碳纤维复合材料激光加工成本优化
2022-02-22 11:05范晋伟赵媛媛任行飞赵婉莹
北京工业大学学报 2022年2期
范晋伟, 赵媛媛, 任行飞, 潘 日, 赵婉莹
(北京工业大学先进制造技术北京市重点实验室, 北京 100124)
碳纤维复合材料(carbon fiber reinforced polymer,CFRP)是一种以树脂为基体、碳纤维为增强相的先进复合材料,具有轻质高强、耐腐蚀、抗疲劳特性好等优点,广泛应用于航空航天、化工机械、汽车等行业. 激光加工技术以其广泛的材料适应性、高度的柔性、高效率高精度等优点,在航空航天、造船、模具等领域的关键性零部件加工中得到了广泛的应用[1].
近年来,国内外很多学者对激光加工CFRP进行了实验研究. Li等[2]采用紫外激光进行实验,分析发现激光与材料作用时间的大小与热影响区大小有关,时间越短,热影响区宽度越小,从而得出结论,可以通过采用短脉冲激光或加快扫描速度来提高加工质量. Canisius等[3]发现激光光束可直接透过树脂射到碳纤维上,碳纤维发生汽化,基体剥落,形成较大热影响区,并提出使用激光吸收添加剂提高树脂对激光的吸收率,从而减小热影响区. Dirk等[4]针对激光加工仅限于较薄的材料,通过实验发现激光可用于加工6 mm的碳纤维,同时采用平行通道的方法扩大了切口宽度,成功实现了12.7 mm碳纤维的切割. 朱德志[5]通过有限元仿真分析了紫外短脉冲激光与碳纤维复合材料的相互作用过程,开展了响应面统计实验,分析了加工参数对铣削深度及单位能量材料去除量的影响规律,通过优化填充间距,分析了环内能量传递规律. 于冬洋[6]建立了单层CFRP三维模型,对单层CFRP激光同向和多向切割过程进行了数值模拟,分析了材料吸收和传递激光能量过程,揭示了表面热影响区的形成机理. 韩旭[7]通过有限元分析和工艺实验研究了双层CFRP层内及层间能量传递过程与特点,实现了CERP激光加工出质量较好的直线、方孔和圆孔.
目前碳纤维激光加工的研究焦点主要是其加工质量,但是在实际的加工中,加工成本也是需要考虑的问题. 近年来,国内外的学者在激光加工的成本方面也做了一定研究. Eltawahni等[8]通过AISI316L不锈钢的CO2激光切割,研究了激光工艺参数对上切缝、下切缝、上下切缝的比值、切割面粗糙度和操作成本的影响,建立了数学模型,获得了最高质量和最低成本的最佳激光切割条件. Eltawahni等[9]采用CO2激光切割了4、6和9 mm三种不同厚度的MDF板,分析了激光功率、切削速度、气压和焦点位置对上切缝宽度、下切缝宽度、上下切缝的比值、切割面粗糙度和操作成本的影响规律. Heidi等[10]研究了激光增材制造在不同加工情况下的成本,且研究发现机器投资成本是最主要的因素,材料和能源成本不到3%. 周铨[11]阐述了等离子切割和激光切割2种切割方式的工作原理,分析了2种切割方式的基本工艺和成本,提出了使用建议. 曲志远等[12]比较了CO2激光和光纤激光切割的利弊,分析了2种切割的成本要素,总结了2种切割适合的使用情况.
碳纤维复合材料激光加工在加工质量的研究方面已经取得了较多成果,但缺少对加工成本的分析研究. 因此,针对上述局限性,本文分析了碳纤维激光加工的成本构成,建立了碳纤维复合材料激光加工关键工艺参数与加工成本的数学模型,并将该模型与已建立的激光加工碳纤维复合材料热影响区预测模型相结合,作为工艺参数优化的双重目标函数,以激光频率、扫描速度、脉宽、单脉冲能量、辅助气体压力为优化参数,采用带精英策略的快速非支配排序遗传算法(no-dominated sorted genetic algorithm-Ⅱ,NSGA-Ⅱ)进行多目标优化,获得在预测热影响区宽度下的最低成本的加工参数组合和在加工成本一定的情况下最小热影响区宽度的加工工艺参数组合.
