
振动在线监测系统在港口机械的应用
2022-03-04 01:27李益波肖炳林黄俊俊
起重运输机械 2022年2期
李益波 肖炳林 黄俊俊
1广州港集团有限公司 广州 510100 2广州港股份有限公司南沙集装箱码头分公司 广州 511462
0 引言
随着港口吞吐量的增大和自动化程度的提高,港口机械在整个物流系统中的作用日益显著,对港口机械的运行要求也越来越高。现今,港口机械设备的结构和组成越来越复杂,负荷也越来越重,港口机械的运行状态直接影响着港口作业的效率和安全。近年来,港口大型设备事故时有发生,靠传统的检测手段很难及时、有效地发现设备故障的部位和隐患。起重设备的事故具有不确定性和不可预见性,但其造成的结果却是极其严重的[1,2]。因此,完善监测手段,提高监测技术对于港口机械的安全稳定运行具有重大的实际意义[3]。
港口装卸机械主要有岸边集装箱起重机(以下简称岸桥)、轨道式集装箱门式起重机、轮胎式集装箱门式起重机(以下简称轮胎吊)等。这些设备通常都包含起升、小车运行、俯仰和大车运行等机构,其基本组成均是由电动机通过减速器带动相关工作装置运行、作业。
通过对设备的统计分析,目前港口大型机械设备在监测维护上主要存在以下问题[4,5]:
1)部分港口大型机械设备缺乏先进的监测设备和监测技术,主要还停留在日常检测和事后维修的维护方式上,不能及时、准确、有效地反映设备的实际运行状态。
2)各港口相关监测人员技术水平参差不齐,或缺少相关的技术人员。造成对关键的失效模式不能进行准确的判断、监测和诊断,缺乏较强的针对性和统一性。
3)现场通讯情况较差,后台支持不足,导致数据传输和存储存在很大困难,设备运行状况相关数据大量流失,造成设备的健康诊断数据匮乏。
