
一种紫铜管精整退火一体化工艺和设备的探究
2022-02-22 08:45周力行
世界有色金属 2022年22期
周力行
(海亮(安徽)铜业有限公司,安徽 铜陵 244000)
1 研究概述
1.1 研究背景与意义
紫铜管主要应用于制冷行业,包括空调﹑冰箱﹑热水器等轻工业行业,主要利用其良好的导热性能。目前空调加工企业的精细化要求越来越高,包括产品质量的稳定性,铜管的工艺性能﹑使用性能,以及空调企业的生产成本管控的要求均在不断提升。
空调加工企业的退废率与空调企业的成本控制以及生产效率密切相关,以目前各空调加工企业的退废数据来看,由于铜管放线过程中的卡料问题造成的退废率接近3%左右,不仅影响空调企业的加工生产效率,同时也使铜管加工企业的成本上升,采用此技术,能将铜管使用过程中的退废率下降到0.5%左右,将大大节省铜管材料的加工浪费﹑运输浪费﹑人工浪费等。
传统的铜管加工企业采用的加工工艺流程为水平连铸一铣面一轧制一联拉一盘拉一在线退火一内螺纹成型-精整复绕一成品退火一包装入库,成熟的铜管加工企业生产内螺纹管的加工周期基本为5~7天左右,在此期间铜管加工企业需要承担这段时间产生的财务费用,而铜管加工的企业的财务费用约占整个生产成本的一半左右,也就是说财务成本与直接加工成本相当,这还是针对资金运行良好的企业而言。
为解决这些困扰铜管生产企业及使用企业多年的技术难题,在经过大量调研分析论证的基础上,全面研究解决铜管使用端及生产端的退费率高﹑精整复绕及退火包装工序的系列问题,提升产品性能,保证质量的稳定性。采用此技术能将两道工序进行智能一体化集成,减少了铜管生产过程中的资金占用,物料等待,工序等待等成本,极大的减少了人工,提高了产品性能,具有符合目前国家倡导的智能制造及工业4.0和低碳发展精神。此技术具有广阔的社会效益及经济效益,创新了国内外铜管加工的技术工艺和装备,将会给铜管加工行业带来深远的影响。
1.2 研究内容
(1)主要研究内容概述。目前国内外空调用内螺纹铜盘管加工企业采用的传统加工工艺为连铸连轧工艺,本技术摈弃了现有的精整复绕及成品退火工序,将此两道集成,具体流程如下:原材料-水平连铸-铣面-行星轧制-联拉-盘拉-在线退火-内螺纹成型-精整退火-下料包装。
本技术围绕内螺纹管半成品精整退火一体化﹑精整退火过程中内螺纹管的排布方式发生变化﹑有效消除残余应力达到铜管性能均匀为主要研究内容,具体如下:
(2)硬管精整复绕与退火包装工序的智能一体化集成的研究。本项目为减少生产过程中的人工浪费﹑物料浪费﹑资金浪费﹑搬运浪费等,缩短并集成铜管加工工艺流程,并设计出主要工艺装备技术,具体如下:
铜管放线系统,需要将铜管从放线框内顺利放出,其放线旋转速度需要与铜管运行速度匹配,通过放线变频器,调试合适的补偿因素,将铜管放出而不折管。
在线夹送系统,需要将铜管顺利送进到加热仓,夹送过程通过加送轮夹紧铜管,齿轮箱通过与放线速度的匹配,顺利将铜管送进,保证铜管前进速度与加送轮线速度匹配,从而铜管表面没有擦伤。
铜管表面清洗系统,由于前道拉伸过程铜管表面有外模油润滑,残留在铜管外表面的润滑油经过高温后会挥发裂解,产生废气和残渣,为避免较多的废气产生,影响到环境安全,因此在进加热仓之前需要将铜管外表面的油进行清洗。
水平及垂直矫直导向系统,由于铜管在料框内是盘曲状态,在生产过程中需要经过探伤仪探头,为保证探伤过程的准确性,达到铜管周向均有探伤频率覆盖的效果,需要将铜管进行矫直,矫直过程的周向矫直通过水平矫直系统和垂直矫直系统完成。
加热退火系统,内螺纹管生产成型之后需要将铜管软化的成品退火,本退火通过中频感应加热,通过感应线圈的电磁激励效果,将铜管加热升温到退火温度,设定相应的退火功率,使不同规格生产过程中,都能达到铜管软化的效果,且各项机械性能均匀。