1 模型建立
1.1 加工质量与工艺参数的关系模型建立
本文的优化研究针对的加工过程是采用英国JK公司生产的1 064 nm红外毫秒脉冲激光JK702Nd:YAG对0.72 mm的碳纤维复合材料进行加工. 加工完成后通过光学显微镜进行结果观测,以最大热影响区宽度作为评价指标.
该过程的加工质量预测模型是在课题组前期研究的基础上,选取热影响区宽度为加工质量评价指标,以激光频率、扫描速度、脉冲宽度、单脉冲能量和辅助气体压力等主要工艺参数为变量建立的. 具体建立流程如下:
1) 根据单因素实验研究,获取各主要工艺参数取值范围和设计水平如表1所示.
2) 在表1的基础上,采用基于响应曲面法的Box-Behnken设计实验,并基于实验数据利用Design-Expert V10软件对实验数据进行多项式拟合,得到热影响区宽度预测模型

表1 关键工艺参数设计水平Table 1 Process parameters and design levels used

(1)
式中w、x1、x2、x3、x4、x5分别表示热影响区宽度、激光频率、扫描速度、脉宽、单脉冲能量、辅助气体压力.
1.2 加工成本模型建立
1.2.1 模型建立
根据参考文献[9]可知,在不考虑被加工材料的情况下,激光加工过程的运行成本主要是由电力的消耗、易损元件的替换和辅助气体的消耗组成,不包含计划外的故障和维护、人工成本和管理费用等因素. 则通过计算可得本文实验中所采用的激光加工过程每小时的运行成本为40.367+x1x4×10-3,如表2所示.

表2 激光加工成本分析Table 2 Operating costs break down
激光加工过程的加工成本可以每小时或每单位加工长度所消耗的运行成本为标准来计算. 由此可得本文实验中每米材料的激光加工成本
(2)
1.2.2 各工艺参数对加工成本的影响
各工艺参数对加工成本的影响规律如表3所示,其中I1~I3分别对应所选参数由低至高的3个水平,加工成本由式(2)计算得出,为了能够更加清晰地分析结果,通常将各参数的水平作为横坐标,将评价指标(加工成本)作为纵坐标绘制加工成本- 影响因素关系,如图1所示.

表3 各个参数对CFRP加工成本影响分析结果Table 3 Analysis results of influence of various parameters on CFRP operating cost
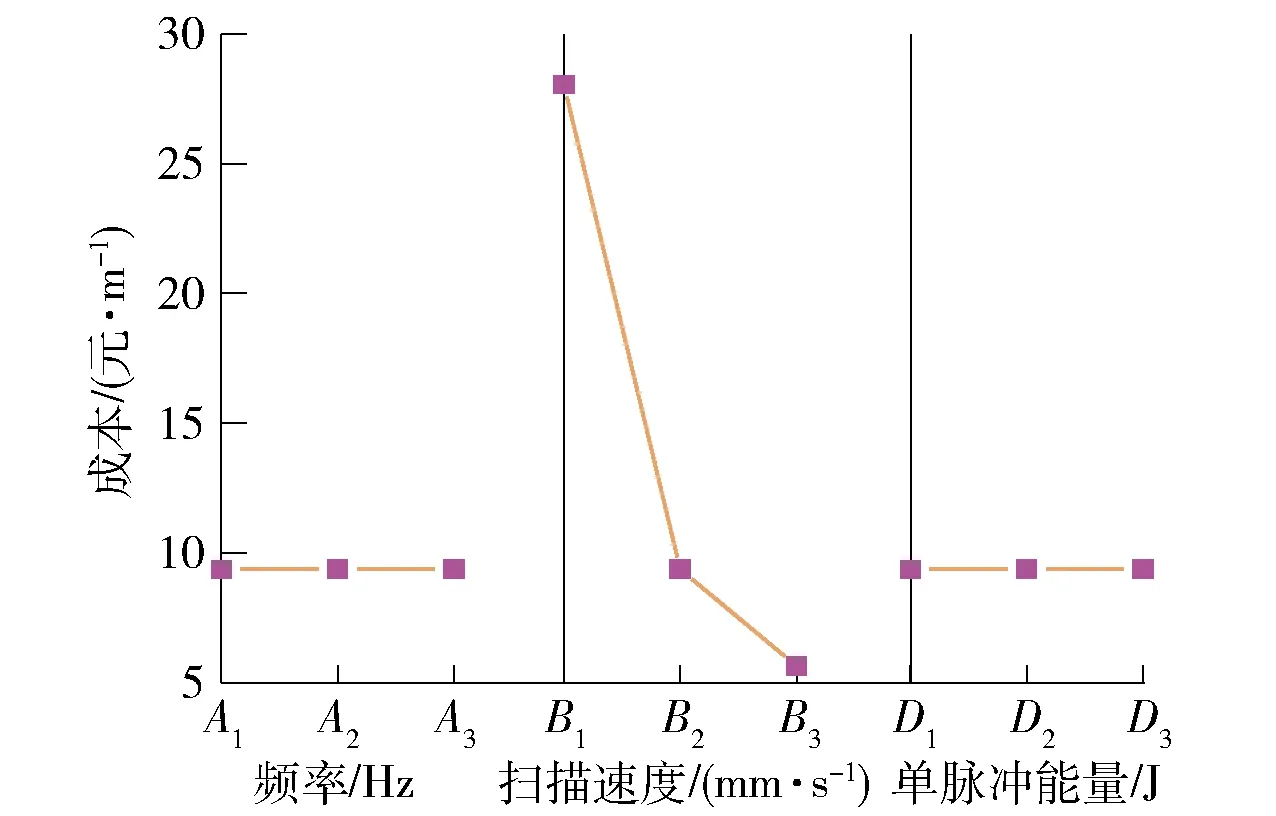
