汽车密封条焊接过程中的工艺比较
2022-03-07 10:49陈熠道
科技资讯 2022年1期
陈熠道

摘要:汽车密封条焊接过程中,面对的两个主要焊接综合质量矛盾问题是焊接弯曲形变与焊接断裂开缝,所以在焊接生产加工工艺综合系统设计里,要处理和解决焊接综合质量严格控制管理的主要矛盾。该研究首先经过对焊接模式展开了简单的证实,通过多类焊接生产加工工艺的对比探究分析之后,明确了最终焊接专业应用技术的型号选择。其次对焊接作用功能强度影响比较大的焊接接头全面处理,展开了生产加工工艺对比分析,经过运算处理方程式得知合适密封条焊接综合质量提升的焊接头的全面处理技术。
关键词:焊接方式焊接工艺焊接接头焊接处理
中图分类号: TG409 文献标识码:A 文章编号:1672-3791(2021)01(a)-0000-00
Process Comparison of Automobile Sealing Strip Welding
CHEN Yidao
(Jiangsu Institute of information technology, Wuxi, Jiangsu Province,214153 China)
Abstract:In the process of automobile sealing strip welding, the two main contradiction problems of comprehensive welding quality are welding bending deformation and welding fracture slotting. Therefore, in the design of comprehensive system of welding production and processing technology, the main contradiction of strict control and management of comprehensive welding quality should be handled and solved. In this paper, the author first confirmed the welding mode, and defined the model selection of the application technology of the final welding specialty through the comparative exploration and analysis of various welding production and processing processes. After that, the comprehensive treatment of welded joints with great influence on the welding function and functional strength is carried out, and the comparative analysis of production and processing processes is carried out. Through the calculation and treatment equation, the comprehensive treatment technology of welded joints with appropriate sealing strip welding comprehensive quality improvement is known.
Key Words:Welding method,;Welding technology;Welded joint;Welding treatment
针对汽车密封条而言,其特殊应用钢芯材料性质为钢带,通常应用固定加工成形生产制作工艺制造加工而形成。固定加工成形生产制造时,钢带需要维持持续性,但是,钢带厂一般供应的是金属卷钢,因此,需要经过焊接的模式对接头位置展开焊接全面处理[1]。作为汽车密封条一般都是采用金属薄钢带,因为钢带愈是薄其焊接需求就愈是高,假设操控不良的话,就容易出现焊穿和虚焊,在生产加工工艺系数的设立方面,难度也非常大,一旦系数稍稍有误差,焊接综合质量就没有好办法保障。
