
热轧平整机组中六辊矫直机探讨
2022-02-13 09:30赵军刚杨新海
中国设备工程 2022年3期
赵军刚,杨新海
(中钢集团西安重机有限公司,陕西 西安 710201)
随着汽车、高铁、地铁、建筑等行业的高速发展,热轧板卷市场需求旺盛。用户对成品带钢表面质量及机械性能等的要求越来越高,热轧平整机组的作用日趋明显,国内大量地建了多条热轧平整线。
轧件在轧制、冷却和运输过程中,由于各种因素的影响,往往产生形状缺陷,纵向弯曲(发浪形)、横向弯山、边缘浪形和中间飘曲以及镰刀弯等。热轧带材,表面大多会有氧化铁皮。为了消除这些缺陷,轧件需要在矫直机上进行矫直。
考虑到投资因素,安装在平整机组中的矫直机通常选用辊数较少的五辊矫直机。五辊矫直机的结构简单,但精度比较差。这种型式的矫直机不能够完全消除具有较大的双向波形的浪形板材,因此设计了六辊矫直机。
1 功能作用
六辊矫直机中的开卷机构用于将钢卷头部打开并将带钢前端导入夹送辊;经六辊矫直后将带钢送入下一步的穿带工序,并在整个穿带过程中起矫直作用。对带钢进行连续拉伸弯曲矫直,消除带钢边波、中波、瓢曲等板型缺陷,改善带材平直度。可采取延伸率控制和张力控制两种模式。
2 设备组成及结构特点
夹紧辊矫直机由开卷机构、二辊式夹送辊和六辊式矫直机三部分组成。开卷机构具有铲头和辅助带钢前端顺利地咬入夹送辊中,完成穿带之功能。它由一台既能伸缩又能摆动的导向板构成。
二辊式夹送辊由传动的上夹送辊和单独传动的下夹送辊组成。在穿带过程中(V=30m/min),上夹送辊由液压缸驱动快速下降,引导带钢前进直到卷取机钳口夹紧带钢时止;在机组正常运转时,上夹送辊抬起来不参与运转。下夹送辊除了具有导向辊功能外,还可以测量带钢的速度和长度。这里需要特别强调一点是:我们将下夹送辊设计为具有交流调速电机驱动的传动辊,其目的是克服其自身的静、动摩擦阻力矩,使其能快速地响应与带钢速度同步运转,尽可能地减少打滑量。在下夹送辊的非传动端安装有一台高精度的光电编码器。
六辊矫直机由一台交流调速电动机、硬齿面减速机(两档减速)、齿轮机座、矫直辊、上矫直辊、压下机构、机架和换辊装置组成。两档减速的目的是可以减小电动机的装机容量,对应生产不同的厚度规格,矫直机有两档最大线速度(V=400m/min或V=200m/min)。
六辊矫直机除了在穿带阶段对带钢进行直头而外,从矫直机有两档速度来看,它在机组整个运转过程都要参与工作,因此,它的功能也要多一些。如(1)可以较为有效地消除带钢表面的氧化铁皮;(2)对卷取机而言,可以提供一定的(后)张力;(3)可以矫正双向波形不大的浪形板材(特别是对于那些不进行平整的厚规格带钢)。
开头伸缩摆动导板、夹送辊、后摆动导板均安装在两侧焊接机架上。伸缩摆动导板、上夹送辊升降、上矫直辊、后摆动导板升降均为液压缸驱动。上夹送辊由液压马达传动,进行引料;下夹送辊带有编码器,检测开卷轧制时带材速度及AGC控制。
传动装置由电机、联轴器、减速机、万向接轴和底座等组成。电机传动通过减速机降速,再分配传动扭矩。齿轮座的作用是将减速机传来的输出传递到六个矫直辊上。齿轮座输出轴与矫直辊采用万向接轴联接。六辊矫直机采用稀油和干油两种润滑。减速机、压下机构为稀油润滑。轴承等润滑点为集中润滑和人工手动润滑。下面以国内某大型钢厂1580mm六辊矫直机为例介绍。
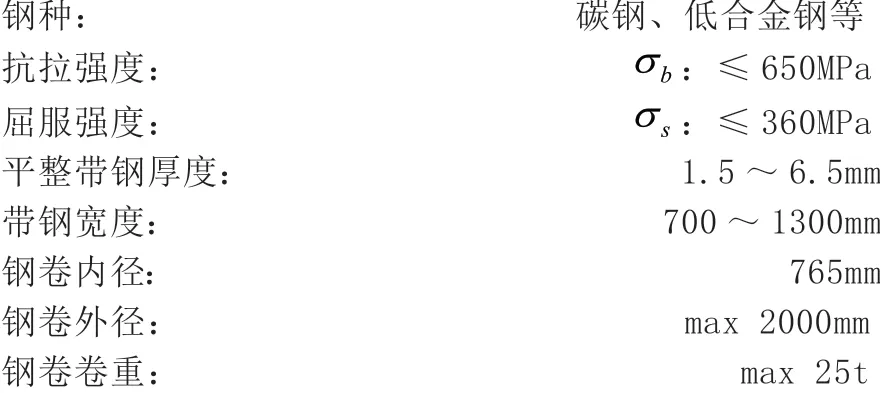
3 设备参数

