新型折叠双鱼尾式型腔宽幅胶片挤出模
2022-02-19 09:20石莹莹闫普选王梦沂
科学技术创新 2022年1期
石莹莹 闫普选 王梦沂*
(桂林电子科技大学,广西 桂林 541000)
1 前言
输送带产业的发展主要依赖于煤炭、钢铁、水泥、港口、矿山、电力等行业的发展, 近年来我国国民经济持续、快速发展, 带动了这些产业不断拓展, 从而为输送带行业带来了良好的发展机遇, 输送带产品进入了快速发展期。[1]输送带宽幅胶片一般采用压延机压延方法生产。压延工序中,由于产品存在堆积胶,压出的胶片中易夹带气泡,胶片表面常有鱼鳞纹,且胶片厚度尺寸误差较大。
在经济全球化发展之下,要想于国际接轨、满足国际需求,还应不断优化橡胶输送带生产水平[2]。因此针对宽幅橡胶胶片生产时的不足,本团队提出新型折叠双鱼尾式型腔宽幅胶片挤出模的设计。
2 模型参数确定
宽幅挤出模是整个宽幅挤出压延系统的核心部件。因覆盖胶胶片当前主流设计尺寸在宽度方向大于2.2 米,使得单鱼尾式挤出模在机械铸造和流道分流设计方面面临巨大困难。基于此问题,目前有两种挤出模的设计策略,包括双鱼尾式挤出模成型段流道并联拼接型和L 型挤出模,前者两套挤出机增加了制造、机电协同设计、生产调节及维护的成本,后者挤出宽度较大时上、下模铸造和胶片断面宽度上熔体挤出速率调控均较困难。