设备故障诊断技术主要分为简易诊断和精密诊断[6]。简易诊断指的是使用简单的检测仪器或人为判断,例如人为目测、耳听和手摸等,以及便携式测振仪、轴承检测仪、电缆测温仪和超声波探伤等,通过采集相关信息,并根据检测部位做出初步故障诊断。以上检测方法局限性较大,对设备表面清洁度要求较高,此外现场检测具有一定的危险性,且人为目测、耳听和手摸易造成主观误差。通过这些检测手段对港口重要机械设备进行诊断易出现误判和漏判,且不能实时准确反映设备的真实状况,为设备的运行留下安全隐患。
精密诊断指的是以简易诊断经验为基础,使用在线精密专用设备进行实时在线监测,通过频谱分析等技术,对设备进行精密分析和诊断。该监测能更好地排除人为干扰,同时可方便收集设备运行的历史数据,是监控技术的发展方向。随着物联网及人工智能等领域新技术的兴起与发展,故障诊断领域也进入了大数据时代。通过高效快速的数据采集、存储、传递、处理,实现对更大数量、更多测点设备的监测,由此产生的海量数据给港口机械智能状态监测的深入研究和应用提供了新的机遇。本文提出一种基于振动信号的状态监测方法,并应用于港口实际,主要内容包括在线监测系统框架建立、故障信号识别算法和实例分析。
1 振动监测系统整体框架
集装箱码头存在设备分散、工况多变、传动链庞大等问题,建立振动监测系统需要解决数据的离散采集问题。本文根据港口传动链的关键设备状态监测要求,设计并搭建了一套先进可靠的振动在线监测系统,具体框架如图1所示。
振动在线监测系统是一款通用的、内含诊断功能的在线设备状态监测系统。以网络通信技术和故障诊断算法为基础,采用集成式的数据采集处理站为主体,能实时并行采集8、16或32通道的振动、油液、转速及其他过程参数。该监测系统在测量振动信号的同时结合了设备的运行状况,从而使其测量更加全面有效,进而可适用于复杂设备的监测(例如变转速设备)。港口机械属于典型的变转速、非平稳工况设备,使用图1所示的振动在线监测可有效监测港口机械设备的传动链状态,从而有效减少港口机械的非正常停机,降低维护费用。

图1 振动在线监测系统框架图
1)数据采集系统 布置多通道传感器对起重设备传动链(电动机、减速器以及轴承等)进行振动信号采集,通过内置算法可进行初步的故障诊断。
2)数据中心 由多台服务器组成,负责原始数据与计算数据的处理与存储。
