
一种适用于军用飞机总装的产品质量先期策划流程研究
2022-02-22 09:00杨二豪刘玉松黄吉传宿明蒋德成
航空工程进展 2022年1期
杨二豪,刘玉松,黄吉传,宿明,蒋德成
(1.中国航空工业集团有限公司成都飞机工业(集团)有限责任公司,成都 610092)
(2.空军装备部驻成都地区第一军事代表室,成都 610092)
0 引 言
产品质量先期策划(Advanced Product Quali⁃ty Planning,简称APQP)是基于戴明20 世纪50 年代提出的质量策划原理建立起来的,由美国克莱斯勒、福特和通用汽车发起,主要为制定产品质量策划提供指南,用以支持顾客对产品的期望和要求。APQP 手册自1994 年发布至今,作为质量体系管理工具被汽车行业普遍使用,是ISO/TS 16949 实施过程中的五大核心工具之一。然而,APQP 在航空制造领域起步较晚,长期以来没有一套广泛使用的质量管理工具集来落实质量体系要求,直 至2014 年,国 际 航 空 航 天 质 量 组 织(IAQG)结合航空产品小批量、高成本、长周期、严监管的特点,编制出适合航空制造领域的APQP国际标准。
APQP 在民用航空领域已推广应用多年,国外,空客公司于2013 年开始在A330、A320、A350等多个型号全面推行APQP,其中,A320 neo 的实施效果显示其不合格品降低了30%。霍尼韦尔公司于2014 年开始实施APQP,实现2018 年平均PPM(Parts Per Million)水平相比2013 年下降了78%。其他如UTC、罗罗等先进制造企业推进IAQG 制定并发布了9145 标准《APQP & PPAP 要求》,推动APQP 在航空制造业和国防组织中应用。国内,罗凌对IAQG-APQP 流程进行了修改和重新设计,并在B787-8、B737MAX 等民用飞机的机体结构件新产品开发中全面应用,提高了生产速率;翟学聪介绍了APQP 的应用流程和控制要点,并将APQP 与工程项目工作分解结构(Work Breakdown Structure,简 称WBS)进行比较,认为APQP 更适用于民用航空器研发。
基于此,本文依托国内某军用飞机主机厂APQP 试点项目,结合军用飞机总装阶段实际特点对 IAQG 发 布 的 IAQG-SCMH Section 7.2:APQP Guidance Material进行 适 用 性 改 进,提出适用于军用飞机总装阶段的APQP 流程应用标准和指南,用以规范军用飞机总装阶段的质量体系管理工作,以期促进质量要素真正融入工艺生产流程,实现优质、高效、低成本的交付目标。
1 核心内容
目前,某主机厂军用飞机总装阶段质量管控存在三方面问题,其一,质量管控要求与业务流程脱节,质量目标难以落地;其二,重视实物质量处置、轻视质量先期策划,过程成本较高;其三,缺乏规范、严谨的质量过程控制与评估方法。因此,军用飞机总装阶段APQP(Military Aircraft Final As⁃sembly APQP,简 称MAFA-APQP)将APQP 明确定义为高效的项目质量管理工具,应用场景为新工艺流程创建或现有工艺流程需要优化时,通过APQP 结构化、系统性方法以及风险预防思维模式,降低产品质量策划的复杂性,在工艺流程设计前期能充分暴露缺陷以便消除,或者利用预防原则避免质量问题发生,减少量产时工艺变化或可能带来的质量损失成本,包括非增值时间损耗、交付滞后和经济损失。