2.1 CAD 模型建立
基于此,本团队提出折叠双鱼尾式型腔宽幅胶片挤出模设计,建立CAD 模型如下。可确定技术方案为宽幅胶片挤出模合模状态下,上下模之间形成有前部的分流器容纳腔(5)和后部的V 型流道腔(8)(9)。
设计确立分流器容纳腔中夹持固定有分流器(3),分流器前部内设置有圆形盲孔腔(4)。(图1)V 状双鱼尾型流道腔(6)的后端又连通着V 型流道腔的前端,即图2 中加黑加粗虚线处。而V 型流道腔的后端通出上模和下模的后端面成为模具挤出口(箭头②),所述圆形盲孔腔的前端连通上模和下模前端面上开设的挤入口(箭头①)。
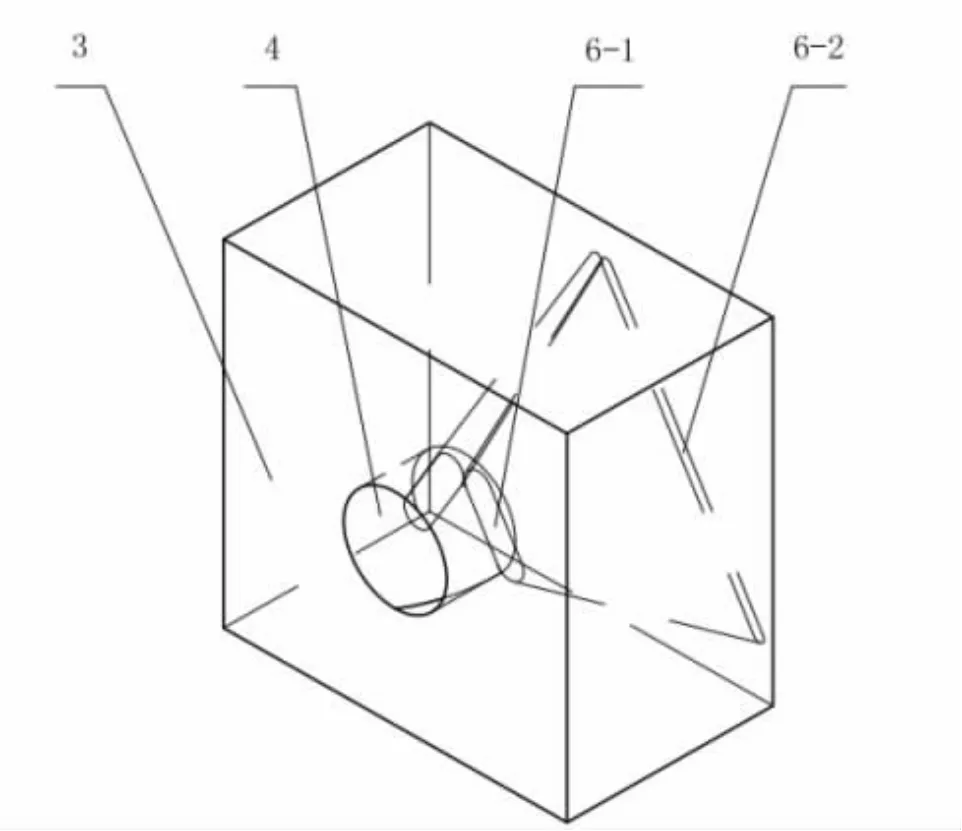
图1 新型折叠双鱼尾式型腔宽幅胶片挤出模分流器
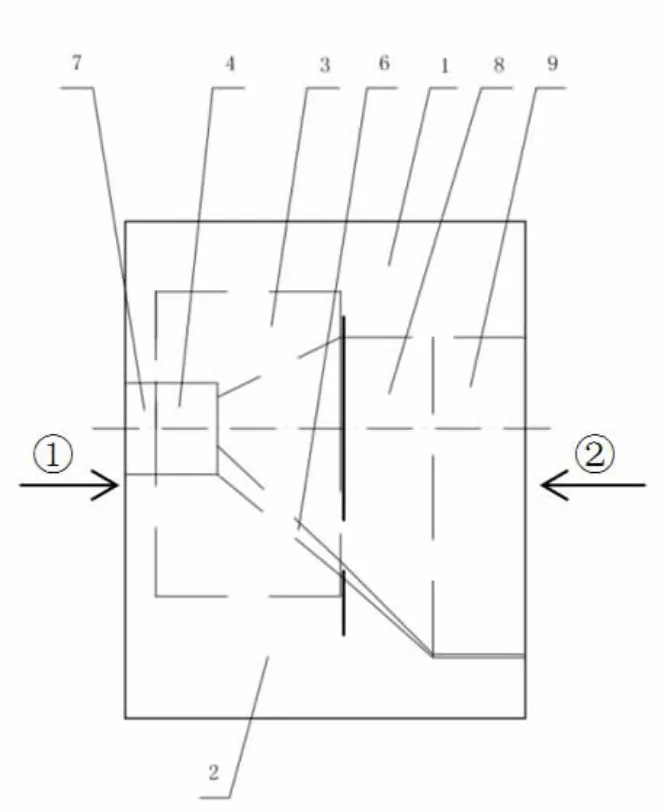
图2 新型折叠双鱼尾式型腔宽幅胶片挤出模
将挤出模上下模成型轴侧效果图单独呈现如下。图3 的上模展现出挤入口半圆孔(7-1),分流器容纳腔(5)以及V型块(10)。图4 的下模展现出挤入口半圆孔(7-1),分流器容纳腔(5)以及V 型槽(11)。