4 原料参数
5 设计计算
(1)矫直机最大与最小辊距计算公式为:

式中,hmin为被矫带钢的最小厚度;E为工作辊弹性模量;sσ为被矫带钢屈服极限;hmax为被矫带钢的最大厚度。
根据计算最终辊距取t=300mm。
(2)按下面公式确定辊径D。
矫直辊直径公式:D= Tβ=(0.9-0.95)t。
根据计算取D=260mm。
(3)矫直辊长度。
长度计算公式:L=bmax+a
式中,bmax为带钢最大宽度;a为设计余量。
当bmax<200mm时,a=50mm;
当bmax>200mm时,a=100~300mm;
根据计算取L=1580。
(4)矫直力的计算。
矫直机弹性屈服力矩公式。

矫直机塑性弯曲力矩公式

作用在各辊子上的矫直力分别按下面公式计算:

作用在上下辊子上的压力总和公式为

(5)电机功率的计算。
矫正力矩

辊子与轧件间滚动摩擦力矩Mf的计算
辊子与轧件间滚动摩擦系数,对于钢板f=0.0002

辊子轴承中摩擦力矩Mμ的计算
辊子轴承的摩擦μ,滚动轴承μ=0.005,滚针轴承μ=0.01,滑动轴承μ=0.05~0.07,此次设计矫直辊轴承为滚动轴承,辊径d径=140mm=0.14m。
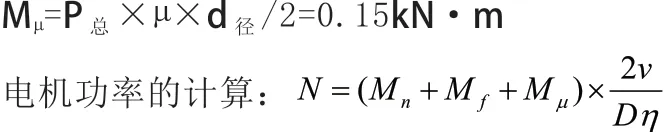
矫直辊矫直速度取穿带最大运行速度,v=30m/min=0.5m/s;传动效率η,采用电动机-减速机-万向联轴器传动时,η=0.85~0.9,有支撑辊或矫直辊中有半数以上的随动辊时,η=0.7~0.8,则电机功率:

6 结语
本文探讨了热轧平整机组中六辊矫直机的结构特点,并结合实际使用情况进行了分析,给出了六辊矫直机主要结构性能参数设计的方法,为六辊矫直机的设计提供了一定参考。当然设计方面上,也存在一些考虑不周的地方,这些都需要在今后的实践中进行完善、改进和提高。
不足与改进:如果要消除由于轧制时沿带钢宽度上局部的延伸不均,或热处理时带材冷却不均而造成的较大双向波形,应该在下述设备上进行矫正:(1)在四辊平整机的平整过程中消除;(2)在专用的拉深矫直机上进行消除;(3)在单独设置的并按板材品种严加区分的多辊式(或着带支撑辊)矫直机上予以消除。
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
低温物理学报(2022年1期)2022-10-19
电工技术学报(2022年19期)2022-10-14
科学技术创新(2022年26期)2022-09-26
钛工业进展(2022年1期)2022-03-14
电工材料(2021年6期)2021-01-02
锻造与冲压(2020年23期)2020-12-18
商品与质量(2020年23期)2020-10-09
新商务周刊(2019年12期)2019-08-08
