
一种铣床安全系统的设计与制造
2022-02-22 23:59庄文肖敏蒋轩航
科技信息·学术版 2022年7期
庄文 肖敏 蒋轩航

关键词:铣床;撞刀;测距技术;电子安全系统
中图分类号:TH122 文献标识码:A
0 引言
在“智能制造2025”政策的号召下,越来越多的工科类院校都开展了工程训练实践教学课程,铣削是学生工程训练金工实习必须掌握的基础技能。对于规模化的金工实习,实习周期短,教学任务重,学生人数多,大多数学生第一次接触到机械加工设备,还没有形成良好的安全操作意识和使用规范,经常由于操作失误或者不规范,发生撞刀事故。撞刀事故不仅影响机床精度还危及人身安全。因此,有效阻止撞刀事故的发生,一直是数控机床技术人员重点思考的问题。
铣床撞刀事故是指铣床在进给过程中,铣床上的刀具或刀柄与工件或者机床其他部件发生碰撞。目前,铣床加工过程中的防撞刀措施主要是通过操作者人工控制。能否确保铣床使用安全,完全需要通过熟练操作者来加以控制。
针对目前现存技术的不足,本文拟对铣床安装一套电子安全系统。该系统可以有效阻止铣刀与工件间的碰撞,当检测到刀具与工件距离在警戒范围内,且刀具朝工件快速移动时,判定为即将发生撞刀事故,此时电子安全系统会阻止铣床继续进给运动,可避免撞刀事故的发生,实现提前预防、防患于未然,对于维护机床的精度和实训人员的安全具有重要意义。该系统具有高安全性、高精度、应用范围广、低成本等优势,且设有自动检测程序,进一步提高系统的准确性。
1撞刀的主要原因
普通铣床都已添加限位开关,从而防止铣床在切削过程中出现超程的撞刀事故。但在实际切削加工情况下,由于工件尺寸及位置不同,限位开关无法有效保证设备安全。操作人员操作不当撞刀问题仍无法避免。
1.1工件与刀具安装
工件的定位装夹、装夹不牢是实训中学生容易出现的问题,工件夹紧力不够会使工件在加工过程中震动、翻转甚至掉落;刀具夹紧力不够会使刀具在加工过程中松动或掉落。
1.2操作不当
学生在铣削过程中,需要使用快速进给,提高加工效率。当刀具快与工件接触时,没有及时停止快速进给,导致刀具与工件发生碰撞。在深槽切割或切断时,进给速度过快、没有设置合理的退刀槽及排屑不顺都会导致刀具挤压变形或断裂。
2安全系统的设计
根据以上铣床撞刀原因分析,提出设计一种铣床电子安全系统的思路。该系统主要由STM32单片机控制模块、测距模块、铣床运转模块和电源模块四部分构成。其中单片机的型号为STM32F103RCT6,测距模块主要为激光测距传感器,用单片机控制激光测距传感器,可
用来构成安全系统,既能测量刀具与工件间的距离,又能判断刀具与工件的相对位置。
在铣床的床身上安装测距传感器,铣床快速进给过程中,根据刀具与工件的距离实時反馈给单片机,再发送给系统,测距传感器可将信息传输给铣床的显示屏上。
3 主要模块的介绍
3.1 STM32单片机控制模块
STM32单片机是一种微型控制器,是电子安全系统的核心部分,它控制安全系统的基本功能设定和数据的接收、存储、分析及状态信息的传输通信、输出、显示等功能。该系统选用STM32F103RCT6单片机,具有高性能、低能耗、低成本的特点。它具有ARM32位Cortex-M3 CPU;最高工作频率为72MHz;8个16位定时器(2个基本定时器,4个通用定时器,2个6通道高级控制定时器);2个I2C接口(SMBus/PMBus);5个USART接口(ISO7816接口,LIN,IrDA兼容,调试控制);3个SPI接口(18Mb/s),2个和I2S复用;片上集成256KB的FLASH存储器、48KB的SRAM存储器。完全能够满足对系统的控制,较大程度上简化了电路的设计。
安全系统中STM32单片机的主要控制程序的主要任务在于对数据的接收、存储、分析以及对安全系统中进给电机的控制。系统启动,开始接收测距传感器传输的数据并存储数据,再与系统中预设的范围值进行对比,然后对铣床是否会发生撞刀事故进行判断。
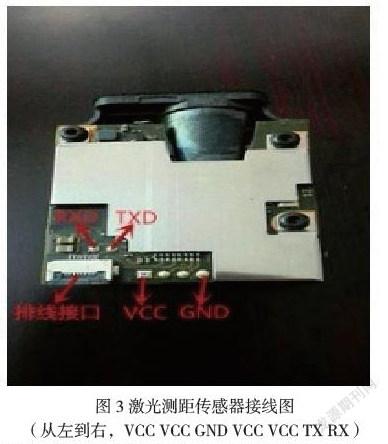
3.2测距模块
