降低脱硫厂用电率的创新探索与实践
2022-02-28 03:41朱旭玲
现代工业经济和信息化 2022年12期
秦 凯,朱旭玲
(国能榆次热电有限公司,山西 晋中 030600)
引言
社会经济与科技的发展在带动各行各业进步的同时,也引发了环境污染问题。为了促进社会的健康发展,不断提高人们的生活质量,国家开始重视对生态环境的保护与建设。随着环保指标的不断升高,燃煤发电厂也要促进脱硫系统运行管理的精细化发展。由于脱硫系统十分复杂,涉及的设备众多,湿法脱硫高能耗问题严重。因此,在最优排放的基础上怎样优化并改进脱硫系统的运行,从而降低厂用电率,成为湿法脱硫领域研究的重点。
1 发电厂1 000 MW机组脱硫系统的运行情况
据了解,我国某一燃煤发电厂在2018年和2019年全面落实了机组超净排放工程,此工程涉及了高效脱硫技术、湿式电除尘器以及SCR脱硝系统优化调整等领域,做到了排放优于国家燃机标准,在白色烟羽及S2O3同步治理工作中取得了极佳的效果[1]。在实际运行中,为了全面满足系统运行的标准要求,发电厂对增压风机、浆液循环泵等设备实施了扩容优化。但是,随着扩容工作的落实,脱硫厂用电率也大幅度升高。据统计,在2020年和2021年发电厂脱硫厂用电量分另为12 641万kW·h、13 964万kW·h,且呈现上升态势。表1所示为2021年上半年发电厂脱硫厂用电率情况,脱硫厂用电率的均值都在1.00%以上。
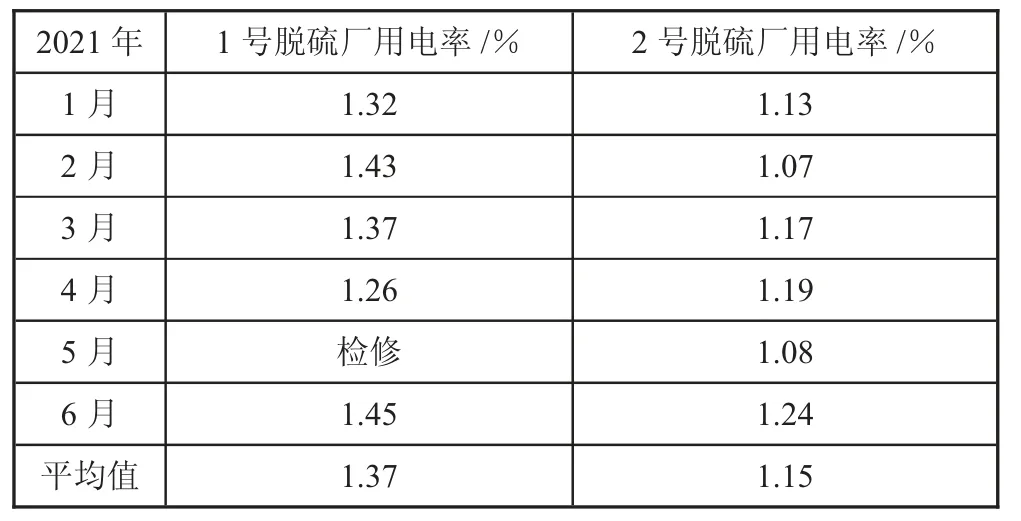
表1 2021年1—6月份脱硫厂用电率情况
就目前来看,燃煤发电厂必须全面优化脱硫运行模式,注重对系统设备的管理维护。只有这样,设备厂用电率才能得到有效降低。
2 发电厂机组脱硫系统运行的有效优化与改进
2.1 合理制定各浆液循环泵的组合方法并不断创新
在机组脱硫系统运行的过程中,浆液循环泵会耗费大量的电量。不同浆液循环泵的功率并不相同,如若只是凭借工作人员以往的经验进行浆液循环泵的运行组合,势必导致大量的电力资源浪费[2]。通过大量试验与研究,发电厂制定并落实了浆液循环泵节能优化对策,期间明确了处于不同负荷以及吸收塔进口SO2浓度的条件下的浆液循环泵运行组合形式,如实现循环泵组合的表单化。在实际工作中全面落实可视化管理,科学引导值班人员严格依据工作情况安排组合泵运行的开启与停止。据实际检验发现,发电厂自从运用了此运行方法,浆液循环泵的耗电情况由最初的1 974 MW·h下降到了1 538 MW·h,其获得了极佳的应用效果。
2.2 基于浆液pH值自动化控制优化智能控制管理
过去,浆液供给泵采用浆液量控制形式,通过操作人员手动设定浆液量来实现pH值的调节,操作人员的工作量大,在手动调节的过程中也大多凭借以往的运行作业经验,如若操作人员的工作经验不足,很容易导致浆液pH值出现大幅度振荡情况,甚至会导致石灰石浆液输送泵反复不断地开启、停止,从而浪费大量的电力资源。据详细观察与研究,在不影响洁净排放的基础上将入口SO2浓度以及烟气量的乘积值作供浆量,借助pH值存在的偏差输入PI控制器不断缓解烟气量与SO2变化而造成的波动问题,降低石灰石用量,球磨机设备的电耗也得到解决。
随后,燃煤发电厂落实了相关管理流程,运用自动和人工控制相结合的控制方法,实现浆液pH值控制管理的常态化[3]。在低负荷条件下,因烟气量相对较小,所用的浆液量也相对较低,如若浆液的流量未超过10 t/h,控制系统可采用手动形式,让操作人员手动操作并管控浆液量。如若浆液的实际流量高出10 t/h,并已达到控制死区,控制系统会转换到自动模式,可将浆液pH值全面控制在允许范围内,实现全负荷条件下的运行目标。除此之外,发电厂对于运行系统要落实吹扫作业。在吹扫作业后,值班人员要将调节模式转换到自动,同时也要负责运行调整工作,有效解决自动控制系统无法解决的问题,系统存在的应对能力不足的弊端也能得以弥补。
2.3 基于月度目标全面细化管理目标
