
基于前倾角托辊受力分析的装卸设备尾车输送带跑偏原因分析
2022-03-04 01:27董海蛟
起重运输机械 2022年2期
董海蛟
河北港口集团秦皇岛港股份有限公司 秦皇岛 066000
堆料机、装船机是散物料装卸生产的主要设备,其共同的特点是地面输送带需爬上设备的尾车,以实现物料的堆存。调研发现上述设备在空载向前行走过程中常出现尾车输送带跑偏的情况,设备向后走车时尾车输送带不跑偏,且对尾车改向滚筒调整、尾车高低落差调整、尾车与地面输送带同轴度调整均无明显改善效果。为了保证设备向前行走时尾车输送带不跑偏,不得不启动地面输送带,跑偏现象才得以纠正,却带来较大的能源损失,无形中也增加了设备的启停次数,影响设备寿命。本文通过对尾车前倾角托辊进行受力分析,找到造成设备尾车输送带跑偏的主要原因,并据此提出了解决这一问题的方案。
1 尾车输送带跑偏规律性调查结果
根据现场调查得知,该设备尾车输送带跑偏具有一定的规律性,当设备向前行走时尾车输送带出现跑偏现象,且跑偏方向不具备规律性。当设备向后行走时尾车输送带不跑偏,当设备向前行走且地面输送带启动时尾车输送带不跑偏。
设备输送带绕行方向如图1所示,图中对设备及输送带运行方向进行了定义。尾车输送带跑偏情况调查结果总结如表1所示。
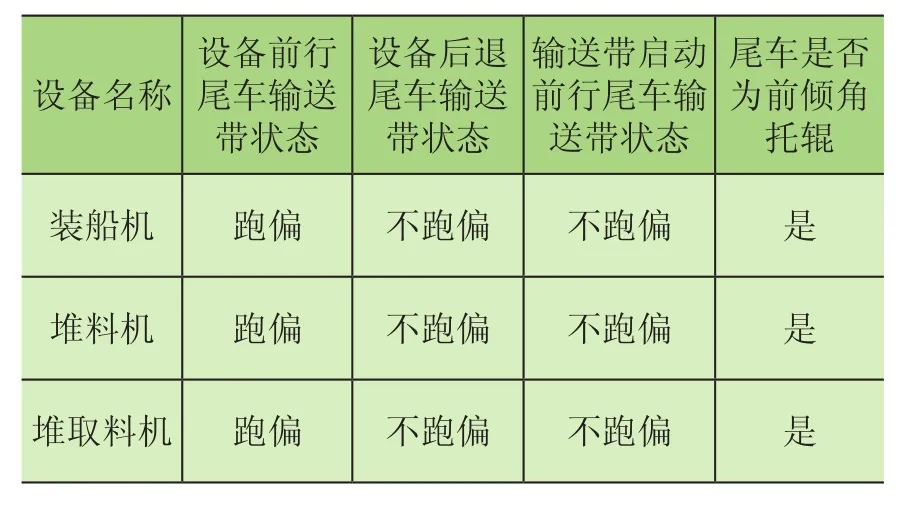
表1 尾车输送带跑偏情况调查表
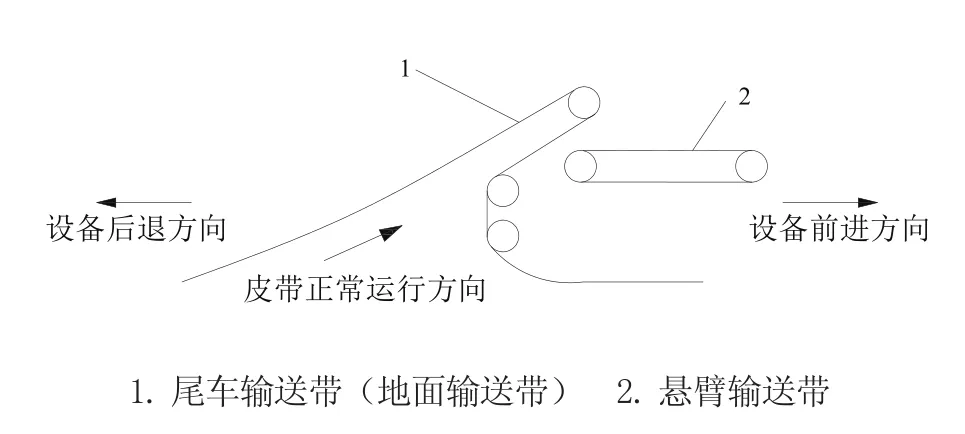
图1 设备输送带绕行方向示意图
2 尾车输送带跑偏原因分析
通过对尾车输送带跑偏情况与设备行走方向相关性的调查,结合前倾角托辊调偏原理,初步认为与尾车输送带在设备空载前进时的跑偏现象,以及尾车输送带承载托辊为前倾角托辊有着直接的联系。本文将针对前倾角托辊进行受力分析。
2.1 当尾车输送带正常运行时或设备后退时前倾角托辊受力分析
当输送带正常运行时,取对称于输送带中心线的2点A、B为研究对象,A、B既是输送带上的点又是托辊上的点,输送带速度矢量分解及前倾角托辊摩擦力矢量分解如图2、图3所示。
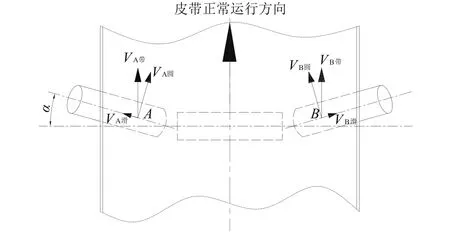
图2 输送带速度矢量分解示意图(输送带正常运行)
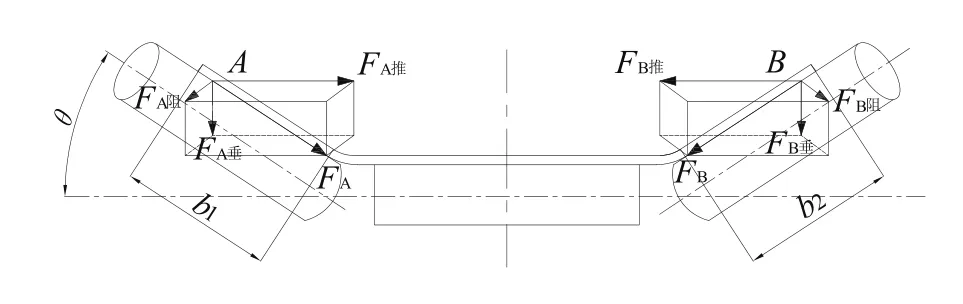
图3 前倾角托辊摩擦力矢量分解示意图(输送带正常运行)