探伤喷墨系统,在此前的生产过程中的各道工序均有可能使铜管表面产生缺陷,为将铜管表面的缺陷点探测并标记出来,通过涡流探伤系统,将铜管表面的缺陷探测出来。
(3)高效退火精整复绕的装备技术及中频感应涡流加热技术运用研究。为解决此前传统工艺技术上硬管精整复绕过程,本项目设计出了将铜管经过中频感应线圈后,由线圈产生涡流对铜管直接整根感应退火,由于线圈的激励作用,产生电磁,激励的电磁产生热量,达到铜管的再结晶温度,不同的规格线圈内径大小不一,从而铜管经过本感应加热以后,机械性能稳定并保持一致,无需盘卷进入退火炉内,并在退火完成后进行软管的精整排线,本装备在收卷排线过程中,采用水平往复排线方式,排线方式为从底层往上层层排布,铜管之间间隙减少,从而减少了使用终端放线补偿的问题。
(4)高精密铜管智能精整退火集成工艺管理制度的研究设计。本项目通过装备工艺设计并实践,明确在本项目中各工作段所具备的功能,并加以完备,同时,针对不同铜管规格,经过本装备系统以后,其性能均匀性均能得到有效保证;且根据不同规格,设定相应的精整排线程序,使各规格对本装备系统均能适应,工艺执行的有效性也能得到保证。通过这些方案的有效实施,制定出一套工艺管理制度,规范工艺纪律﹑生产作业标准与行为。
1.3 技术路线
见图1。
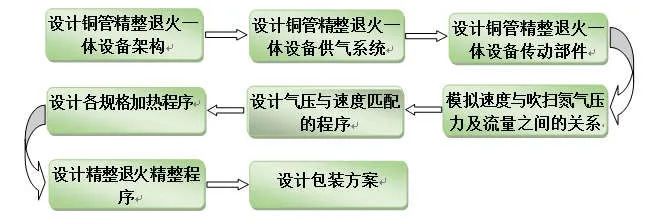
图1 技术路线图
1.4 针对关键共性技术的解决
铜管在正常生产过程中精整复绕过程是在硬态过程进行,残余应力无法消除,且铜管排布为从内侧到外侧密集排布,再经过成品退火以后,残余应力消除,铜管卷料膨胀,导致铜管之间的间隙进一步缩小,从而铜管使用终端放线受阻;且传统工艺为精整与成品退火分开,由此而带来的是人员增加,物料周转时间长,待料时间长,且增加了铜管运输过程中的磕碰概率,影响到铜管的使用性能。通过精整退火智能一体化集成工艺技术及系统装备的产业化实施,将彻底解决这些困扰生产与使用企业多年的技术难题,引领了国内外行业技术的发展。
2 精整退火智能一体化集成的方案设计与验证研究
2.1 工艺技术及系统装备的方案设计
(1)夹送矫直系统研究方案。夹送矫直系统包括夹送装置以及矫直装置,矫直装置包括水平矫直以及垂直矫直,通过驱动电机驱动齿轮箱,齿轮箱齿轮带动各辊轮转动,并且铜管的运行速度与辊轮的线速度保持一致,保证通过的铜管顺利进入精整退火装备,并且能平稳进入到退火加热段,防止铜管抖动而带来的加热不均,影响退火后铜管的各项机械性能。
(2)内螺纹铜管外表面清洗系统研究方案。外表面清洗系统主要是清洗铜管外表面的外模油,由封闭式清洗装置,以及清洗液组成,清洗装置内包括清洗液回流系统,将清洗液通过泵抽到清洗桶内,内螺纹铜管进口和出口由弹性橡胶组成,弹性橡胶套前后各一个布于清洗桶,使清洗液能在封闭的空间进行清洗,清洗完成后,清洗液回流到清洗液存放箱。技术要求:根据不同规格选用合适的工装模具,弹性塑胶模具与内螺纹铜管外径为负工差配合,一般负工差控制在0.15mm~0.2mm左右。
(3)加热退火系统研究方案。本加热退火系统与原成品退火存在差异,目前国内外采用的成品退火工艺基本为辊底式退火或钟罩式退火,但是铜管加热退火过程中,整卷铜管内外存在一定的温差,且传热效果内层与外层存在一定差异,虽此过程退火时间较长,但是铜管的机械性能稳定性受到一定限制。本系统采用边生产边加热的过程,利用感应线圈进行加热,不同的生产规格选取不同的感应线圈内径,所产生的电磁涡流效应能穿透铜管内外,对铜管内外进行再结晶效果,本系统优点在于,铜管在精整过程中保证一定的精整速度,在此速度条件下,通过加热退火系统将铜管均匀加热,使通过加热系统的内螺纹铜管性能均匀。