合理开展统筹管理工作,发电厂能制定出更为精细化的管理机制,结合月度目标也能明确SO2排放浓度的每日控制指标[4]。在实际工作期间,环保部门的工作人员每天都要查看SO2的排放数据情况,还要将排放情况与月度指标进行对比,再依据指标差值制定每日控制指标。操作人员要详细做好记录工作,将每小时SO2排放浓度以表格的形式呈现出来,并科学计算后续的控制目标值,将以往的控制月度均值方法转换成控制每小时的排放浓度。采用这种控制策略,后续值班人员可结合上一班次的具体情况落实相应的控制对策。在工作中,如果SO2排放浓度超出了目标值,值班人员便可依据全天平均值合理判断,从而决定是否调整控制对策。
2.4 有效控制球磨机耗电量
在系统设备运行过程中,球磨机连续运转会耗费大量的制浆量,要想降低厂用电率,要尽可能缩减球磨机的运转时间。发电厂要合理管控石灰石的给料量,可提升机器的运转工作效率。球磨机入口的石灰石供给量是借助称重皮带进行计量的,在实际运行期间,石灰石给料量要控制在25 t/h以上,期间不可随意调整给料量。这样,不仅能确保球磨机高效、稳定地运行,还能避免受到给料少等因素的影响,出现延长运行时限的问题。此外,如若石灰石浆液罐中的液位已达6 m,便可终止球磨机运行。如若液位<3 m,便可开启球磨机设备。
2.5 合理运用先进技术,做好过程管理工作
针对脱硫系统存在的烟气加热器积灰与腐蚀等问题,发电厂要不断提升风机设备的运行效率,并大幅降低用电率。通过深入调研,发电厂在烟道尾部科学设置了氟塑料换热器,由于此技术在我国机组研究领域涉及很少,为了确保氟塑料换热器能安全、稳定运行,发电厂还要采取一系列措施强化过程管理。首先,发电厂要科学落实过程参数统计分析机制,在集控系统中加设报警功能,如若画面中出现黄字并不断闪烁,这就代表着运行参数即将或已经达到设定的上、下限值。若出现红字报警,则意味着设备参数已经超出了设定的标准,操作人员需对设备进行全面的检查。其次,为了确保脱硫系统设备能稳定、有序地运行,发电厂还要注重对工作人员的培训教育,通过邀请专业的工程师为工作人员定期授课,让工作人员掌握氟塑料的使用特点、掌握巡检工作的要点内容,如何通过补水泵启停次数以及压力情况合理判断换热器的运行状况。只有做好上述工作,氟塑料换热器的实际运行水平才会大幅提升。
3 实施效果
3.1 经济效益
随着精细化管理工作的落实,截至2021年下半年,机组脱硫厂用电率如表2所示。

表2 2021年7—12月脱硫厂用电率情况
由表2可知,发电厂1号机组脱硫厂用电率得到了明显降低,2号机组脱硫厂用电率也降低了0.05%,2021年7—12月,2台机组的发电量分别达到了27.65亿kW·h、17.32亿kW·h。从整体角度看,发电厂的用电量大幅降低,依据上网电价进行计算,发电厂可节约近200万元,经济效益可观。
3.2 社会效益
2021年,发电厂脱硫系统设备的投运率达100%,运行效率完成率也超过了95%,排放达标率为100%[5]。3项大气污染物环境税应缴纳9 316 857元,期间共计减免4 183 956元,节支率在50%左右。这不仅有利于发电厂日常业务的开展,还实现了节能减排,为当地环境保护与建设工作作出了巨大的贡献。
4 结语
发电厂通过采用诸多管理措施,不仅降低了机组脱硫厂用电率,还有效解决了电厂跨专业存在的管理壁垒与孤岛问题,不仅突破了以往工作中存在的系统设备质量监督难度大的问题,还最大限度地提高了发电厂脱硫系统设备的运行管理能力。采用先进科技有效收集并处理相关信息,再进行充分利用,不仅实现了对系统运行数据的定化、统一化管理,还科学构建了一体化管理平台,促进了管理工作向智能化、信息化方向发展。
猜你喜欢
水泵技术(2022年2期)2022-06-16
防爆电机(2022年2期)2022-04-26
水泵技术(2021年5期)2021-12-31
水泵技术(2021年3期)2021-08-14
煤气与热力(2021年2期)2021-03-19
黑龙江水利科技(2020年8期)2021-01-21
石油化工建设(2019年6期)2020-01-16
电子制作(2019年20期)2019-12-04
现代工业经济和信息化(2016年1期)2016-05-17
通信电源技术(2016年3期)2016-03-26