1.1 MAFA-APQP 模型
国际航空航天质量组织APQP(International Aerospace Quality Group APQP,简 称 IAQGAPQP)根据业务活动(指产品研制相关业务部门开展的质量活动)特点将质量要求纳入到策划、产品设计与开发、工艺设计与开发、产品与过程确认、生产使用与交付后服务共五个阶段。结合军用飞机研制特征构建产品研发与制造流程模型,集成产品研制流程、APQP 阶段、里程碑要素等,包含沿供应链从产品概念到生产服务,如图1所示。该模型属于典型的V 模型,具有至顶而下设计、至下而上综合的特征,另外,APQP 各阶段在时间上存在输入输出关系的重叠,体现了同步工程方法。军用飞机总装属于制造阶段,因此,MAFA-APQP 主要且直接与第三阶段、第四阶段紧密相关,其中,第三阶段要求建立健全总装生产流程并明确过程控制方法,第四阶段要求验证总装过程能够以要求的生产节拍交付合格产品。
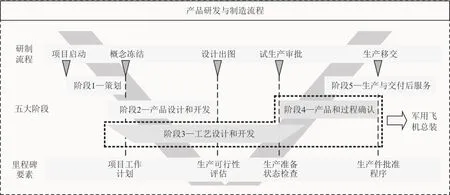
图1 产品研发与制造流程Fig.1 Product development and manufacturing process
MAFA-APQP 实施需要整个组织的管理驱动,其有效运转离不开三个主要支柱,即领导层决策与支持、跨职能团队、业务活动及评估计划,如图2 所示。

图2 MAFA-APQP 模型Fig.2 MAFA-APQP model
领导层决策与支持强调理解并保证项目目标,提供资源支持,激励团队提升等;跨职能团队强调项目推进需要多专业、多部门协同配合,促进质量要求在各个环节有效传递;业务活动及评估计划强调项目实施的各阶段有明确的时间进度表,并持续监控、移除风险。在三个支柱中领导层作用尤为重要,文献[13]指出,质量产生于高层,质量只有在高层管理指导下,才能做得最好。
习近平总书记强调,推动传统媒体和新兴媒体融合发展,要遵循新闻传播规律和新兴媒体发展规律,强化互联网思维,坚持传统媒体和新兴媒体优势互补、一体发展。“六走进”系列主题宣传活动收到了良好效果,得益于抓住重点、突出亮点、关注热点和找准结合点,得益于用群众感兴趣的手段和方法,得益于用活了现有资源和日益发展完善的网络技术手段。同时与精心设计的传播方式、传播内容和传播策略也是分不开的,这些对如何开展好基层宣传工作具有重要的借鉴意义。
APQP 是一个团队导向的合作过程,要求在有限时间内完成明确的业务活动,因此,搭建跨职能团队的组织架构尤为重要。MAFA-APQP 按职责定义了项目负责人、协调员、业务活动负责人以及业务活动评估员等角色,如图3 所示。成员涉及管理、工艺、质量、生产、检验等,必要时还应邀请顾客代表参与。另外,MAFA-APQP 明确了各角色的主要职责和权限,如表1 所示。
