短纤纱高速清洁化经编生产关键技术
2022-02-15 01:47李雪娇
毛纺科技 2022年1期
李雪娇,张 琦
(江南大学 针织技术教育部工程研究中心,江苏 无锡 214122)
经编产业作为我国纺织工业中发展最快的产业之一,其产品因独特的性能、极高的附加值以及花式多样等优点广泛应用于高端服装、家纺装饰及产业用增强复合材料等领域[1]。随着经编产业结构的优化和国内外市场需求的拉动,经编服装、装饰类产品向功能化、高档化及特种规格延伸,棉、毛等短纤纱类经编产品逐步在纺织行业中脱颖而出[2-3],但由于经编机生产速度快,对纱线要求较高,短纤纱断裂强度低、延伸性差以及毛羽多等物理特性,在高速编织过程中易断纱,生产效率低下,因此,短纤纱经编高速生产成为亟待解决的问题。
“十三五”科技发展规划将短纤纱经编产品列为重点内容深入研究,以期通过原料创新进行经编产品升级。随着纺纱技术的不断创新,紧密纺纱线可以满足基本的编织要求,通过调整工艺参数,陈静静[4]在高机号经编机上开发了紧密纺纯棉针织产品,杨淳等[5]以紧密纺毛纱为研究对象,生产出薄型羊毛经编面料,但是,目前还未能实现短纤纱低成本高速生产,于是研究人员着眼于经编机械设备优化设计,通过对经编织物生产技术的创新升级,达到短纤纱经编连续高速生产的目的。德国Karl Mayer公司[6]针对短纤纱开发了一款新式张力补偿装置,采用拉伸加载弹力片取代原弯曲弹片,来稳定纱线张力。徐颖[7]提出了飞花的控制方法,将分纱筘处的毛羽通过空气流吹走,减少飞花在成圈机件上集聚,进而提高生产效率。由于短纤纱与化纤长丝的物理特性有较大不同,经局部改造经编机不能很好地保证织造效率,因此,有必要根据短纤纱物理特性,开发相应专用经编机。
本文针对短纤纱在高速经编机上织造时出现的问题,重点阐述了柔性成圈运动曲线的优化、经编电子横移控制的优化、经纱张力调控、飞花清除、疵点检测关键技术,以期对短纤纱高速经编机的开发设计提供理论参考和技术支持。
1 短纤纱经编装备高速化关键技术
1.1 柔性成圈运动曲线优化