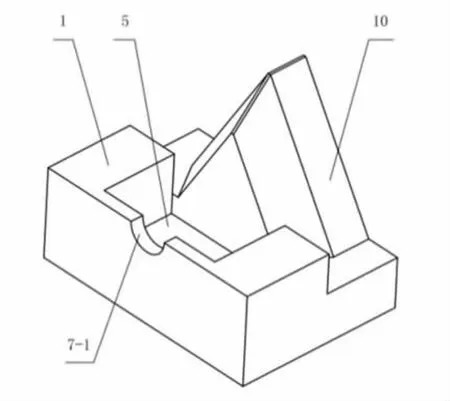
图3 新型折叠双鱼尾式型腔宽幅胶片挤出模上模结构
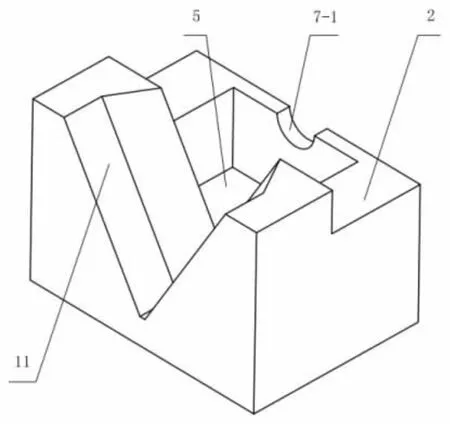
图4 新型折叠双鱼尾式型腔宽幅胶片挤出模下模结构
图号标识:1、上模;2、下模;3、分流器;4、圆形盲孔腔;5、分流器容纳腔;6、V 状鱼尾型流道腔;6-1、短流道槽;6-2、长流道槽;7、挤入口;7-1、半圆孔;8、喇叭状V 型腔;9、直线状V 型腔;10、V 型块;11、V 型槽。
2.2 三维模型建立
Solid Works 主要是通过特征来建立三维模型的。特征是各种单独的加工形状,通过将不同的特征整合在一起,可以形成各种不同形状的三维模型。[3]该挤出模模型建立使用SolidWorks 软件,通过尺寸分析,进行数据建模。
通过数据分析,确定挤出模挤入口的直径为300mm,分流器外观确定数据为600mm×1000mm×1000mm,上下模容纳腔处尺寸为450mm×600mm×1000mm。