图1 不同参数水平对加工成本的影响Fig.1 Effects of different parameter levels on operating costs.
将图1加工成本- 影响因素关系图和表1中的因素取值范围结合,可知:
1) 激光频率为25~65 Hz时,加工成本变化不大.
2) 扫描速度为0.4 mm/s时,加工成本最高;扫描速度为2.0 mm/s时,加工成本最低,为5.611 5元/m. 且随着扫描速度的增加,加工成本越来越低,扫描速度越高,加工成本减小速度变缓.
3) 单脉冲能量为0.4~1.2 J时,加工成本基本不变.
此外,由表3中各参数的极差大小可知,扫描速度对加工成本的影响最大,频率和单脉冲能量对加工成本的影响程度基本一致.
基于上文所建立的激光加工成本模型,与已建立的热影响区宽度预测模型相结合,作为双重目标函数,开展多目标优化研究.
2 多目标优化
在实际的激光加工过程中,要求加工质量(即热影响区宽度)满足需求的同时尽可能降低加工成本. 但通常情况下加工质量越好所需的成本越高,针对上述问题,本节拟以加工质量和加工成本为目标函数,开展多目标优化研究,以获得质量、成本综合最优的激光加工过程参数取值.
多目标优化不同于单目标优化,多目标优化问题很难找到一个解使得所有的目标函数同时最优. 因此,多目标优化在于寻找一个解集,这个解集无法在改进任何目标函数的同时不削弱至少一个其他目标函数,即Pareto最优解[13-14].
本文采用NSGA-Ⅱ进行多目标优化. 该算法通过引入精英策略,提出基于分级的快速非支配排序方法以及拥挤度和拥挤度比较算子,增加采样空间,降低复杂度,而且无须再人为制定共享参数[15]. 具有复杂度低、最优解的多样性好等优点[16],算法流程如图2所示,在表1所示的范围内,以建立的加工成本和热影响区模型作为目标函数,寻找Pareto最优解. 本文多目标优化求最优解集的具体步骤如下:

图2 算法流程图Fig.2 NSGA-Ⅱ algorithm flow chart
1) 随机产生规模为500的初始种群,交叉和变异的概率分别为0.9、0.1,最大迭代次数为500代,采用实数编码. 非支配排序后通过选择、交叉、变异得到第1代子代种群.
2) 从第2代开始,将父代种群与子代种群合并,进行快速非支配排序,同时对每个非支配层中的个体进行拥挤度计算,根据非支配关系以及个体的拥挤度选取合适的个体组成新的父代种群.
3) 通过选择、交叉、变异产生新的子代种群,重复2)、3),直到迭代500代后结束.
基于上述步骤,得到的优化结果如图3、4所示.
