基于CCAE的药筒抽壳性能的影响因素分析研究
2022-02-28 12:54孙晓雄田晓丽沈剑白晨张轶夫
火炮发射与控制学报 2022年1期
孙晓雄,田晓丽,沈剑,白晨,张轶夫
(中北大学 机电工程学院,山西 太原 030051)
火炮武器系统具有初速快、射速快、适应性强以及可靠性强等优点,在现代战争中大放异彩[1-3]。药筒是火炮弹药的重要组成部分之一,对提高火炮的发射速度,保护发射装药,减少火药对炮膛的烧蚀,以及提高火炮的使用时间等方面起着关键作用。大口径火炮所用的药筒仍为钢制结构药筒,在射击中,由于药筒的筒体强度低,退壳性能差,如若不能顺利完成抽壳动作,造成卡壳,这就未达到药筒的设计要求,也势必会对火炮的连续射击造成负面影响[4]。
针对药筒存在的上述问题,王明广等[5]对某火炮的抽壳过程进行数值仿真,分析了弹壳弹膛系统温度差异对抽壳力的影响。谭波等[6]重点剖析了舰炮抽筒模板下移和抽筒左右方位的改变对抽壳产生的影响。杨吉林等[7]使用ANSYS软件构建了焊接钢制结构药筒模型,研究温度和压力对药筒力学特性造成的变化。李翔等[8]对比了贴膛时间与不同膛压的关系,计算提取了舰炮不同区域的残余正压力,并分析了二者对抽壳的影响。倪路瑶等[9]研究了弹药发射后,药筒在膛压作用下的变形情况,通过动力学仿真,拟合出了抽壳力曲线。
笔者基于中北大学开发的药筒有限元分析系统CCAE(Cartridge Computer Aided Engineering),分析药筒划分不同区域对抽壳性能所带来的差异,研究药筒在不同材料、不同温度以及同一种材料不同材料参数对抽壳力的影响。
1 药筒抽壳过程理论分析
1.1 有限元计算理论模型
焊接钢质药筒是由直焊缝与环焊缝组合而成的锥体,其结构和身管是带有一定锥度的圆筒体,如图1所示。

为了简化问题,提出下述假设:药筒所承受的载荷是平均载荷,仅是时间函数,在轴向和径向都无变化;药筒与身管是轴对称模型;忽略药筒底部中心点火孔的影响;忽略身管的后坐力在发射过程中的影响。基于以上假设,根据药筒和身管结构的对称性,弹丸发射过程中外部施加载荷作用的对称性,将图1构建的立体模型精简为二维对称的平面模型,如图2所示。

在CCAE有限元计算中,根据变分原理,可推得弹塑性有限元求解方程[10]:
(1)
式中:[B]表示几何矩阵;Δσij表示应力张量;[N]是形函数矩阵;Sσ为身管或药筒的表面积;Δqi表示身管和药筒表面所承受的面积力密度;{pi}表示集中力;{W}表示体积力密度。
根据Von-Mises准则得
(2)
式中:Δσij为欧拉应力张量;E为弹性模量;μ为波桑比;δik,δjl,δkl为克罗内尔记号;Δεkl为格林应变张量;dλ为应变张量与应力偏量间的比例因子;σ′ij为应力偏量;α*是载荷性质的判断因子,取1。
依据Prandtl-Reuss弹塑性应力-应变关系得
(3)
式中:H为硬化系数;G为剪切弹性模量。从而可得到增量形式的弹塑性应力-应变关系方程:
(4)
1.2 药筒抽壳过程分析
药筒在发射时,根据火药气体压力的变化和药筒的工作情况,可将药筒的作用过程分为4个时期。
第1时期:底火发火引燃发射药,膛内压力开始增加,迫使药筒变形,直到与身管相接触。接着药筒开始弹性变形,而后为塑性变形,药筒材料性能将发生强化现象。
第2时期:即从药筒与身管接触到膛压最大值为止,此时期药筒与身管一起变形,对身管是弹性变形,对药筒则是塑性变形,药筒与身管达到更紧的贴合,药筒壁受到径向压力,产生压缩变形。
第3时期:从最大膛压到膛压降到大气压为止,膛压完全下降,使身管最终变形位置恢复到原来的位置。此时由于药筒已经产生了塑性变形,它不可能恢复到原来位置。继续受热从膛压下降至大气压到抽壳完毕,此时期结束会出现两种情况:一种是药筒恢复后的尺寸小于身管的尺寸,因而产生间隙,对抽壳有利;另一种是药筒恢复的尺寸仍大于身管尺寸,因而产生过盈,对抽壳不利。
第4时期:药筒和身管形成最终间隙,药筒顺利抽壳。
由以上分析不难看出,在药筒的作用中,只要能形成有利的最终间隙,会给抽壳带来方便,抽壳力的大小又会影响最终间隙。
1.3 影响抽壳性能的因素分析
药筒的抽壳性能主要与药筒机械性能、初始间隙、火药气体压力、药筒与身管间摩擦力的大小等因素相关[11]。
1)药筒机械性能的影响。根据金属材料的机械性能可知,药筒材料的强度极限越高,发射后还原的弹性变形就越大,即药筒与身管形成的利于药筒顺利抽出的最终间隙越大,因而容易抽壳。
2)初始间隙的影响。初始间隙的增大将会使药筒的最终间隙也增大,但是初始间隙过大会造成闭气性能不良和增加药筒纵向破裂的可能。
3)火药气体压力的影响。火药气体压力的大小,是决定药筒抽壳性能和最终间隙的主要因素。当药筒强度一定时,膛压增加,药筒的残余变形变大,因而形成的最终间隙就小,甚至产生“过盈”而卡壳。
4)药筒和身管摩擦力大小的影响。表面粗糙或者质量不佳,如锈蚀、划痕等造成摩擦阻力增加,从而影响抽壳。
金属药筒在射击时的变形,是由大小不一的几部分组成的,为适应金属药筒抽壳性能的需要,有必要根据药筒在膛内变形的不同特点,将药筒分成若干个区,以便进行抽壳分析。
采用分区的布局是为了方便显示与比较不同区域的变形与位移,同时能够更加直观的比较药筒不同区域与身管之间接触作用的全过程,将药筒区域划分为4个区,分别为:药筒口部、药筒斜肩部、药筒体部和药筒底部。如图3所示。

