有二类焊工证,才能进行施焊;
(2)耗费时间较长,以H1192 上建902 分段焊接为例,每天工作8 小时,4 个焊工需要2 天时间焊接完,焊完后需要4 个焊工补焊1 天,2 个打磨工打磨2 天;
(3)人员劳动强度较高,后期质量不可控。由于焊工需要长时间握着焊枪蹲着焊接,在作业前1~2 小时焊接质量和效率相对会比较稳定,但到了后期人员比较疲劳焊接的质量和效率也相应会降低,焊缝的成型差也会给后工序带来大量的补焊和打磨工作。
解决船台手工CO2焊中存在的问题,主要依靠半自动角焊机拓展应用。目前我司半自动角焊机在部件拼装和分段制作方面的应用较为广泛,但未在船台分段搭载上应用。主要原因:一是船台分段下口受到防变形加强排的限制;二是传统施工工序无法满足拓展应用后的质量控制;三是现有的半自动角焊机在船台复杂环境下焊缝成型质量难以保证。为此,经过组织施工、工艺、质量等各方面人员共同研究、改进、将半自动角焊机拓展应用在H1192 船901、902 分段非结构面通道位置,取得显著效果。
2 半自动角焊机拓展应用的难点
2.1 船台分段下口受到防变形加强排的限制
为了控制分段变形,在分段合拢口100 mm 左右非结构面设置有一道宽100 mm、厚10 mm 的防变形加强排,它能够有效控制因焊接热输出、吊运等原因导致的壁板变形,但同时导致半自动焊角焊机的行走机构无法在该位置进行行走焊接。
2.2 施工工艺无法满足质量控制要求
拆排工序一般在焊接后进行,装配定位卡马等一般在非结构侧,这些都加大了半自动焊角焊机拓展应用的难度;半自动焊技术需要先打磨清洁好,并对周围环境的清洁要求较高。
2.3 焊缝成型质量难以保证
船台是一个交叉作业环境,使用半自动焊角焊机如何避免环境影响保证焊缝成型质量是难点之一;另外打磨清洁进度和半自动角焊机速度的匹配、焊丝电流电压等工艺参数的选取等,都需要进行一定改进才能保证质量。
3 半自动角焊机拓展应用措施及试验
3.1 拓展应用措施
(1)拆除船台分段下口防变形加强排
在控制分段变形的大前提下,结构侧焊接完冷却后,拆除非结构侧下口加强排。
(2) 改进施工工艺
① 装置定位焊统一要求在结构侧进行作业,定位卡马统一安装在结构侧;
② 分段定位好后:首先开展定位焊作业;接着开展结构侧打磨清洁作业;然后开展结构侧手工CO2焊;在焊缝冷却后开展拆排作业;最后进行非结构侧打磨清洁作业,及半自动焊焊机焊接作业。
(3)施工参数及管理优化
① 通过试验及结果检验,匹配打磨清洁进度和焊机速度,确定打磨清洁和焊机焊接的时间差,降低相互影响的风险;
② 通过试验及结果检验,确定船台搭载时半自动焊接的焊丝电流、电压等工艺参数;
③ 交叉作业情况下,在通道里板等位置标识合拢焊接,其它割焊作业也保护焊缝等。
3.2 应用试验情况
依据上述各项措施,在我司建造的H1192 产品船901 分段进行半自动化角焊机拓展应用试验,使用效果较差,焊缝成型效果不理想。
3.3 改进分析
现场监控发现:半自动焊机的焊缝成型好坏与非结构侧的装配定位焊大小和装配间隙关联度极高。
(1)定位焊焊段大小影响
定位焊焊段偏大,焊接时只要经过定位焊位置焊缝都会鼓起,造成焊接成型差。
(2) 装配间隙影响
装配间隙大造成焊角过大,并容易产生变形及咬边。
为此,作出如下调整:拆排前,装配定位焊时要求在壁板结构侧进行定位焊作业;经过调整后,结合上述各项措施,角焊机焊接成型质量得到较大提高。如图1、图2。

图1 焊缝光顺纵向成型效果

图2 焊缝横向成型效果
3.4 改进措施梳理
经过多次试验,焊接成型质量良好。并梳理有益的改进措施:
(1)改进船台分段下口防变形加强排拆除时机:在结构面焊接完并冷却后进行拆除作业。
(2) 改进工艺及工序
工艺上:装配定位焊统一要求在结构侧进行作业,定位卡马也统一要求安装在结构侧。
工序上:在分段定位好后,首先在结构侧开展定位焊作业,接着开展结构侧打磨清洁作业,然后开展结构侧手工CO2焊施工,在焊缝冷却后,组织开展拆排作业,接着进行非结构侧打磨清洁作业, 最后进行非结构侧半自动焊接作业。
(3)船台搭载半自动角焊机施工参数
打磨清洁后半天内开展半自动焊接作业,不会相互影响。
船台上建分段搭载时半自动焊接的焊丝、电流、电压等工艺参数见表1。