成圈运动是经编机的核心运动,采用曲轴连杆机构代替偏心连杆机构来驱动成圈机件,不仅可以提高机器的编织速度,而且可以降低机件的震动、能耗和噪声[8]。针对短纤纱延伸性差、毛羽多的特性,需要对短纤纱进行更加柔和的加工,因此,对成圈运动曲线进行优化,图1是柔性成圈曲轴连杆示意图,通过改变成圈过程中沉降片与槽针之间的运动相位角配合,即当槽针下降进行套圈、弯纱成圈时,使沉降片提前向针背挺进,沉降片片喉提前进入作用而使得纱线在槽针下降到握持线前已完成弯纱(见图2柔性成圈针床配合示意图),降低短纤纱弯纱成圈过程中纱线与纱线间的摩擦力,使得短纤纱的弯纱张力小而柔和。
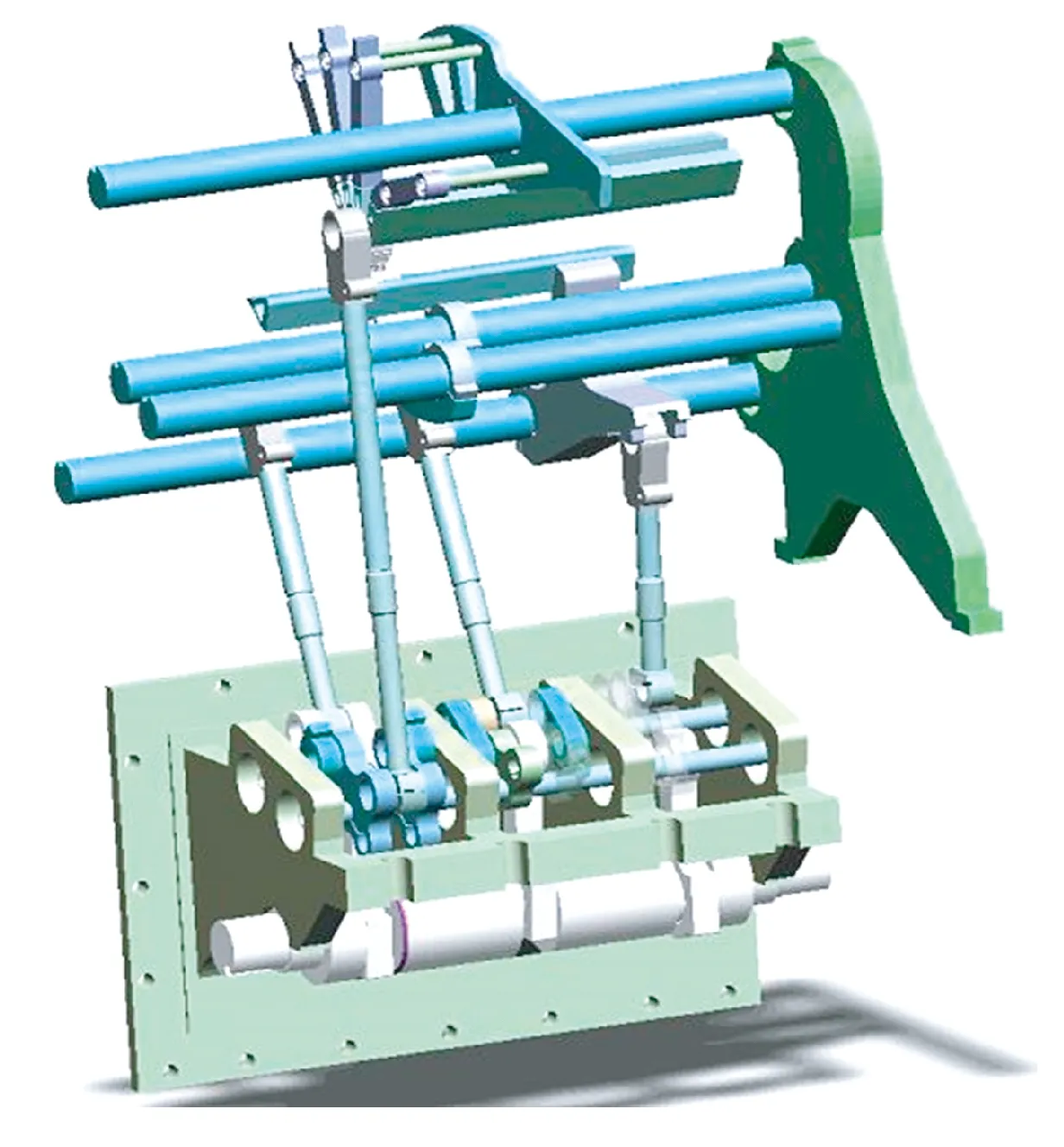
图1 柔性成圈曲轴连杆示意图Fig.1 Schematic diagram of flexible ring forming crankshaft connecting rod
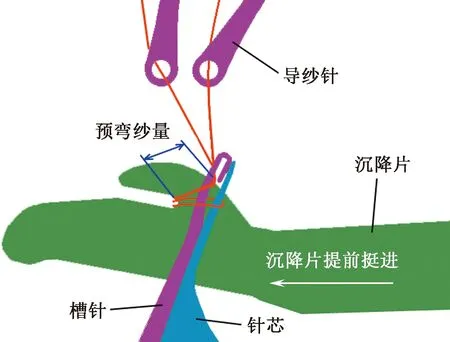
图2 柔性成圈针床配合示意图Fig.2 Schematic diagram of the coordination of the flexible loop-forming needle bed
1.2 基于滑模理论最优控制器设计
经编机电子横移系统作为现代经编机电子控制系统中核心部分,其性能决定了经编机的生产速度和稳定性[9]。在经编机每一横列编织过程中,导纱梳栉需要完成针前、针背2次横移运动,在此过程中,导纱梳栉快速摆过织针平面时不允许擦伤纱线,因此导纱梳栉得横移运动表现为“运动—静止—运动—静止”,而梳栉横移时间段极为短暂,导致梳栉一直处于频繁的加减速运动状态,电子横移系统易受到外部机械振动干扰,影响横移系统性能。
目前经编伺服控制系统中普遍采用比例积分微分(PID)控制,传统的PID控制方法虽然算法简单,可靠性较高,在目标参数不变且无外界干扰的情况下,系统具有很好的动静态性能,但是在电动机内部参数发生变化或外界干扰过大时,均会对横移系统的性能产生影响[10]。为克服参数设置以及机械部件之间的平行度、紧密度等因素对电子横移系统的精度以及稳定性的影响,在原有的控制理论基础上,引入滑模控制理论,以提升横移系统的鲁棒性。