3)中控可视化平台 含有大量分析监测模块,对设备实现状态监测、状态分析以及振动报告的显示,提供现场管理人员制定快速维护计划;
4)云端可视化平台 通过远程监控实现功能2)和功能3)的整合,是融合多种状态监测技术的设备监测、预测维护和故障分析平台,具体功能为:
①快速完成设备监测设置 提供测点模板库、参数和信号模板库、轴承库、设备复制粘贴等功能;
②兼容多种状态监测技术 多种设备状态参数,如温度、电流、电压等,油品分析数据和红外热成像数据;
③同时支持离线和在线监测 便携式智能数据采集和在线数据采集;
④故障特征频率幅值提取;
⑤滚动轴承故障因子DEF 独有的滚动轴承故障诊断技术;
⑥针对卷筒低速重载的特点,采用特有的Shock Finder(SFI)监测技术;
⑦提供以太网和Modbus(RS485 Modbus和TCP/IP Modbus)现场总线数据输出,可直接将数据提供给控制室内的PLC或DCS控制系统。
2 振动信号监控算法
根据港口传动链的关键设备状态运行特征和要求,搭建的系统主要以电动机、减速器的轴承故障监测为主目标,主要采集信息为轴承振动信号。
2.1 滚动轴承故障信号
滚动轴承故障特征频率采用以下方式计算[8,9]:
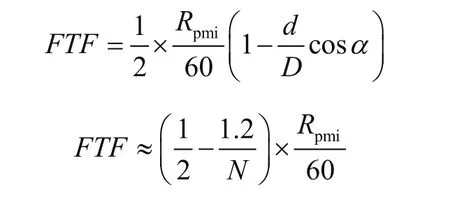
1)根据轴承几何尺寸,保持架故障特征频率FTF为

轴承外圈固定,内圈旋转时为
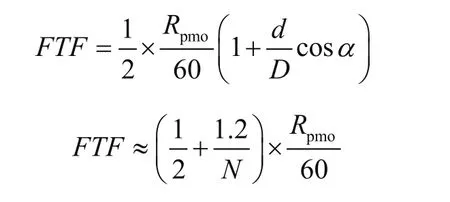
轴承内圈固定,外圈旋转时为
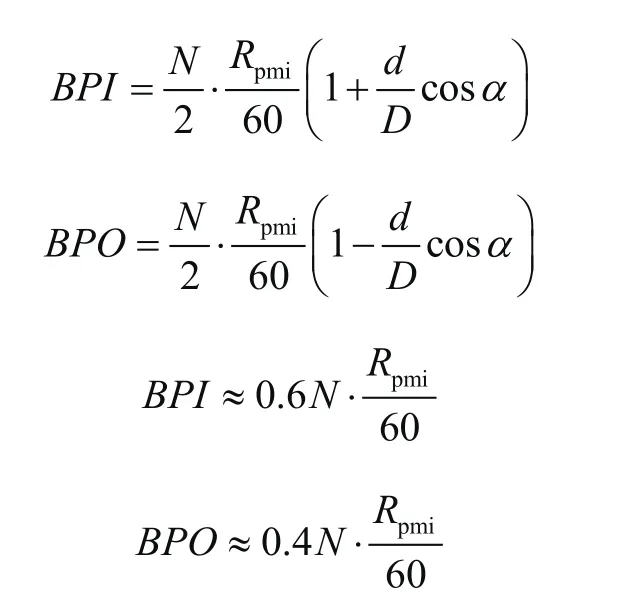
2)根据轴承几何尺寸,假定轴承外圈固定,则轴承的内外圈故障特征频率分别为
2)滚动体的故障特征频率为
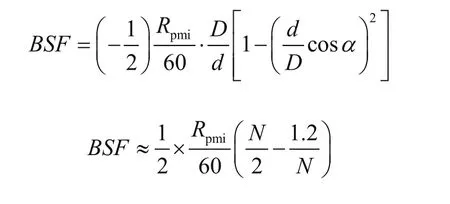
式中:D为轴承节圆直径,d为滚动体直径,N为滚动体个数,α为接触角,Rpmi、Rpmo分别为内外圈转速。