2 有限元计算前处理
2.1 有限元模型
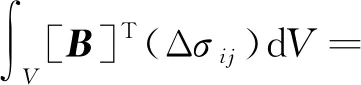
药筒壁厚很薄,药筒口部、药筒斜肩部和药筒体部最厚的壁厚也只有2.3 mm,但整个药筒长度可达700 mm,为了控制网格质量,考虑药筒和身管的结构和尺寸存在很大的差异,在CCAE中将二者划分成独立的部分。考虑到身管在火炮发射过程变形较小,所以身管网格尺寸相对粗糙。网格划分如图4所示。
2.2 不同钢材材料模型
在构建药筒和身管的具体材料参数时依据如下两点:
1)药筒包含4个材料区,每个区域内材料具有一致性,药筒的材料模型选用MAT_PLASTIC_KINEMATIC_TITLE,该模型适用于各向同性和随动强化塑性模型,并考虑了速率效应,是一个非常经济有效的模型。
2)整个身管选用材料模型为线弹性的MAT_ELASTIC_TITLE,其是一种各向同性的弹性材料,可用于梁和LS-DYNA中的实体单元,也就是材料的变形在材料外部的载荷去除后可全部恢复,应力应变呈线性关系。
2.3 不同物理参数材料模型
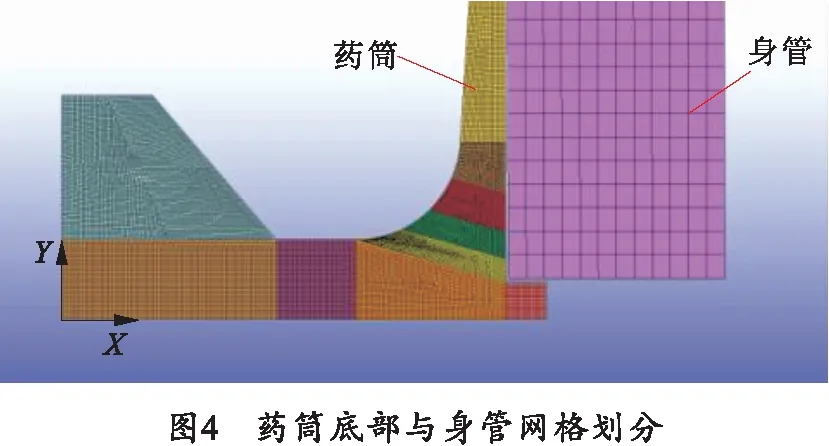
计算中对钢材的材料参数的切线模量进行修改,通过统计药筒各个分区与身管接触面的残余正压力来计算最终的抽壳力,对比分析不同材料参数对抽壳力的影响情况。材料模型参数如表1所示,修改后的不同钢材的材料参数如表2所示,其余部分参数与表1一致。
表1 20#/30#/45#钢材料参数