表1 Φ1.2 药芯焊丝使用的焊接参数
(4)其他管理事宜
交叉作业情况下,使用油性笔在通道壁板等位置标明合拢焊接作业,其他割、焊作业请注意保护焊缝。
管理人员根据施工计划判定,如该位置大面积交叉作业,要求采用白色纸质胶条进行贴护,并要求在焊接作业前进行清扫,拉开白色纸质胶条开展焊接作业。
4 半自动角焊机拓展应用效果
(1)质量有所提高:半自动角焊机与手工CO2焊相比,焊缝成型质量和船外观质量得到明显提高;
(2)施工技能要求低:设备操作简单,有一定基础的焊接人员经过2、3 天的培训基本能够掌握操作要领;手工CO2焊需要进厂2 年工龄以上的人员及持有二类焊工证,才能进行施焊,作为对比,半自动角焊机拓展应用后技能要求降低明显;
(3)劳动强度有效降低:原来焊工需要长时间握着焊枪蹲着焊接比较疲劳,焊接质量和效率也相应降低,焊缝成型差带来大量的补焊和打磨工作;半自动角焊机拓展应用后,人员只需蹲姿观察设备行走的焊接角度和熔池变化,并适时调节设备角度和速度,劳动强度明显降低。同时焊缝质量相对较高,不需要过度打磨。
(4)工效明显提高:半自动角焊机和手工CO2焊工效对比,见表2。

表2 工效对比
(5)工时耗费下降:焊后补焊、打磨工作量少,工时耗费明显下降。
以H1192 船902 分段焊接为例,成本节约统计见表3。
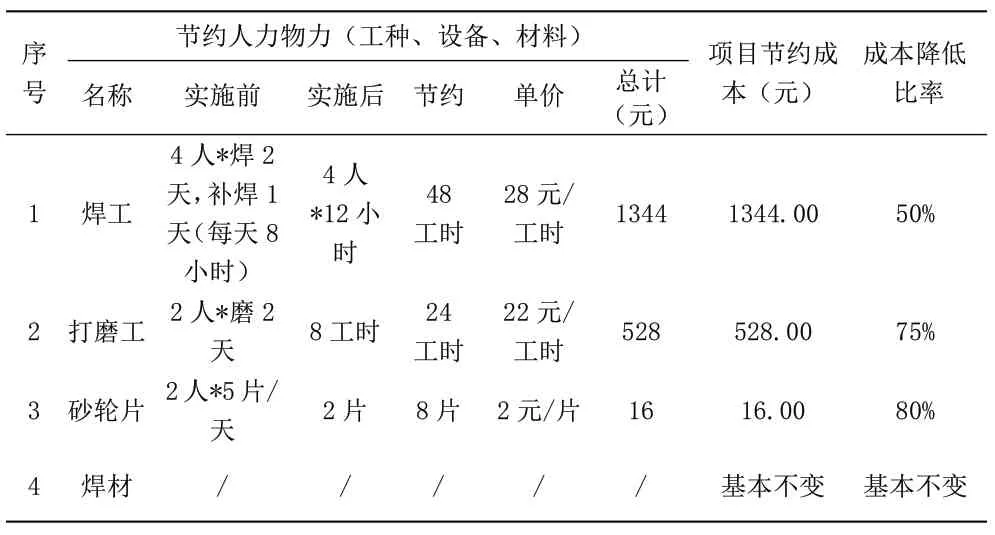
表3 项目节约成本统计
5 结束语
通过在H1192 船901、902 分段非结构面通道位置进行半自动角焊机的拓展应用,焊接效率和质量均有所提升,劳动强度有所降低,而且设备操作简单易学,相应工艺、管理方法也逐渐成熟,为后续更大范围推广船台搭载半自动角焊机积累了经验。
猜你喜欢
数学物理学报(2021年4期)2021-08-30
珠江水运(2021年10期)2021-06-24
工程与建设(2019年2期)2019-09-02
小学生学习指导(低年级)(2018年11期)2018-12-03
戏曲研究(2018年1期)2018-08-29
太空探索(2016年9期)2016-07-12
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26