所涉及的在线监测系统已经内置了世界上知名的35个厂家、近3万多种轴承数据库,同时用户可编辑该轴承数据库,补充添加新的轴承型号。通过对监测点添加相应的轴承型号并结合设备运行转速,可将该轴承的4个故障特征频率(内圈、外圈、滚动体、保持架)显示在频谱上,更易于对故障频率成分的识别,如图2所示。图中C1为保持架故障特征频率,E1为外圈故障特征频率,B1为滚动体故障特征频率,I1为内圈故障特征频率。

图2 轴承振动信号包络谱
为了定量地对运行中的传动链进行监测,需要对其中的各个轴承状态各自定义1个监控指标,许多文献对此进行了研究[10,11]。使用一种DEF滚动轴承故障因子,能有效指示故障特征。DEF滚动轴承故障因子综合了峰值因子(PF)和有效值(RMS)的组合,其表示为

式中:a、b为经验系数,PF为峰值因子,RMS为有效值。
不同参数量对于滚动轴承各个损伤阶段的响应变化如表1所示。
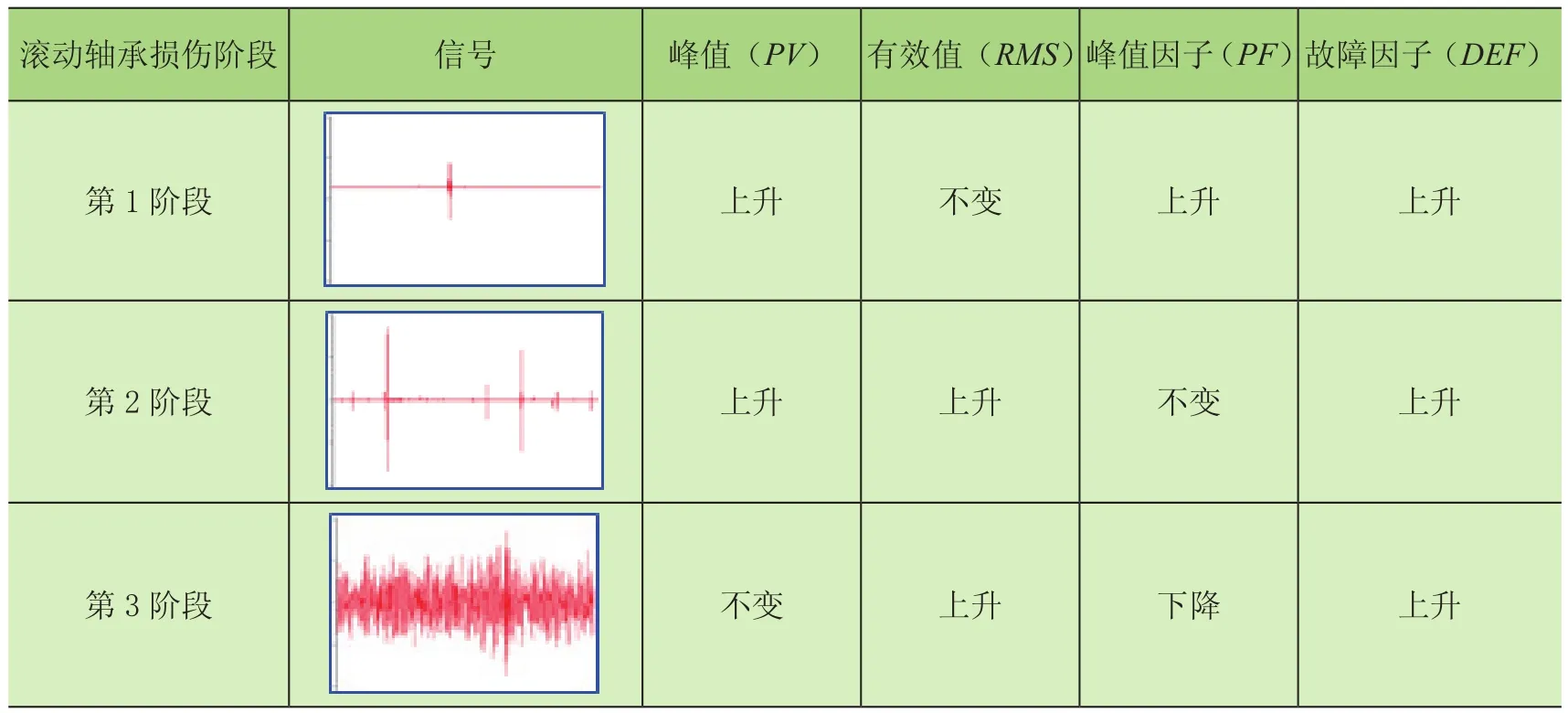
表1 不同参考量对滚动轴承不同损伤阶段的响应
此模型包含了大量有代表性的各类工业设备的滚动轴承,DEF具有如下特征:
1)绝对因子共分0~12等级。0~4等级表明滚动轴承运行状况优秀,日常监测即可;4~6等级表明滚动轴承出现初期损伤,需加强润滑和监测;6~9等级表明滚动轴承出现中期损伤,需加强润滑和监测,并在适当时间进行停机检查和更换;9~12等级表明滚动轴承出现中晚期损伤,需尽快停机检查和更换;
2)滚动轴承整个生命周期的监测;
3)不受转速、载荷、尺寸等参数的影响,便于设定报警值;
4)易于使用且能快速有效地评价轴承的状况。
2.2 低速重载设备冲击信号
起重机工作的另一个特征是低速、非平稳和大冲击,对于此类设备需额外考虑冲击特征指标以进一步确保监测准确性。有些低速重载设备发生的机械磨损是重复冲击造成的,且冲击的能量值较低。低速重载设备冲击的特点为:对整体加速度或速度水平影响较小;现象常常被时域信号中的噪声所掩盖;频谱上几乎看不到异样。