单片机利用串行通讯向激光测距传感器发送测量命令,传感器接收此命令后发射一束光信号,经刀具和工件反射回的光信号在传感器内部被转换为一序列号码,若成功返回正确代码,再经单片机分析处理,当所测得的数据处于系统危险范围内时,即被判定会发生撞刀事故,系统自动发出警报信息并停止铣床运动。
3.3铣床运转模块
测距传感器安装在机床床身上。铣床运转模块主要功能是利用单片机和输入机床的程序共同控制铣床在进给过程中的运动,包含自动检测程序,达到及时预算到撞刀事故的发生,并下达相应命令。同时利用可编程控制器改造铣床控制线路,采用继电器控制电路。改造后,可减少机床故障率,并能简化主传动控制系统硬件电路,系统运行可靠,降低了控制电路的复杂程度和维护难度,同时提高了生产效率。
3.4电源模块
电源模块也为供电模块,该系统利用开关电源,将220V电压透过不同形式的架构转换为铣床系统所需的5V电压。开关电源的滤波效率比线性稳压电源高500倍左右,具有低能耗、质量轻、稳压范围广、纹波小的特点。
4缺陷及改进
在设计过程中,该铣床安全系统遇到的困难及解决方案:
(1)电源模块原本采用阻容降压,体积小、成本低,缺点是没有隔离,有触电风险,不能用于大功率负载,同时不适合容性、感性和动态负载等,不利于保障操作者安全,可采用电源开关解决,不需要使用笨重的公频变压器,滤波效率高,存在隔离,无触电风险。
(2)铣床运转模块中,打算将单片机嵌入到铣床系统里,使用单片机与铣床直接通讯,但发现不同型号的铣床的程序不一,需要为每一种型号去设计相应的程序,且稳定性无法得到保证,开发难度较大,故采用继电器控制,使用继电器直接切断铣床的电源或控制铣床急停的开关,开发难度小,且对大部分型号的铣床都通用。
(3)在测距模块中,超声波测距传感器与激光测距传感器皆能达到测量目的。超聲波测距传感器具有高频率的特点,1秒达到100次以上,但精度低(1-2cm误差);激光测距传感器有较高的精度(1-2mm误差),稳定性好,缺点是频率低,精度容易受静电影响。对比之后,该系统应用高精度的激光测距传感器,并且利用金属外壳解决静电问题。
通过以上问题的解决,一套较为成熟的铣床电子安全系统设计完成。通过实践后发现该安全系统仍存在一定问题有待改善,如铣床在运行过程中产生的振动会对传感器的测量精度和系统的稳定性有一定影响,有以下几个解决方案:
(1)传感器不固定在铣床上,而是安装在铣床周围的地上,使用支架固定,但是对测量精度仍有影响。
(2)使用一些缓冲的装置来减小系统的振动带来的影响,如使用橡胶等较软的物质填充,或者模仿洗车的减震系统(液压,弹簧)。
(3)使用类似手机摄像头的方案,使用云台稳定器,能大幅度保证系统的精度,但技术要求高,且会大幅度增加成本。
5 结语
数控铣床的撞刀一般发生在学生实训及新工件的试切过程中。该电子安全系统的设计主要应用在高校实训教学中,改装方便,只需安装测距传感器并输入系统程序即可。通过测距传感器的信息收集及单片机的信息处理,增加了自动检测程序;通过系统控制,及时制动进给电动机并报警,在确认没有其他危险因素的前提下,使机床复位即可解除警报,避免铣床发生撞刀事故,不会对机床的正常加工产生任何的影响。该系统的操作简单,实用性强,进一步解决了数控铣床教学过程中初学者在操作不熟练的情况下易发生撞刀的问题,同时节省了刀具的损耗量和机床的维修费用。该铣床电子安全系统给解决大型机床的安全问题提供了一种全新的思路,对以后的机床安全系统的设计有参考意义。
参考文献:
[1] 郭士义.数控机床故障诊断与维修[M].北京:机械工业出版社,2010.
[2] 张浩峰.数控铣床实训过程中易出现撞刀原因分析[J].淮北职业技术学院学报,2016,15(05):51-54.
[3] 王建军,唐嘉,高昕等.提高深空异步激光测距精度方法研究[J].飞行器测控学报,2011(6):87-90.
[4] 闫赫.激光测距传感器的原理分析及应用[J].湘潭大学自然科学学报,2013,35(04):101-104.
作者简介:
庄文(2000-),男,汉,广东揭阳人,本科在读,研究方向:机械制造及自动化
肖敏(2000-),女,汉,湖南永州人,本科在读,研究方向:材料成型及控制工程
蒋轩航(2000-),男,汉,湖南永州人,本科在读,研究方向:微电子科学与工程