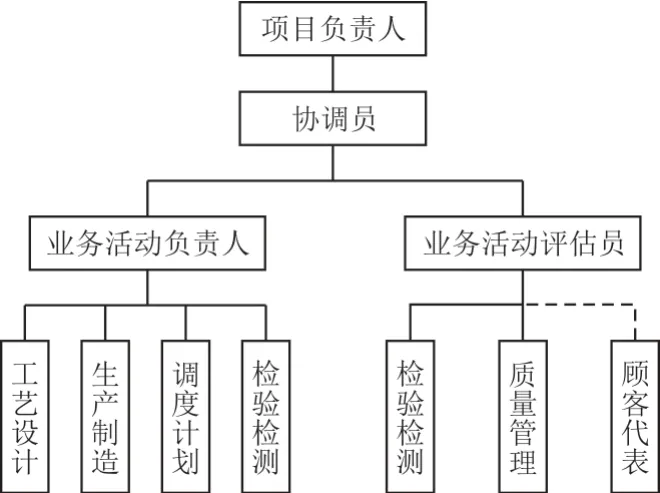
图3 MAFA-APQP 团队组织架构Fig.3 MAFA-APQP team organization structure
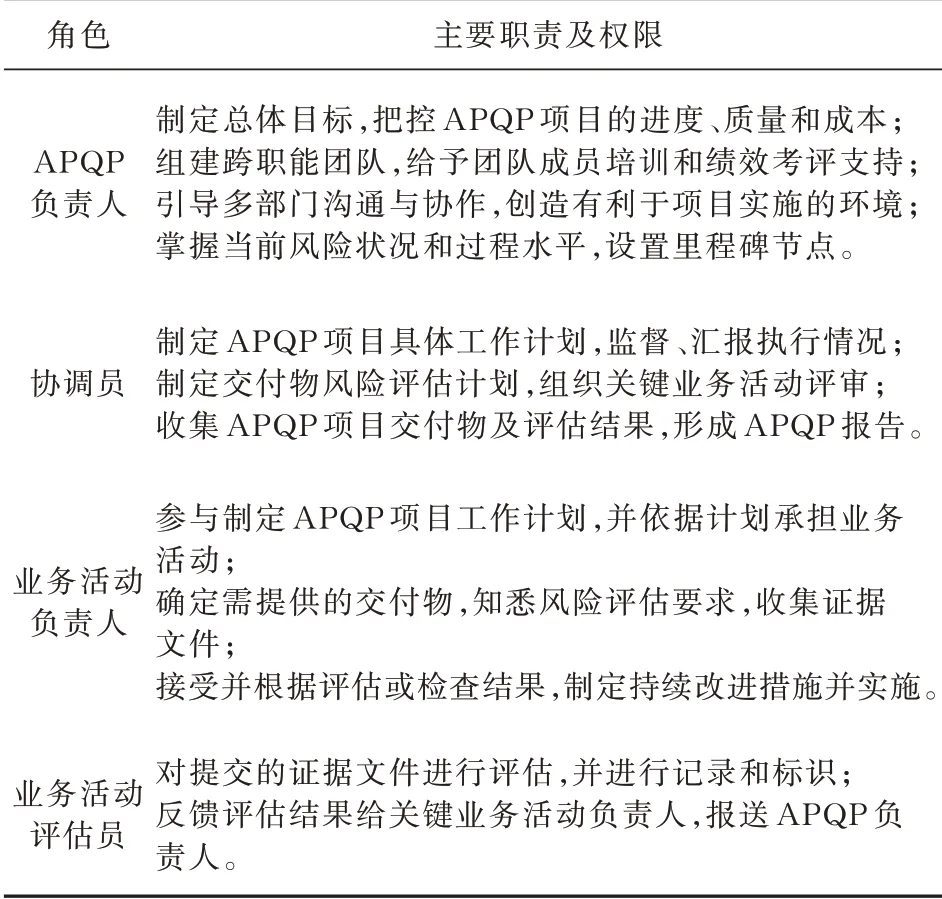
表1 关键角色职责和权限Table 1 Responsibilities and authority of key roles
MAFA-APQP 与IAQG-APQP 在关键角色上有差异明显。MAFA-APQP 不再保留APQP负责人,将其职责分解到其他关键角色。另外,新增协调员和业务活动评估员,协调员的概念源于PFMEA 第五版,在整个流程活动中发挥居中调度的作用;业务活动评估员则保证团队成员按照角色职责对业务负责,在整个项目过程中实现责任明确可追溯。
1.2 MAFA-APQP 要素识别
MAFA-APQP 建 立 以项 目 质量 管 理推 动按时、高质量地交付产品的指导思想。因此,在项目正式启动之前,以顾客的需求为基础,根据军用飞机总装在第三和第四阶段的特点及风险分析结果,评估和确定描述每个阶段需要完成的关键业务活动(或称要素),定义特定的输出,并尽可能提供标准化交付物(如PFMEA、CP 等)。
在IAQG-APQP 标准中定义了一整套标准的APQP 要素,但通过研究当前国内军用飞机总装生产模式,本文认为并非所有标准要素都适用,因此,MAFA-APQP 对标准要素进行适用性修改,如表2 所示。例如,IAQG-APQP 中平面图布置是用于规划制造、检验和测试产品的工艺位置和布局,常用工具为价值流图(VSM)。布局状态达标应该视为项目管理实施的前置条件,因此不纳入MAFA-APQP 要素中。
MAFA-APQP 要素之间根据输入输出关系,在军用飞机总装流程中构成了一个完整的质量工作链条,能够有效保证质量工作的一致性和连贯性,而交付物是MAFA-APQP 要素已完成的切实证据。因此,MAFA-APQP 的核心观点是任何一个产品模块(指产品分解结构PBS中确定的模块)的实施,都应创建一个要素计划表,并考虑纳入质量保证大纲。其目的是保证整个关键业务活动在实施周期内依计划开展,要素计划表中应有质量记录,状态标色并说明原因,重点检查转节点和关键里程碑。以某型发动机安装为例,要素计划表如图4 所示。

表2 要素对比Table 2 Comparison of elements
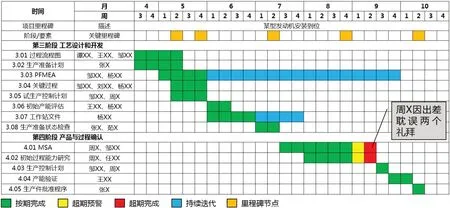
图4 发动机安装要素计划表Fig.4 Engine installation elements plan
要素计划表应由跨职能团队共同制定并达成一致,一经确认便不可随意更改。另外,要素计划表中的时间颗粒度可根据生产需要确定为周、天或小时等。MAFA-APQP 实施过程强调不断加强过程风险识别和缓解,因此,每个交付物都应有一个关联的要素检查表,由简短的、清晰的、封闭式的问题组成,通过使用要素检查表来评估交付物质量,并记录纠正偏差的措施。要素检查表样表如图5 所示。