再通过Cinema 4D 三维设计、渲染软件,进行模型的外观优化,为后续软件模拟建立基础。
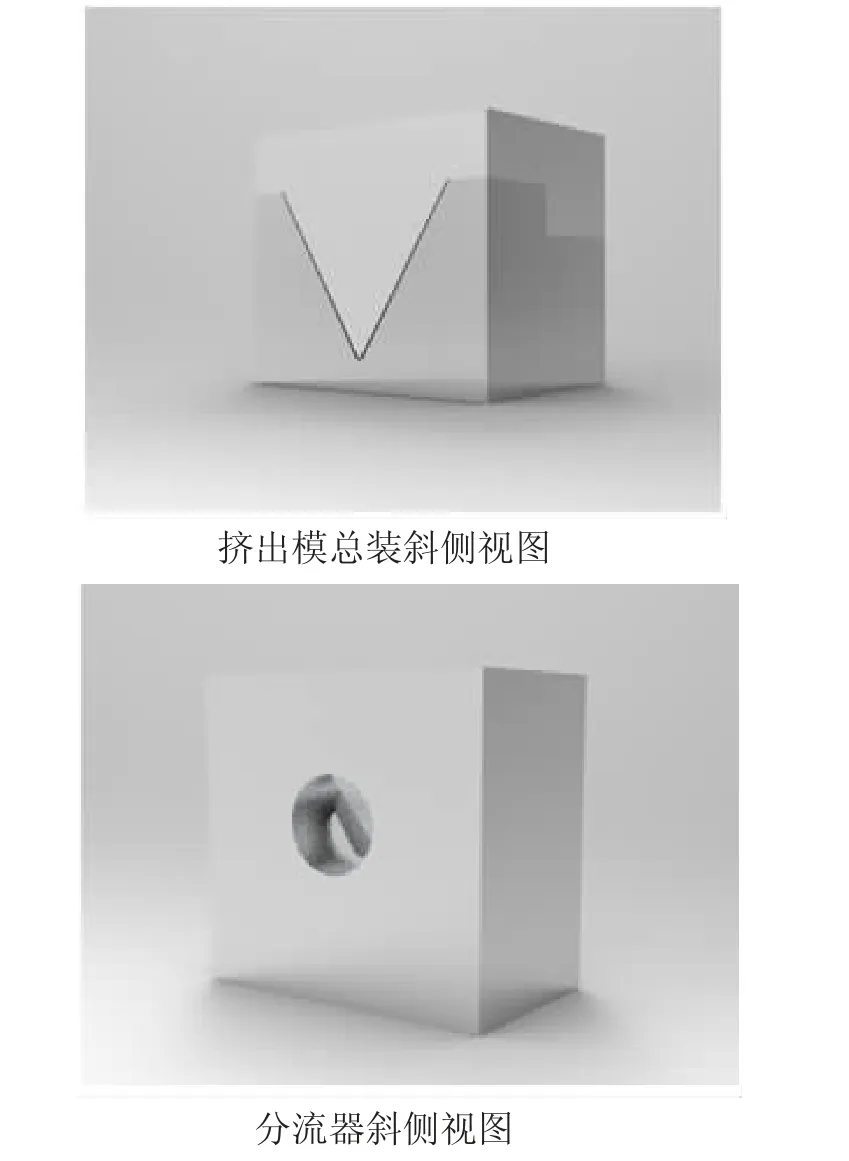
图5

表2
2.3 模型流道分析
挤出模流道设计是在入口预成型段设计为喇叭状向外张开式的V 型折叠结构式,再延伸至成型段,在成型段呈现直线型V 型状。根据模拟分析及数据结果,将V 型中心线夹角定为62°,有限度地降低了模具在宽度方向上的尺寸。而由于双鱼尾式挤出模的并列折叠方式,可避免在使用双挤出系统协同工作以及工艺调整的困难。
但双流道腔宽幅机头的设计难点在于左右流道腔的结构必须能够满足胶料在流道腔内就实现可靠地结合,并且在流出口型时,沿宽度方向的速度误差不大于5%,才能生产出合格的胶片,故流道的设计精度要求非常高。[4]因此在设计过程中,三维设计是必不可少的一个环节,再通过计算机软件模拟仿真,改正修正流道结构,力求达到理想状态。最终确定设计挤出模双鱼尾式末端流道长度为1245mm,宽度设计为8.5mm。
物料在圆形入口流入时,流经双鱼尾式结构,渐渐均匀地填满流道,物料运动更为均匀,直至流道填充完毕,再保压成型挤出,最后通过铺展、延压,根据挤出模双鱼尾各边两处流道的长度及宽度合理安排生产线机器,从而获得所需厚度和宽度的宽幅胶片。