(4)缺陷检测探伤标记系统研究方案。本系统由缺陷探测及伤点标记系统组成,缺陷探测区别于以往的探伤工艺在于本系统缺陷探测在退火以后进行,以往的均为硬态管机探测,并且探伤标记墨水同样标记于软态管,标记墨水不易于擦拭,能起到有效标记作用。缺陷检测探伤标记系统采用涡流探伤原理,利用涡流的趋肤效应,通过感应线圈和激励线圈在铜管外表面产生并接受的涡流信号给标记系统,从而标记系统对缺陷点进行缺陷标记。涡流探伤原理如下图:

图2 涡流探伤原理示意图
(5)冷却钝化系统研究方案。铜管在快速通过加热退火系统后需要迅速冷却,以使铜管能顺利进行后续精整盘料并包装,但是要使铜管经过退火以后包装,并且在常温常压环境下进行运输及保存,铜管外表面需要进行严格的防氧化措施。本系统将加热退火后的铜管冷却采用2个步骤,第一为风冷,即为采用氮气进行吹扫冷却,第二为水冷,水冷采用蒸馏水,并且在蒸馏水中加入5%左右的表面钝化剂,冷却过程中除将铜管温度降到常温外,同时将外表面涂有钝化剂,对铜管外表面进行钝化保护,防止运输和存储过程中的氧化发生。
(6)收料卷曲系统研究方案。本收料盘曲系统不同于现有的精整复绕过程,现有的精整过程铜管之间排布是从上到下垂直精密排布,铜管与铜管之间的间隙很小,从而容易出现铜管之间黏连造成的卡料问题,本系统采用采用5个收卷同步辊轮,根据铜管速度以及收卷半径,设定系数,达到收卷平整的效果。盘料方式为从上到下水平排布,铜管与铜管之间排布松散,由于是经过退火以后的铜管,排布松散不会造成铜管之间的乱层,且铜管之间的间隙合理,空调企业在使用铜管过程中放线顺畅,不会产生卡料问题。
(7)内表面充氮吹扫系统研究方案。为防止铜管在加热退火过程中内表面的氧化,并且将铜管内壁的由于通过高温裂解产生的废气及残渣排出,本系统设备特殊的内表面充氮吹扫系统,由于来料铜管有近2万米,因此铜管长度较长,吹扫过程在精整退火过程同步完成,氮气冲入铜管内部会产生负压并消弭,因此,充氮吹扫过程的压力控制是关键,本系统根据铜管的长度范围设定不同阶段的充氮吹扫压力,确保经过铜管尾端的,压力能达到0.4MPa~0.5MPa,将铜管内壁的油污吹扫干净。由于铜管较长,在开始冲氮气的时候需要的氮气压力较大,因此在充氮气之前,现将中压氮气进行增压,增压到2.6MPa~3.0MPa,从而通过管内氮气压力的衰竭,到管尾仍能有压力保证,残渣和废气能排出。
(8)收料卷曲及下料包装系统研究方案。本系统生产的内螺纹铜管每卷重量在400kg~500kg左右,而正常的精整复绕过程铜管基本为130kg~180kg,本收卷下料包装系统减少了每卷物料的切换,并且减少了成品退火包装过程中的上下料包装人员﹑吹扫接头人员﹑小包装人员,主操等,本系统正常操作正常只需2人即可,相比以往精整退火减少了近6人/班,生产效率提升明显。收卷完成后,将液压小车伸入收卷平台,将卷料移至缠绕打包区域,单拖包装完成后,两托物料进行堆叠,并通过珍珠棉进行防护卷料表面,防止转运过程中的碰伤。
2.2 针对关键系统的测试验证研究
①各传动系统的调试方案:包括送料系统,夹送矫直系统以及收料系统的传动匹配程度;②加热退火系统的调试验证方案:硬管残余应力的消除需要经过加热退火系统的软化,通过选用合适的感应线圈大小及感应线圈匝数,计算出加热的功率,从而使铜管经过感应加热系统后,铜管的性能均匀;③内表面充氮吹扫系统的调试方案:由于铜管整根退火,相比于单卷退火,铜管长度加长,对加热后铜管内表面挥发和裂解出来的残油﹑残渣和废气需要通过氮气吹扫系统吹出,在此调试阶段,需要确定退火速度﹑铜管规格与吹扫氮气压力之间的参数联系;④收料包装系统的调试方案:通过理论测算出铜管收料切线速度与收料卷曲速度的匹配函数,根据不同规格调试出铜管收料后的排布规则,从而达到铜管排线之间不乱层﹑不错层的效果。