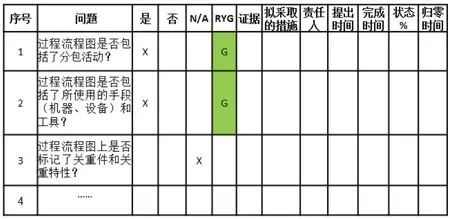
图5 要素检查表样表Fig.5 Element checklist
综上,MAFA-APQP 中要素计划表与要素检查表是计划和评估的关系,而计划是决定评估频率的基础,两者共同构成MAFA-APQP 的核心,既能保证项目整个关键业务活动在实施周期中依计划开展,又可供管理者掌握当前的过程水平和风险状况,督促关键业务过程进行持续改进,消除可能危及产品按时保质交付的障碍。
构成MAFA-APQP 的其他重要观点,在应用实例中进行详细阐述。
2 应用实例
某型航空发动机作为军用飞机动力系统的核心,具有体积重量大、结构精密复杂、安装间隙小且安装轨迹复杂等特点,其装机质量对军用飞机性能有很大的影响,因此,发动机安装是军用飞机总装的难点之一。以下介绍如何通过实施MAFAAPQP,实现发动机安装工艺流程优化与管理、识别并控制过程风险、缩短安装周期,内容主要涉及第三阶段与第四阶段。
2.1 以过程流程图为输入
流程优化是在现有基础上对流程进行梳理、完善,重点强调改良,可以对流程整体优化,也可对其 中 部分进行 改进。MAFA-APQP 的重要观点是过程流程图(3.01 PFD)是第三阶段所有关键业务活动的基础输入,应包含所有替代过程、关键特性、关键项目等。PFD 采用图形化清晰、完整地描述发动机安装过程按顺序排列的操作,覆盖接收、安装、检查、测试、保护、存储和搬运等步骤的详细描述,利用PFD 整合安装流程时,应与实际工艺路线保持一致,且强调总的过程而不是单个步骤。过程流程图样表如图6 所示。
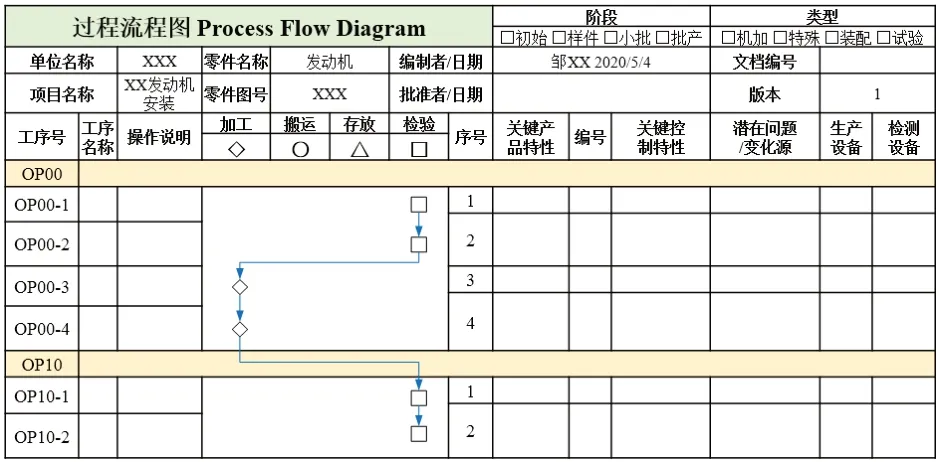
图6 过程流程图样表Fig.6 Sample table of PFD
过程失效模式及影响分析(3.03 PFMEA)是一种通过识别并评价生产过程中潜在工艺失效模式进而制定相应预防与控制措施的系统化、程序化的技术分析活动,应依据PFD 开展,通过对发动机安装过程中潜在失效模式进行排序和记录,确保所有风险被尽早识别并采取相应措施。
控制计划(CP)是连接装配过程步骤和关键检验及控制活动的重要描述,CP 分为试生产控制计划(3.05 CP-1)和生产控制计划(4.03 CP-2)。在工艺流程变更定型前,应充分考虑所要进行的各项测试和控制,形成的文件即试生产控制计划(3.05 CP-1)。MAFA-APQP 的观点是在尚未确定并消除所有异常波动源的情况下,CP-1 控制项的数量和频次通常比CP-2 高,CP-1 侧重于控制方法验证而CP-2 侧重于控制方法执行。
MAFA-APQP 要求CP 应列出在发动机安装过程中需要监视的关重特性(3.04 KCS)以及相应的控制方法,并规定在过程不稳定或不合格发生时的应对计划。军用飞机关重特性一般由设计直接给出,包括产品关重特性和控制关键特性,标注为GT/ZT。此外,经PFMEA 识别或顾客要求的关重特性也应纳入控制计划、作业指导书等进行波动控制。PFMEA 和CP 的核心作用是最大限度地减少过程和产品变差,且均为动态文件,应在整个发动机安装生命周期内被维护并使用。要素实施结果如表3 所示。