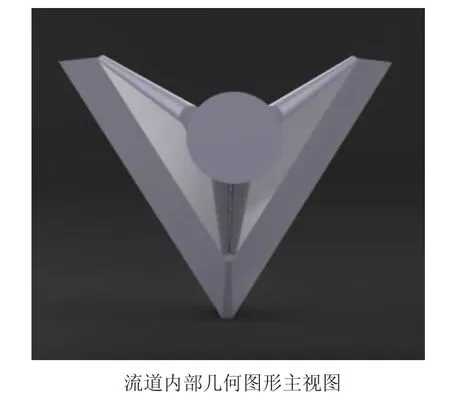
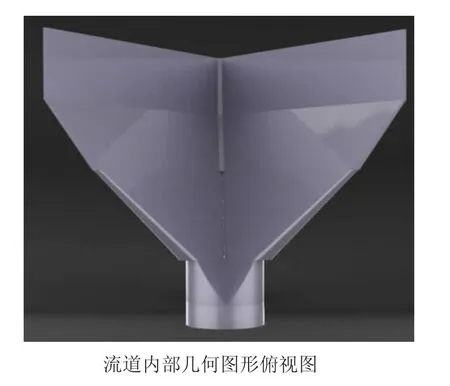
图6
通过SolidWorks Flow Simulation 插件,可分析流体流经流道情况,进行挤出过程的模拟仿真。而SolidWorks FloXpress 为第一关定性流量分析工具,可洞察SOLIDWORKS 模型中的流体流动。使用工具SolidWorks FloXpress 进行模拟结果的最终确认。假设数据进行流体模拟分析如表1、2,图7、8 所示。可根据流体容积流量比、环境压力等类型,输入数值,由Solidworks Floxpress 分析出现的流体图像。可看出流体分布均匀,压力大小差别并不大,因此双鱼尾式V 型型腔在流体流入时,可均匀填充内部结构,不会造成成型胶片厚度分布不均或者局部粗糙等产品问题。

表1
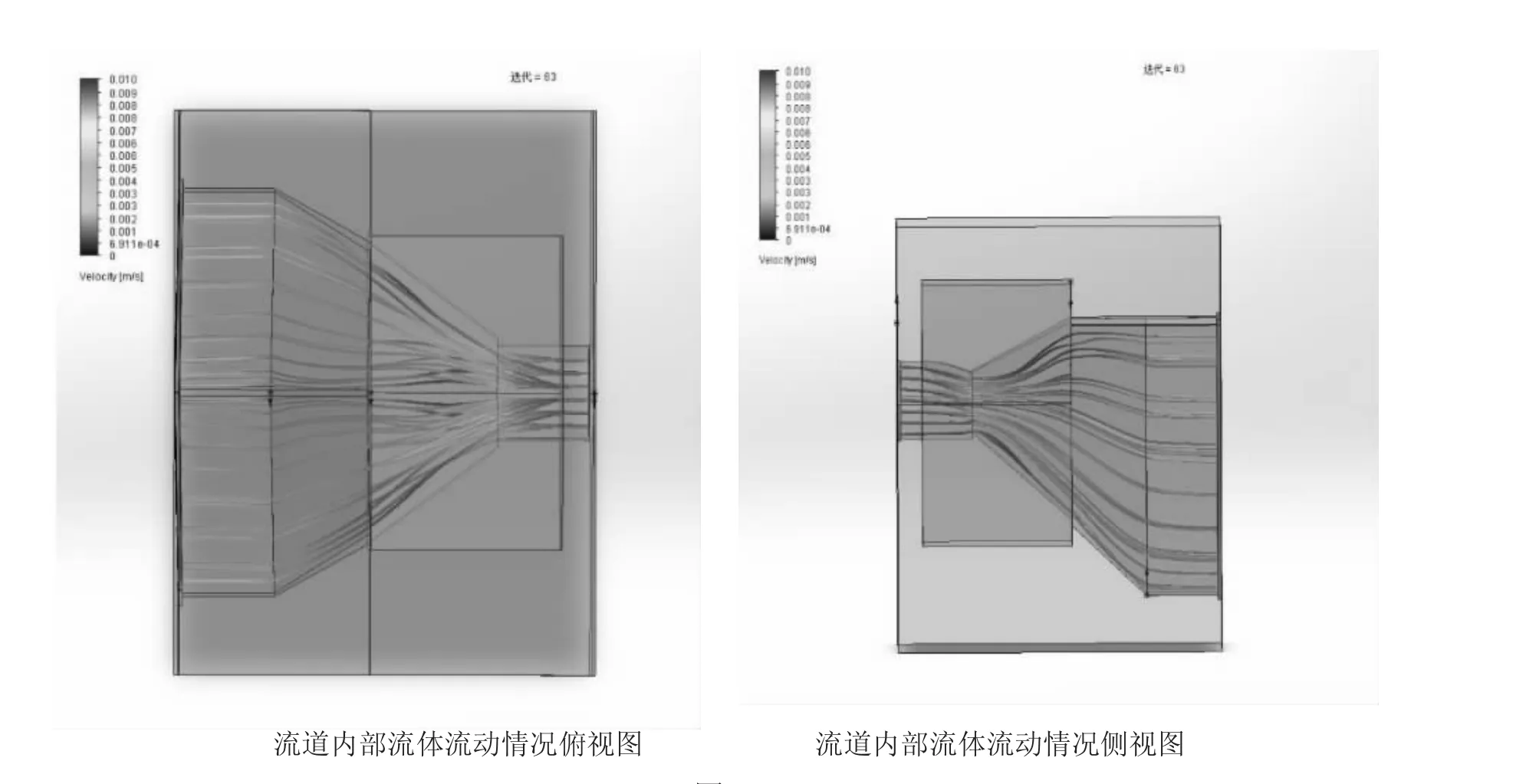
图7
3 结论