Shock Finder指示器(SFI)是一种独特的指示器,可智能并及时检测到时域信号中的冲击。Shock Finder以完全自主的方式分析时域信号,搜索最适合的滤波器并计算出时间间隔内发生的冲击,如图3所示。
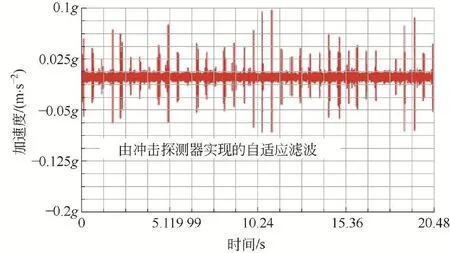
图3 典型冲击信号时域波形
Shock Finder算法用于确定每个时间间隔内出现的冲击次数,将冲击次数值与冲击次数设定的阈值进行比较:如大于设定的阈值,则当前二进制的SFI是1;反之则为0。如图4所示。
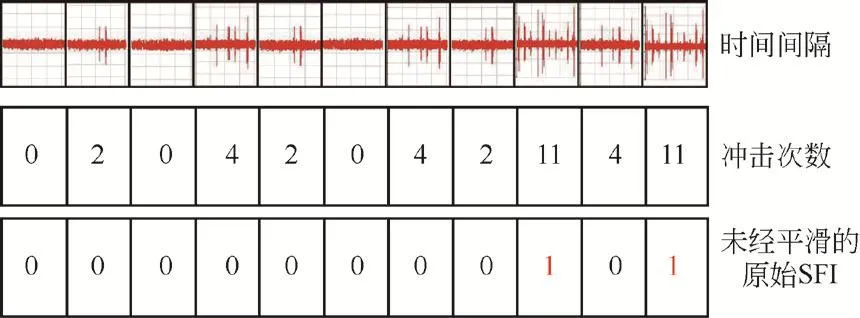
图4 Shock Finder算法图解
SFI的处理过程会产生一系列0和1的值,其数量取决于每个时间间隔的冲击次数。为了排除可能的随机冲击和非重大冲击,通过结合SFI与可调整的平滑函数来消除误报,平滑函数用于验证SFI到报警模式的切换。监测期间,当1总数大于最大触发总数设置的参数;或者1连续的数量大于最大连续触发数设置的参数,在这2种情况下,SFI处理的最终结果都是正的,表明存在异常和重复的冲击。具体默认参数值的示例如表2所示。
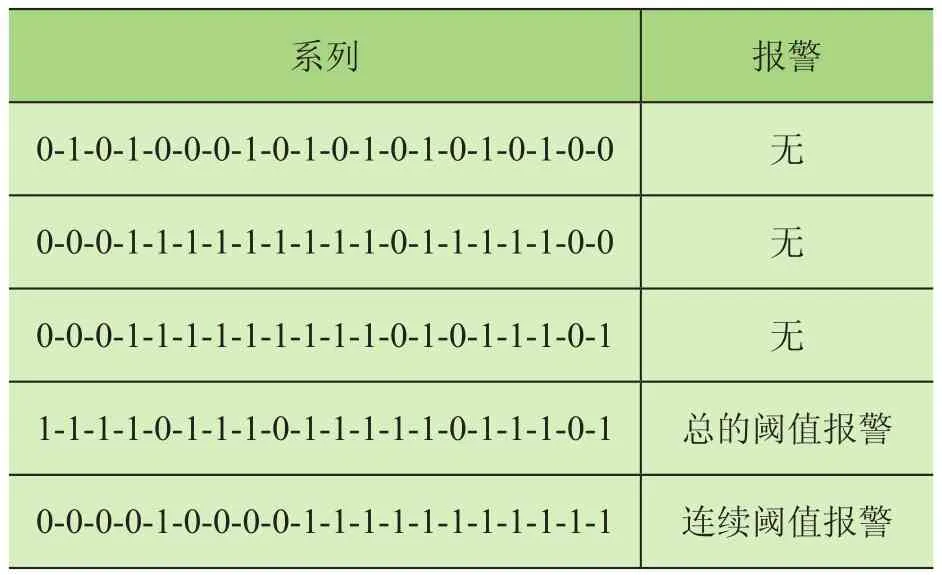
表2 SFI报警系统默认参数值
在下列情况下SFI尤其有效和重要:
1)低速重载设备 SFI适用于转速小于1 500 r/min的旋转设备,超过1 500 r/min后,SFI将不再运行,速度越慢,SFI运行越好。
2)设备由于故障现象产生冲击。在实际应用中,SFI可用于许多机械损伤(如轴承损伤或轮齿缺陷)。
4 应用实例分析
在广州港的部分岸桥(起升机构、小车机构、俯仰机构)和轮胎吊(起升机构、小车机构)安装振动在线监测系统,并根据该系统测得的数据以及内含的自动诊断功能,结合技术人员详细分析检测电动机轴承和滚筒早期故障的出现,以及故障发生部位。本项目的解决方案以及测点布置如图5所示。