3 收料装置和中频加热装置的设计改进
3.1 收料装置设计
该结构通过上下升降螺杆匹配,满足不同规格不同收卷高度要求,收卷机头通过伺服电机控制,使收卷的辊轮根据产品不同的收卷半径以及收卷速度进行间隙及位置的调节,最终实现收卷平整。
收料装置主传动由伺服电机驱动,并用导柱来确定收卷铜管的外径,铜管由外到内按螺旋线开始绕制,同时按照铜管的直径规格每收一层收料架自动下降匹配高度,料盘升降通过伺服电机驱动。收料完成后有平移电机将铜管卷料移出工作工位至出料工位,平移由伺服电机驱动。出料时,导柱自动会落下,同时将料筐进行定位。
电气控制系统由PLC﹑交流变频器和人机界面﹑电源柜﹑控制电柜﹑动力柜组成。人机界面上设有完整的工艺参数修改﹑系统监控﹑故障提示等画面。
3.2 中频加热装置设计
利用感应线圈进行加热,铜管经过加热仓进行感应加热,随后通过保温仓和冷却仓进行铜管冷却,最终达到出料铜管常温生产。
加热室由加热电源与加热炉组成,加热炉包括加热用感应器﹑铜管定位装置﹑密封隔热装置﹑谐振电容器﹑冷却水集水分配器﹑水电接头等。加热室主要完成对铜管的感应加热,保证铜管瞬间加热达到所需温度,加热室中带有铜管定位装置,防止软化后的铜管被擦伤。采用不同规格的线圈退火相应规格的铜管,以达到节能降耗的目的。
加热线圈穿过内径设计尺寸尽量减小,降低加热能耗。加热线圈及整个加热室可实现快速拆卸安装,拆卸安装工作可在半个小时内完成。
设备的加热线圈规格为Φ19,可用于Φ7-Φ12规格铜管。加热电源﹑加热室采用国产设备。中间室为过渡室,隔开加热室与冷却室,同时增加了铜管的保温时间。冷却室用于铜管的冷却,冷却方式为水冷,达到冷却退火效果。
吹扫装置是用压缩空气将铜管表面附着的冷却液吹干。
在设备出口处设一牵引装置,因铜管退火后为软态,采用皮带上下夹送,由单台变频电机驱动,保证传动的同步性,同时,通过PLC控制,保证其速度与铜管线速度匹配。牵引后为出料装置,对铜管进行抹油和弯管。出料可作一定角度水平旋转,方便料筐吊运。
冷却系统由两部分组成,加热室(包含加热室电源和加热器)冷却水的冷却和冷却室冷却水的冷却。采用独立板式换热器对加热室冷却液和冷却室冷却水分别进行冷却。
电气控制系统由PLC﹑交流变频器和人机界面﹑电源柜﹑控制电柜﹑动力柜组成。人机界面上设有完整的工艺参数修改﹑系统监控﹑故障提示等画面。
4 结论
采用此技术能将精整复绕与成品退火智能一体化集成,铜管加工企业在生产加工过程中,减少了中间加工流程,省略了传统的精整复绕,成品退火两道工序,有效的解决了因铜管在退火包装环节因膨胀而导致的盘管间隙过小严重影响使用的问题,同时将两道工序进行智能一体化集成,减少了铜管生产过程中的资金占用,物料等待,工序等待等成本,极大的减少了人工,提高了产品性能,具有符合目前国家倡导的智能制造及工业4.0发展精神。此技术具有广阔的社会效益及经济效益,创新了国内外铜管加工的技术工艺和装备,将会给铜管加工行业带来深远的影响。
猜你喜欢
装备制造技术(2022年11期)2022-02-10
中国金属通报(2021年15期)2021-11-19
中国金属通报(2021年13期)2021-11-12
武汉工程职业技术学院学报(2021年3期)2021-10-12
文化产业(2019年6期)2019-09-11
制造技术与机床(2019年8期)2019-09-03
重型机械(2019年2期)2019-04-28
橡塑技术与装备(2018年10期)2018-05-18
制造技术与机床(2017年11期)2017-12-18
青年歌声(2017年6期)2017-03-13