滑模控制是一种解决非线性系统问题的综合方法,对系统数学模型要求不高,能自适应系统参数变化、内部摄动以及外界环境干扰。滑模变结构最显著的特点就是滑动模态的存在使系统一旦进入滑模阶段,系统的运动都能保持在切换面或其领域上,合适的滑模面可以使系统快速达到稳定[11],因此,以线性最优控制设计为基础,结合滑模控制理论,通过对合理滑模面进行设计,既可以保证最优线性控制的快速响应性和良好的跟随性,也具有抗干扰性,能有效提高伺服系统的稳定性[12]。
1.3 自适应式张力调控技术
在经编成圈过程中,各成圈机件相对位置不断变化,使经纱消耗量与纱线供纱量之间产生差异,导致经纱张力波动较大。为了稳定经纱张力,通常经编机设有弹性张力杆进行经纱张力补偿。弹性张力杆补偿装置在经纱张力的作用下发生形变,并能依靠自身的弹性作用恢复,但是由于短纤纱自身的力学性能限制,不能承受过大的张力,因此,弹性张力补偿装置已不适用于短纤纱高速经编织造。
经研究[13]发现,在每个成圈周期中,导纱梳栉针前、针背横移运动对经纱行程的变化是经纱张力波动的主要因素,其中导纱梳栉针前横移阶段经纱张力波动产生最大峰值,导纱梳栉针背横移阶段经纱张力波动产生第二大峰值,且经纱张力波动幅值曲线呈现较为对称的形态。
自适应张力积极调控技术基于弹性张力杆补偿方式进行升级,将被动补偿改为主动调控,通过伺服电动机驱动张力杆的摆动方向和摆动位置,改变经纱分纱梳到导纱针的必须长度,减小经纱张力波动。自适应张力调控工作原理是根据经编机针前、针背横移角度区域,结合当前主轴转速与对应横移角度区域内不同的垫纱数码,可知成圈周期内经纱的平均消耗速度与张力峰值消耗速度之间的差距。通过主动控制张力杆位置与角度的变化,在纱线上精准施加与横移垫纱运动造成的反向作用力,以自适应相同机型不同机速与不同工艺下的张力控制要求[14]。实现纱线张力峰值削减、波动减缓的动态调控效果,有效解决高速经编成圈过程中,因经纱张力峰值过大和张力波动加速度过大,而造成对短纤纱的弹性系数和断裂强度要求过高的问题,具有良好的实用性,并促进经编机机速的进一步提高。
2 短纤纱经编装备清洁化关键技术