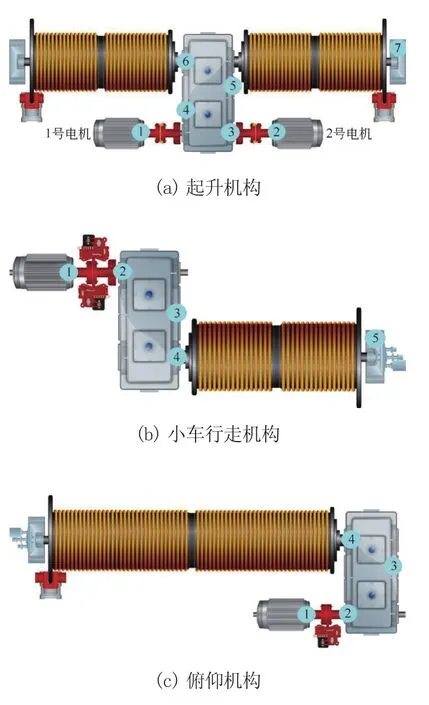
图5 岸桥传动系统振动传感器安装位置
4.1 案例1(电动机轴承故障)
某码头1台轮胎吊的起升机构装有振动在线监测系统,发现电动机驱动端测点的DEF值和振动加速度值存在报警,如图6所示。

图6 监测界面报警
通过1个月的连续跟踪,发现监测值有一定的恶化趋势。通过现场检查和该系统配套的数据可视化软件分析发现:1)时域波形出现明显的冲击,且冲击能量值较大,如图7所示,Cd1(X=0.06 349 s,Y=30g),Cd2(X=0.07 287 s,Y= 23g),dX=0.00 938 s、dY=7g;2)FFT链接谱中出现明显且丰富的谐波(93.5 Hz和29.74 Hz),如图8所示。
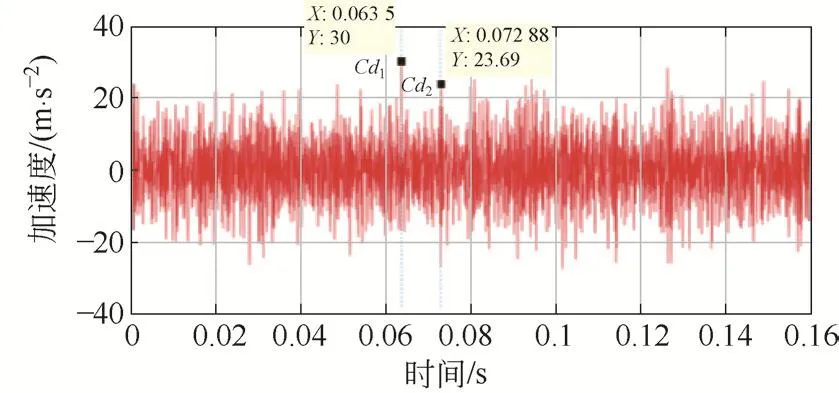
图7 轮胎吊起升电动机驱动端时域波形
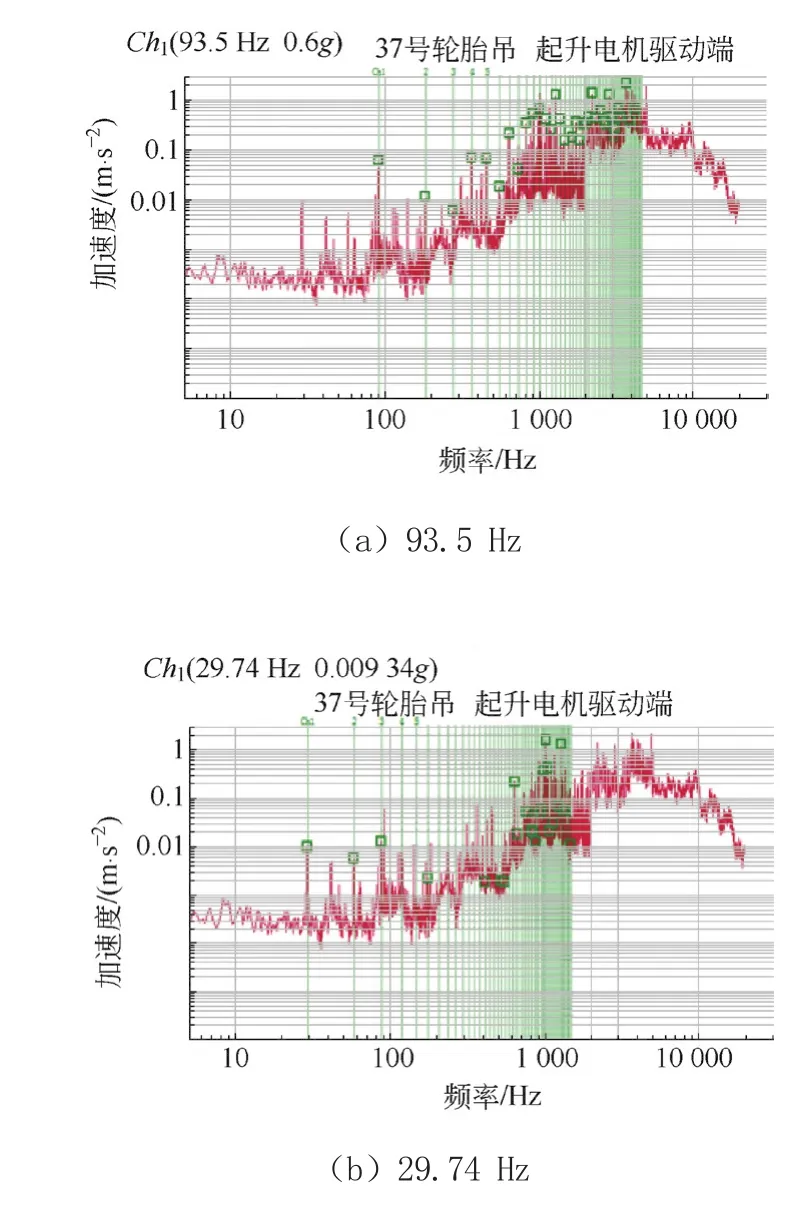
图8 电动机驱动端链接谱
通过查询电动机驱动端使用的支撑轴承型号并结合电动机转速,得到该轴承的故障特征频率为94 Hz。故FFT链接谱中出现的93.5 Hz为轴承的故障特征频率,且由于93.5 Hz周围的谐波较为丰富,还存在明显的周期性冲击特征,振动速度值和加速度值较大,初步分析认为电动机驱动端轴承存在的磨损迹象,同时造成轴承结构的松动。
厂家对该电动机轴承检查后发现,该轴承已出现明显的磨损故障;更换轴承后,DEF值、振动速度值和振动加速度值均明显下降恢复到允许的正常范围内,如图9所示。

图9 正常状态监测界面
4.2 案例2(卷筒故障)