输送带速度矢量分解式为V带=V圆+V滑,由于输送带与前倾角间存在相对滑动速度V滑,故在输送带与前倾角托辊间产生滑动摩擦力FA、FB,图中的FA阻、FA推、FA垂、FB阻、FB推、FB垂分别为FA、FB在三坐标轴上的分力。
根据《DTII型固定式带式输送机设计选用手册》可知前倾角托辊摩擦阻力为

带式输送机空载时

式中:C为槽型系数;μ为输送带与托辊间的摩擦系数,μ=0.3~0.4;L为装有前倾角托辊的带式输送机长度;qB为单位长度输送带质量;qG为单位长度输送物料质量;δ为输送带在运行方向上的倾角;α为托辊前倾角。
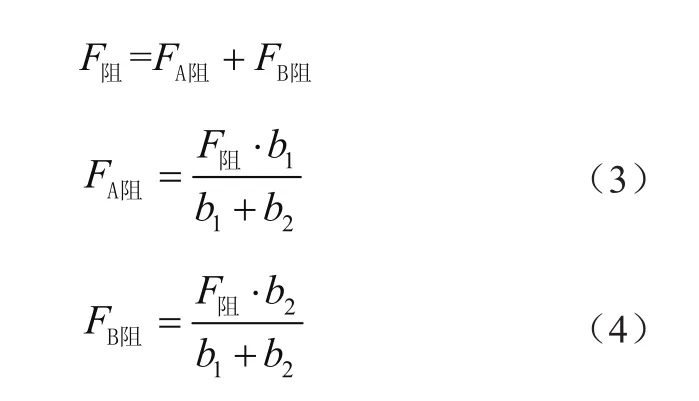
式中:b1、b2为A、B两侧前倾角托辊与输送带的接触长度。
垂直于输送带运行方向的横向推力即前倾角托辊调偏力为

当输送带发生跑偏时调偏力的合力为
由以上分析可知,当输送带向A点方向跑偏,输送带与A点所在前倾角托辊的接触长度b1更大,横向推力FA推更大,输送带受到合力ΔF向右的作用力,合力方向与跑偏方向相反,进而自动向右侧调整跑偏量;同理当输送带向B点方向跑偏时,会受到合力ΔF向左的作用力,合力方向与跑偏方向相反,最终使输送带始终围绕带式输送机中心线运行。
2.2 当尾车输送带停止运行设备前进时前倾角托辊受力分析
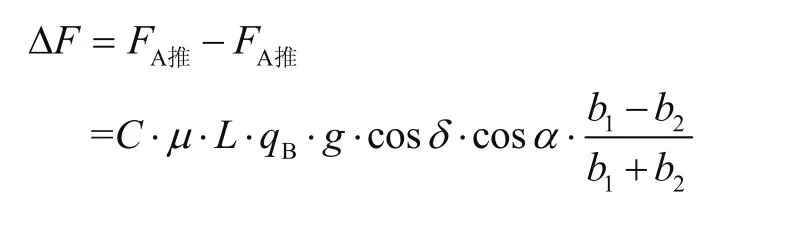
当尾车输送带停止运行设备前进时,输送带相对于尾车反向运行,上述分析中的速度与力的方向全部调转(见图4、图5),导致输送带失去了原有指向中心的横向推力。由于输送带初始状态不可能绝对正,因此,当输送带最初就向A点方向偏移时,A点所在的前倾角托辊给予输送带向左侧的横向力FA推大于B点所在前倾角托辊给予输送带向右侧的横向力FB推,输送带受到合力ΔF向左的作用力(合力方向与跑偏方向相同),将使输送带跑偏量继续增大,而随着输送带跑偏量的增加(即b1-b2之差的增大),向左的合力ΔF就会越来越大,最终造成恶性循环,输送带出现向左不可逆的跑偏现象。
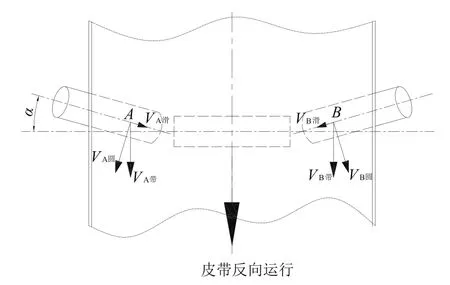
图4 输送带速度矢量分解示意图(输送带反向运行)
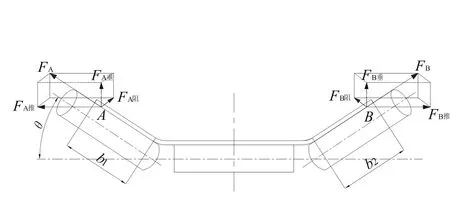
图5 前倾角托辊摩擦力矢量分解示意图(输送带反向运行)