当橡胶熔体流经V 型双鱼尾式挤出模,将其铺展及压延后,便可得到所需厚度及宽度的宽幅胶片制品。且流体流经双鱼尾式型腔时,由于结构的合理设计,可使得流体均匀分布,均匀挤出,使得生产出的宽幅胶片制品拥有精巧的外观及优良的品质。
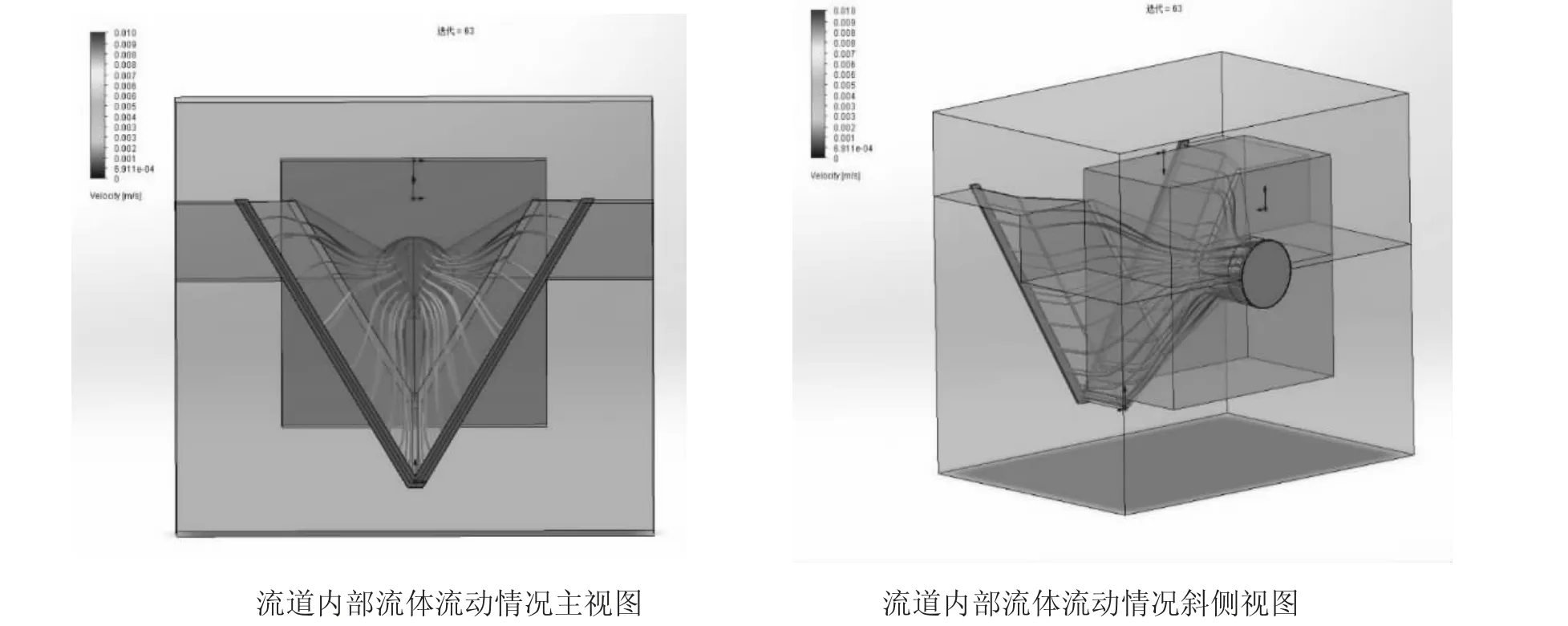
图8
随着我国橡胶片材应用面的不断扩大, 对于幅宽2 000 mm 以上的片材需求日益迫切, 特别是巨型工程轮胎、防水卷材和运输带等领域。[5]因此需要能提供足够宽度长度的宽幅胶片的生产机器。成型段流道并联拼接型的双鱼尾式挤出模在很大程度上可缓解这种迫切的市场需求。
猜你喜欢
军民两用技术与产品(2022年6期)2022-08-06
航天返回与遥感(2022年1期)2022-03-09
装备维修技术(2020年8期)2020-11-20
东坡赤壁诗词(2020年3期)2020-07-04
江南诗(2020年3期)2020-06-08
儿童故事画报(2018年9期)2018-10-23
数字技术与应用(2018年1期)2018-03-29
新农村(2017年20期)2017-09-28
少年文艺(2015年6期)2015-05-28
卷宗(2013年10期)2013-10-14