表3 要素实施结果Table 3 Implementation results of some elements
2.2 以初始产能评估为焦点
MAFA-APQP 管理工艺流程的重要预期结果之一是产能提升,因此,初始产能评估(3.06 PCA)是关键业务活动必选项。在工艺变更早期,依据顾客要求对人、机、料、法、环、测(5M1E)等必要资源进行产能评估,若识别出额外需求,则结合生产准备计划(3.02 PPP)制定详细计划以确保能匹配生产节拍。产能评估方法可参考全局设备综合效率(OEE),作为独立测量工具以表现实际生产能力相对于理论产能的比率,通过OEE 模型的各子项分析,找到影响生产效率的瓶颈,并进行改进和跟踪。
目前,国内产能管理研究最典型的问题是资源集中在制造车间产能管理上,没有将供应链能力评估纳入到产能系统范围,该问题在军用航空产品上尤为突出,往往导致生产计划需要的生产能力与实际生产能力出现偏差,最终影响交付周期和质量。因此,包括发动机在内的军用航空产品应进行至少六个维度的产能评估,即生产线建设能力评估、工艺能力评估、生产能力评估、检验技术能力评估、人员能力评估以及供应链能力评估。
在第四阶段试运行前,应进行必要的生产准备状态检查(3.08 PRR),以确认生产过程已经成文并且准备投入生产。检查包括对所有工作站文件(3.07 WSD)的评审以及现场评审,具体要求参考GJB 1710。最后,基于PPP 和PCA 结果进行产能验证(4.04 CV),评估装配周期、功能试验、测试能力等是否满足顾客需求,满足则组织生产,不满足则制定行动计划。
2.3 以测量系统分析为基础
军用飞机总装阶段存在的典型问题是测量环节薄弱,不会测、测不准,导致部分失效发生时找不到原因或测量数据无法有效分析装配过程状态、过程能力以及监控过程变化,因此,测量系统分析(4.01 MSA)是保证测量数据及结论有效性的基础。发动机安装需要测量的特性参数主要有拧紧力矩、关键间隙、阶差等,测量过程所用到的测量方法、软硬件以及测量人员的集合称为测量系统。MAFA-APQP 要求CP 中的KCS 都应做测量系统分析。MSA 通常使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估被测参数的可接受性。以发动机间隙测量常用量具钢板尺和千分垫为例,GR&R 方差分析如图7~图8 所示,可以看出:%SV 均小于10%且可区分数均大于4,表示测量系统可接受,测量数据可用。

图7 钢板尺方差分析Fig.7 Analysis of variance of steel ruler

图8 千分垫方差分析Fig.8 Analysis of variance of feeler gauge