图3为以热影响区宽度小、加工成本低为优化目标的优化结果. 红色点代表随机生成的100 000组加工数据的热影响区宽度和加工成本. 蓝色点代表优化后的加工参数所对应的加工的热影响区宽度和加工成本. 可以明显地看出其热影响区宽度小,成本低.
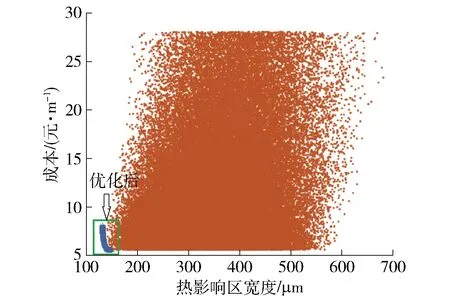
图3 工艺参数优化结果Fig.3 Optimization results of process parameters
加工成本和热影响区综合优化的Pareto前沿面如图4所示. 由图4可知随着热影响区宽度的增加,成本下降. 热影响区宽度由134 μm再减小时,成本急剧上升,热影响区宽度大于140 μm之后,加工成本趋于稳定. 加工成本最优性能制约着热影响区宽度最优性能.

图4 工艺参数优化的Pareto最优解分布Fig.4 Process parameters of the Pareto optimal solution of tolerance optimization
Pareto最优解如表4所示,共有500组,表4列出了几个具有代表性的点对应的工艺参数. 由图4和表4可以看出,随着热影响区宽度的增加,所需要的加工成本也在降低. 在实际的加工中,不同的情况下有不同的加工质量要求或成本预算,若给定某个阈值,在Pareto最优前沿面上便可以找到所有的可行解,可根据加工成本预算或所需要的热影响区宽度进行参数选择.
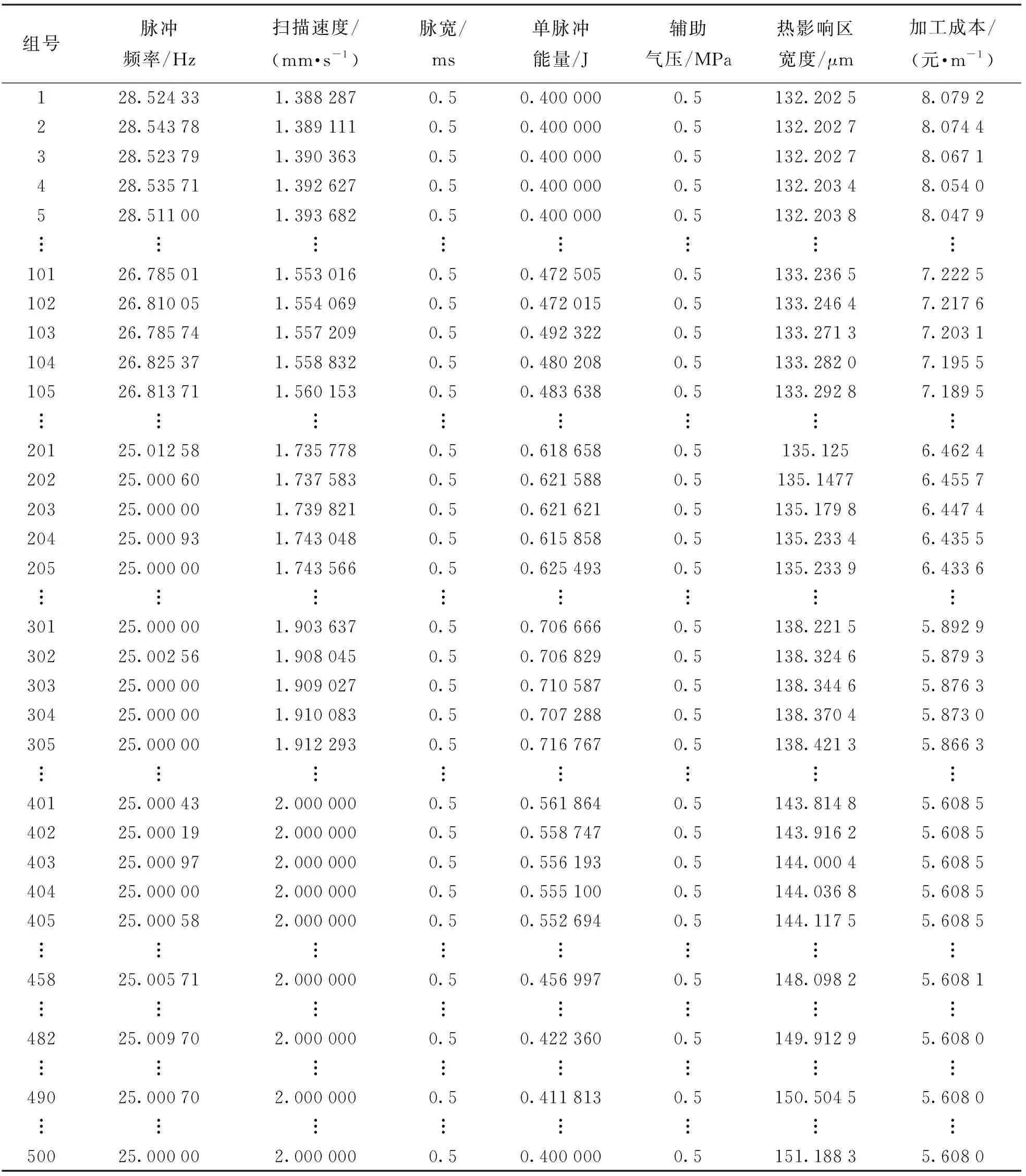
表4 部分Pareto最优解Table 4 Pareto optimal solution
为了在Pareto最优解中根据实际加工需求和成本预算选择出所需要的最优解,构建了归一化权重目标函数
(3)
式中:α1、α2为权重系数,表示各优化目标的权重,可根据实际需求设定;wmin、wmax分别为Pareto最优解中热影响区宽度的最小值和最大值;Cmin、Cmax分别为Pareto最优解中加工成本的最小值和最大值;w和C分别为表4中对应的热影响区宽度和加工成本. 最小化组合目标函数即可得到实际加工需要的最优解.