在经编织造过程中,经纱经过多道导纱机件及平行排列的纱层间摩擦易使短纤纱表观毛羽脱落形成飞花,飞花会滞留在成圈区域或机器间隙中,不仅阻碍经纱顺利穿过成圈机件,还会影响成圈机件的使用寿命,此外,大量的飞花也会对工人的健康造成危害,因此,飞花是阻止短纤纱在经编广泛应用的巨大障碍,在经编机上增加除尘装置及时除去经编织造过程中产生的飞花极为重要。由于经编机自身结构复杂,可改造空间狭小,无法安装巡航式除尘装置,因此,选择对产生飞花最多的区域进行除尘。
经研究[15]表明,短纤纱经过导纱针时,发生剧烈摩擦行为,导致毛羽在导纱针处脱落形成大量飞花,因此,在成圈区域搭建短纤纱飞花清除系统,该系统包含吹风系统和吸风系统,如图3所示。通过在经编机织针针床、针芯床和沉降片床上开孔,并与负压风机相连形成吹风系统,同时在成圈区域沉降片床的后侧安装吸风装置,与吹风系统配合形成气流,可将成圈编织过程中短纤纱与导纱针、织针和沉降片摩擦形成的飞花及时清理[16],有效地解决了短纤纱经编成圈过程中飞花聚积于成圈区域的问题,实现了短纤纱高速经编的清洁化生产。
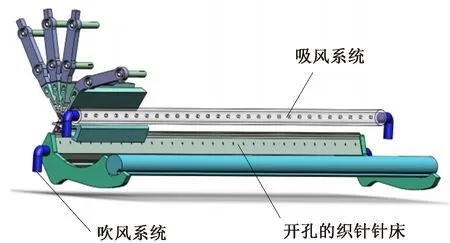
图3 短纤纱飞花清除系统Fig.3 Spun yarn fly removal system
3 短纤纱经编装备智能化关键技术
疵点检测是提高短纤纱经编产品的保障。由于短纤纱相对于化纤长丝在经编织造过程中更容易产生疵点,且经编生产速度快、织物结构复杂,短纤纱经编织物的疵点分辨技术难度大,因此,采用机器视觉对布面疵点进行自动检测。短纤纱针织物疵点检测系统如图4所示。
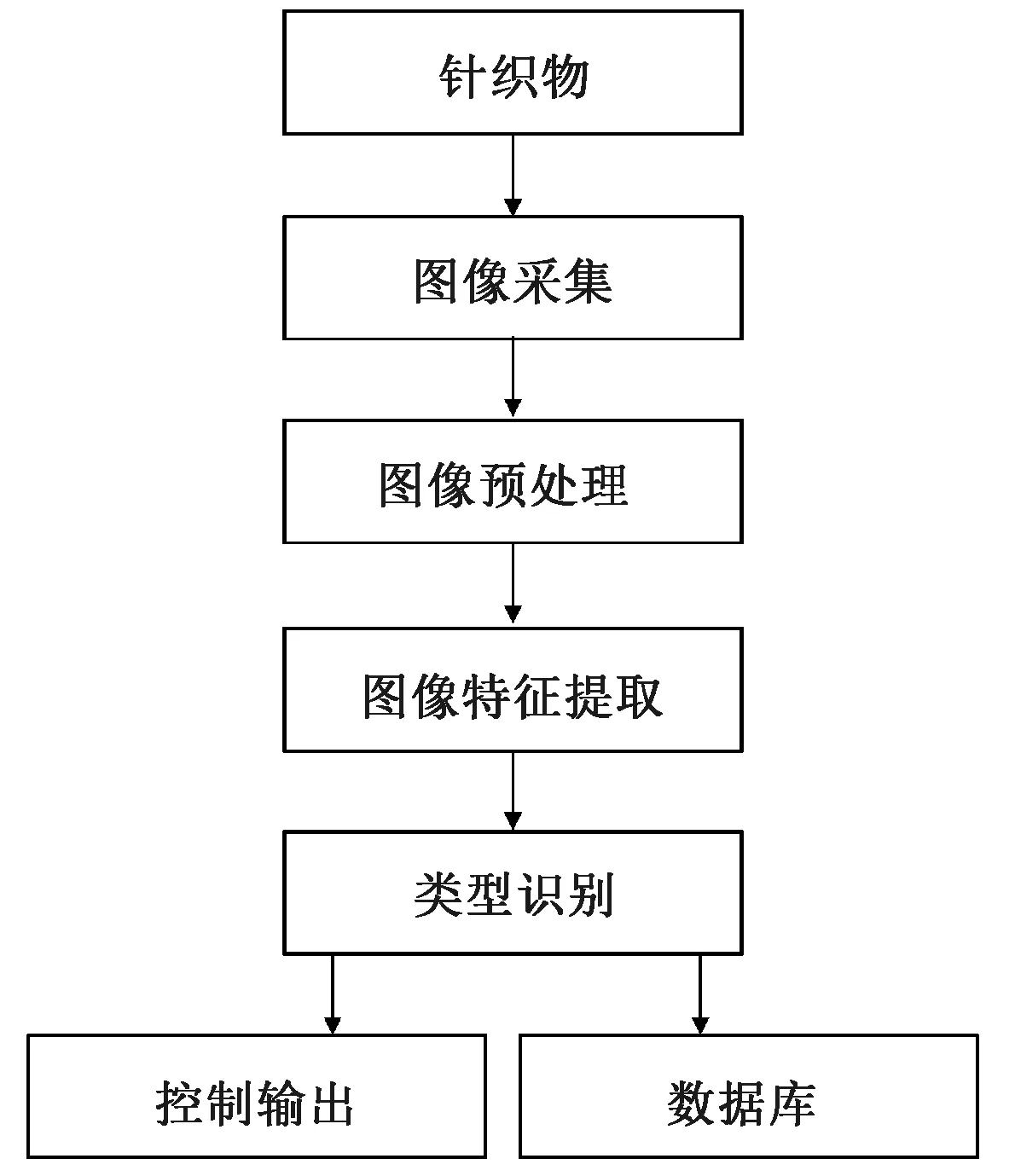
图4 短纤纱针织物疵点检测系统Fig.4 Short fiber yarn knitted fabric defect detection system
为了在大量毛羽背景下高效识别高噪声和低弱强度的疵点信号,首先,通过对机上织物进行图像采集获取无疵点织物图像,构造无疵点图像Gabor滤波器,提取出滤波参数进行优化处理,然后根据上一阶段获取的参数建立Gabor滤波器,对待检测织物进行Gabor卷积滤波,将织物图像进行粗鉴处理,对于明显无异常的图像将予以舍弃,对可能存在异常的图像才进行下一步精鉴数据处理,这样可以明显提升织物监测图像的处理速度。