表2 20#/30#/45#钢修改材料参数
2.4 不同温度下膛压曲线
火炮发射时的火药温度能够瞬间达3 000~4 000 K,药筒内壁会在1~10 ms的时间内受到高温高压气体的冲击作用,使弹壳内壁温度瞬间升高,且短时间内来不及传递,造成弹壳内壁温度高,膨胀大;而弹壳外壁温度低,膨胀小。因此,有必要研究不同温度下药筒的抽壳性能,不同温度下的膛压曲线如图5所示。

实验选取了高温(50 ℃)和常温(15 ℃)2种工作温度,将火药气体压力以压力载荷的形式加在药筒内壁,常温条件下在3.31 ms时最大膛压约为267 MPa,高温条件下在3.52 ms时最大膛压约为331 MPa。
3 计算结果
3.1 抽壳力计算公式
利用CCAE药筒有限元软件对药筒抽壳力进行统计计算,其计算公式为
R=∑fiFi,
(5)
式中:R表示药筒抽壳力;i表示接触面编号;fi表示接触面i处摩擦系数;Fi表示接触面i处残余正压力。
3.2 药筒不同分区抽壳力实验结果
药筒抽壳过程应力云图如图6~8所示,因篇幅有限,只显示20#钢在常温条件下,药筒贴膛前、药筒最大膛压时和药筒卸载后各部位应力分布云图。从数值模拟得到的结果可以看出,不论是药筒贴膛前、药筒最大膛压时还是药筒卸载后,药筒口部对应数值显示的应力云图均为最大的,药筒斜肩部次之,其中药筒底部的应力最小。

3.3 不同钢材对抽壳力的影响
依照式(5)的抽壳力计算公式,统计得到3种钢材在常温条件下卸载后不同部位的抽壳力如图9所示。从图9可得,卸载后抽壳力主要分布在药筒口部和药筒斜肩部,30#钢的抽壳力比20#钢、45#钢的抽壳力稍微略低,相对而言抽壳较为顺利,但是药筒总体的抽壳力仍然偏高。

3.4 不同物理参数材料模型对抽壳力的影响
依据实验要求,药筒总体抽壳力需在18 kN以下,因此对钢材的切线模量进行修改。在常温条件下,统计不同钢材卸载后,未修改材料参数和修改材料参数的抽壳力对比如图10所示。
从图10可以很直观地看出,修改材料部分参数后,3种钢材的抽壳力下降很明显,其中3种钢材药筒口部的抽壳力从大约20 kN下降到约10 kN,药筒斜肩部抽壳力从大约10 kN下降到约5 kN,药筒体部从3 kN降到约2 kN,药筒底部变化不明显。整个药筒的抽壳力下降约50%左右,对于某些抽壳困难的弹壳来说,抽壳力下降意味着降低了卡壳的出现率。
依据仿真计算的药筒各部位抽壳力数值可以得出,药筒口部、药筒斜肩部和药筒体部采用30#钢,药筒底部采用20#钢可以达到抽壳力最低的效果。
3.5 不同温度对抽壳力的影响
不同温度下,20#钢以及修改20#钢材料参数的抽壳力对比如图11所示。从图11可以看出无论是否修改材料参数,药筒的各部位抽壳力都随温度的升高而升高。但是在高温条件下,药筒口部抽壳力从27.5 kN下降到19.25 kN,药筒斜肩部抽壳力从14.47 kN下降到10.13 kN,药筒体部和药筒底部变化不明显,修改部分材料参数仍然可以达到降低抽壳力的效果。

4 结论
通过对药筒抽壳过程进行理论分析与有限元计算仿真发现,药筒口部和药筒斜肩部对抽壳力的影响最大。因此,在药筒的设计中,可以考虑不同部位采用不同钢材,从而达到顺利抽壳的目的,结论如下:
1)换用不同钢材对药筒的抽壳力有一定的影响,
其中30#钢相比20#钢、45#钢而言比较容易抽壳。
2)统计了3种不同钢材对应的修改材料的抽壳力,药筒口部和斜肩部的抽壳力下降十分明显。
3)药筒各个部位的抽壳力都随温度升高而升高,温度对抽壳力的影响不可忽视。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
高教学刊(2022年13期)2022-05-24
中国应急管理科学(2022年2期)2022-05-23
汽车实用技术(2022年5期)2022-04-02
小资CHIC!ELEGANCE(2022年2期)2022-01-11
课程教育研究(2021年10期)2021-04-13
智慧少年·故事叮当(2020年10期)2020-11-06
中华诗词(2020年1期)2020-09-21
作文周刊·小学二年级版(2018年29期)2018-11-26
延河(2017年7期)2017-07-19