某码头1台岸桥通过振动在线监测系统发现齿轮箱输出轴的振动速度值和Shock Finder值出现报警的现象,加强监测和跟踪分析发现,振动速度值和Shock Finder值均持续出现报警现象,如图10所示,且振动速度值也有上升趋势,甚至可以听到齿轮箱输出轴存在异响,特别是在设备工况发生改变,如转速变化,正转反转方向变化时异响更加明显。通过软件分析发现:1)齿轮箱输出轴Shock Finder值存在报警,说明齿轮箱输出轴测点存在明显的冲击;2)齿轮箱输出端时域波形存在明显的冲击,如图11所示,但冲击周期没有明显的规律性,根据现场监测,这种冲击与小车机构的运行工况变化具有一定的匹配度。

图10 监测界面报警
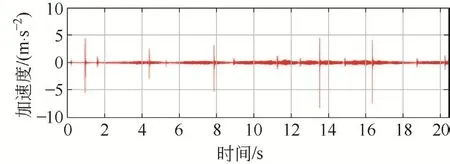
图11 小车机构齿轮箱输出端时域波形
综合分析认为,齿轮箱输出轴或滚筒侧存在结构松动,导致设备运行过程中,运行工况变化时,齿轮箱中低速轴轮齿啮合不良而引起的冲击与异响。通过现场对小车机构的齿轮箱输出轴侧和滚筒侧检查发现,滚筒侧起吊集装箱的钢丝绳两端存在长短不平衡,由此造成了设备在升降过程中对滚筒的非周期性冲击,这种冲击传递到齿轮箱输出轴的轮齿上,引起了中高速轴轮齿之间的不良啮合。通过对滚筒侧钢丝绳长度的统一调整,现场异响明显降低,振动值也恢复到了允许范围内。
5 总结
本文所设计的在线振动监测系统对港口机械的安全稳定运行起到了至关重要的作用,能减少非正常停机,降低维护费用。该系统创新地采用了DEF技术使得电动机轴承和齿轮箱轴承、齿轮故障的分析和诊断变得更为方便简单。因此,振动在线监测系统在港口机械传动链的应用具有一定的实际意义。
猜你喜欢
大电机技术(2022年3期)2022-08-06
交通科技与管理(2022年8期)2022-05-07
防爆电机(2021年6期)2022-01-17
防爆电机(2021年4期)2021-07-28
科学家(2021年24期)2021-04-25
科技视界(2020年22期)2020-08-14
科技创新与应用(2017年22期)2017-08-24
魅力中国(2016年51期)2017-08-14
魅力中国(2016年51期)2017-08-14
军事文摘·科学少年(2017年2期)2017-04-26