综上所述,尾车输送带停止运转设备前行时出现输送带跑偏现象,是因此时输送带相对于尾车反向运行,导致输送带所受调偏力合力ΔF与跑偏方向一致,输送带失去了指向中心的调偏力,造成了尾车输送带跑偏。而尾车输送带停止运行设备后退及输送带启动时,输送带相对于尾车属于正向运行,所以前倾托辊始终能给予输送带指向中心自动调偏的作用力,故此2种状态时输送带不出现跑偏现象。
3 尾车前进时输送带跑偏的治理方法
输送带跑偏现象主要分为空载跑偏和重载跑偏2种情况,空载跑偏时要从带式输送机安装精度、维护质量着手分析原因,重载跑偏时要从物料下落位置是否准确这方面分析原因[2,3]。
针对上述输送带跑偏现象,从理论分析过程可知,调整的方法主要是适当增加自动调偏托辊的数量,使得尾车输送带无论相对于尾车向任何方向运行,机械式自调偏托辊始终根据输送带的跑偏方向自动调整角度以给予输送带足够的调偏力。
4 结语
前倾角托辊的调偏力是摩擦力,其调偏原理是使输送带两侧受到的摩擦力合力始终指向输送带中心,一旦输送带运行方向与前倾角托辊的前倾方向相反,非但无法起到调偏作用,反而起到反作用使得输送带越来越偏。需要注意的是,当带式输送机上的物料偏载时,前倾角托辊给予物料偏载侧的输送带调偏力更大,输送带在运行时会向物料非偏载侧跑偏,直到输送带与物料的整体重心降低到槽型输送带最低点,即与带式输送机中心重合,故前倾角托辊无法解决物料偏载引起的输送带跑偏问题。
选用机械式自调偏托辊时需要注意的是,有些型号的机械式自调偏托辊无法解决物料偏载引起的输送带跑偏问题,有些型号的安装方向错误会对输送带调偏过程起到反作用,故应根据其调偏原理选用并安装机械式自调偏托辊。对于解决尾车输送带停止运行设备前进,输送带相对于尾车反向运行时的跑偏问题,选用有安装方向的机械式自调偏托辊是不适合的。当然,设备使用单位也可以根据自身情况安装一些具有电液动力的或者具有一定跑偏检测功能的强制调偏托辊,以达到调整空载跑偏及重载跑偏的作用[4,5]。
猜你喜欢
煤炭工程(2022年8期)2022-08-24
矿山机械(2022年5期)2022-05-19
科海故事博览·下旬刊(2022年4期)2022-05-07
新商务周刊(2019年19期)2019-12-22
建材发展导向(2019年11期)2019-08-24
科技视界(2017年18期)2017-11-16
山东工业技术(2016年15期)2016-12-01
科技视界(2014年26期)2014-12-25
城市建设理论研究(2014年37期)2014-12-25
中国新技术新产品(2014年2期)2014-06-01