再针对存在织疵的图像数据进行进一步数据处理,通过分层特征提取等图像特征处理算法,提取织物疵点的图像特征准确识别出织疵类型,同时给出织疵类型代码[17-18]。最后若确认为织疵,则据此执行报警或停车,并在管理层显示织疵位置信息。将经编机作为网络终端,把织物疵点在线快速检测系统与经编生产管理系统集成,便于生产管理。为了更加准确地识别出各种织疵类型,建立全面的织疵种类特征数据库,实现织疵种类学习与积累的智能化处理。使用神经网络架构的自学习软件算法,建立实时更新动态经编织物疵点图像库,以提高疵点识别的精度和速度,通过网络接口连接至服务器进行定期上传,自动统计织物疵点并且分析疵点产生的原因,优化生产工艺参数,进而减少疵点产生的可能性,最终实现经编织造过程中的产品质量智能监控和经编生产的网络化管理[19-20]。
4 结束语
本文基于短纤纱的物理特性对经编装备进行技术优化,短纤纱在经编机上高速编织是一项系统性工程,结合短纤纱高速编织时出现的问题,将纺织技术与控制技术、机械技术、计算机技术和网络技术等多学科结合与交叉,提供了相应的解决方案。经编装备通过成圈运动曲线优化、经编横移控制优化、经纱张力控制、飞花收集以及疵点检测等关键技术改进后,短纤纱可以在机速为1 200~1 800 r/min的经编机上高效编织,实现短纤纱经编高效、清洁、优质生产,这对我国经编行业可持续发展有着深远而重大的意义。
猜你喜欢
中国德育(2022年12期)2022-08-22
中国典型病例大全(2022年10期)2022-05-10
少儿科技(2022年4期)2022-04-14
动漫界·幼教365(大班)(2022年4期)2022-03-26
散文选刊·下半月(2020年2期)2020-04-01
中华诗词(2018年4期)2018-08-17
中国纺织(2015年12期)2016-01-22
中国纺织(2015年1期)2015-03-19
学生天地·小学低年级版(2014年12期)2015-01-17
中国纺织(2014年7期)2014-10-17