以α1=0.5,α2=0.5为例,由式(3)求解组合目标函数f的最小值,得到最优解w=138.615 4 μm,C=5.840 8元/m,对应的各工艺参数为:频率为25 Hz,扫描速度为1.920 644 mm/s,脉宽为0.5 ms,单脉冲能量为0.716 261 J,辅助气体压力为0.5 MPa. 与0水平实验条件下(即频率45 Hz、扫描速度1.2 mm/s、脉宽1.1 ms、单脉冲能量0.8 J、辅助气体压力0.3 MPa)进行优化前后的热影响区宽度与加工成本对比,如图5所示.

图5 优化前后对比Fig.5 Comparison of before and after optimization
由图5可知,优化前后的热影响区宽度与加工成本对比明显. 与优化前相比,采用优化后的工艺参数进行加工,热影响区宽度明显减小,提高了加工质量,降低了加工成本,验证了本文基于NSGA-Ⅱ算法的工艺参数优化的适用性和有效性. 实现了对激光加工成本及加工质量的可控研究,对激光加工碳纤维复合材料的实际工程应用具有一定的参考价值.
3 结论
本文主要进行了碳纤维复合材料激光加工工艺参数对加工成本和热影响区宽度的优化研究.
1) 频率和单脉冲能量对加工成本的影响较小,随着扫描速度的增加,加工成本越来越低,且扫描速度越高,加工成本减小速度越缓.
2) 建立了加工成本的数学模型,并以建立的模型与热影响区宽度预测模型相结合,作为目标函数,采用NSGA-Ⅱ算法进行多目标优化,得到了Pareto最优解,可根据加工成本预算或所需要的热影响区宽度进行参数选择,对碳纤维激光加工起到了参考作用.
猜你喜欢
纺织服装周刊(2022年39期)2022-11-02
建材发展导向(2022年12期)2022-08-19
现代仪器与医疗(2022年1期)2022-04-19
作文周刊(高考版)(2019年8期)2019-04-17
作文周刊(高考版)(2017年39期)2017-12-26
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24
儿童故事画报·智力大王(2016年3期)2016-05-05
人生十六七(2015年5期)2015-02-28
销售与市场·管理版(2009年21期)2009-09-03
小哥白尼·军事科学画报(2009年6期)2009-02-03