初始过程能力研究常用方法是统计过程控制(4.02 SPC),通过控制图对发动机安装CP 中确定的KCS 进行测定,并计算过程能力指数(或)。建立过程能力的典型数量是25 个,对于军用航空产品而言可适当降低,且过程能力稳定才能计算,TS16949 要求≥1.33,过程不稳定则 需 要 计 算,要 求≥1.67。MAFAAPQP 要求只有测量系统合格,即测量系统带来的变差对整体变差影响很小时,才能进行SPC 研究,且在提交顾客代表制定的所有特殊特性前,必须确定初始过程能力是可接受的。以支承球头端面与内推力销锥形端面间隙计算为例,如图9 所示,可以看出:>1.67,过程能力高。其余特性参数计算结果如表4 所示。

图9 间隙测量值过程能力分析Fig.9 Capability analysis of gap measurements

表4 部分特性参数Cpk 值Table 4 Cpk value of some characteristic parameters
2.4 以生产件批准程序为输出
目前,军用航空产品暂无完整的生产件批准要求,一般通过合同或技术协议约定过程文件和样件提交条件,而生产件批准程序(4.05 PPAP)可改变这种模式。PPAP 是顾客对供方过程的控制管理模式,是MAFA-APQP 的 必 然 且 核 心 输出,其作用是规定生产件批准的一般要求,确定生产节拍下有持续稳定执行顾客所有要求的生产能力。PPAP 是所有MAFA-APQP 关键要素过程资料的集合,生产方应根据顾客的要求提交PPAP 文件包,包含规定要求被满足的证据,顾客则使用PPAP 批准表格(参考AS9145)评审提交的PPAP。若PPAP 没有获得顾客批准,则不能进行批量生产。以某型发动机安装为例,当工艺流程再次变更后,需要重新提交PPAP,具体取决于变更性质,参考AS9102。PPAP 过程方法与要求如图10 所示。

图10 军用飞机总装PPAP 过程方法与要求Fig.10 PPAP process methods and requirements of MAFA-APQP
通过在某型航空发动机安装工艺流程优化、管理过程中应用MAFA-APQP 方法,主要解决了单次单发安装周期长、过程需要反复拆装的问题。经多架次验证,发动机安装周期平均降低61.3%,质量问题发生率平均降低50%;过程中,促进供应商改进与发动机安装相配合的环形散热器质量,使发动机一次对合成功率平均提升62.5%。
3 结 论
(1)本文提出一种适用于军用飞机总装阶段的产品质量先期策划流程的应用指南(MAFAAPQP),并结合航空发动机安装项目进行实例分析,验证了MAFA-APQP 的可行性和有效性。
(2)以MAFA-APQP 为核心的质量保证模式体现了风险预防与过程管控在工艺生产流程中的深度融合,面向全过程构建一套体系、流程和标准,对防止军用飞机总装阶段潜在质量问题的发生以及满足并超越顾客要求的生产效率有着积极作用。
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
汽车实用技术(2022年4期)2022-03-07
百科探秘·航空航天(2021年12期)2021-01-15
债券(2015年9期)2015-09-29
债券(2015年7期)2015-08-08