具体到焊接生产加工工艺上,每一次焊接结束以后都开展拉伸测试实验是不现实的,因此,综合质量严格控制管理长期以来都是焊接的难题所在,因此,许多公司都会投入大量成本来聘用技术好的焊接工,来焊接的主要形成因素。对比分析于工资,假设产生焊接处脱落分离或歪曲,所导致的意外突发事故经济损失将无法预测[2]。
在真实生产制造加工里,常常会产生断带状况,钢带断裂所导致的经济损失就比较多。由于产生断带的情况,其生产制造加工线就会停止生产,只有等断带重新焊接好之后才能进行生产制造加工,因停产所导致的时间、精力以及金钱的经济损失很大。一般来说,每一次断带导致的经济损失(包含停产)1000元人民币,通常每一天的断带数目平均高过十次,天天断带导致的经济损失大概10000元人民币。因此,公司急切要求提升钢带的焊接作用功能强度,降低断带对生产制造加工导致的经济损失[3]。在这种情况下,需要针对焊接过程里的生产加工工艺展开分析探究改善。
1焊接方式的论述介绍
焊接方式多种多样,通常可以划分为3种:熔焊、压焊、钎焊。
1.1熔焊
熔焊指的是焊接时,在维持作用压力恒定的要求之下,加热作用处理设备工件控制应用端口,持续到熔化而实现一整套焊接操控管理的模式。熔焊过程里,经过热源将展开焊接的两个工作控制应用端口,在短时间里加热作用处理到熔化分布作用状态,进而获取熔池。在热源效应下,熔池向前部分布方向移动,冷却处理以后获取持续焊缝,进而将两个设备工件有机地结自动形成一个总体。熔焊的时候,如果空气与位于高温分布作用状态下的熔池互相触碰的话,空气里的氧气就可以对设备工件里的金属及有关合金金属元素展开氧化处理。空气包括的水分等,进到熔池以后,将会在随后冷却处理产生的焊缝里产生汽孔、裂缝等缺點,造成产品质量降低,焊件总体作用功能受伤害[4]。
1.2压焊
压焊也被称之为作用压力焊。作用压力焊是经典的固相焊接模式,固相焊接的时候,需要使用作用压力使待焊位置的表层在固态下,直接密切触碰,并且使待焊接位置的实际有效温度增加,经过调节控制实际有效温度,作用压力与作用时间,促使待焊表层充分全面展开扩散而完成原子间根据。作用压力焊经常使用在金属钢筋的焊接上[5]。
1.3钎焊
钎焊是应用比母材熔点低的金属物质材料作钎料,把焊件与钎料加热作用处理到超过钎料熔点,小于母材熔化实际有效温度,使用液态钎料润湿母材,填充接头实际有效间隙,同时和母材互相扩散完成链接焊件的模式。钎焊弯曲形变小,合适于焊接精密、庞杂与由不一致物质材料构成的组成构件设施。钎焊产生的焊缝叫做钎缝。钎焊所应用的填充物,叫作钎料。
该文应对的目标是有效作用宽度10~150mm,实际有效厚度0.2~1.5mm的金属钢带,金属钢带的实际有效厚度较薄,有效作用宽度也较低,如此一来对焊接的多种需求一般而言比较大。压焊因为对焊接接头处的多种需求比较大,需求焊接接头自身要有确定的有效作用刚度与实际有效作用硬度,不然没有办法承担充足的作用压力,只限制分布在比较多的焊接头。钎焊是在焊接的钢带相互之间,加入另一类物质材料,这么小的焊口,假设加入另一类物质材料,不一致物质材料相互之间自身的亲和力就很差,如此一来焊接出的接头牢度比较差。因此,该文选用了熔焊,作为密封条的焊接生产加工工艺,使用物质材料自身来产生接头。
2 焊接工艺的对比
不同焊接工艺对比见表1所示。
从表1中可以看出,钨极惰性气体保护电弧焊相比熔化极氩弧焊,更适用于自动化焊接,所以选择了钨极惰性气体保护电弧焊(非熔化极焊)用于汽车钢带的焊接。
钨极惰性气体保护焊分为手工焊、半自动焊和自动焊三类。自动钨极氩弧焊时,如工件固定电弧运动,则焊枪安装在焊接小车上,小车的行走和填充焊丝的送进均由机械完成。在自动钨极氩弧焊中,填充焊丝可以用冷丝或热丝的方式添加。热丝是指填充焊丝经预热后再添加到熔池中去,这样可大大提高熔敷速度。某些场合,例如:薄板焊接或打底焊道,有时不必添加填充焊丝。在薄板焊接过程中由于薄钢带本身材料就比较少,如果再使用焊丝,会大大影响钢带本身的性能,所以一般不再使用焊丝。
3 钨极氩弧焊的优点
出于钨极惰性作用气体维护电弧焊的功能应用优势,因此,选择运用最为广泛的钨极氩弧焊,详细优势有6条。
(1) 經过氩气保护可以规避空气中的O2、H2等影响电弧、熔池,进而产生不好实际发展情况,减少合金元素烧损量,进而获取封密性好、质量过关的焊接接头。
(2) 氩弧焊过程里,电弧在燃烧作用反应的时候,具备优异的持续性,热量高度全面集中,弧柱存在比较大的实际有效温度,可以有效展开焊接,其一般不会产生比较多的弯曲形变和裂缝。
(3) 氩弧焊是明弧焊接,操控管理难度小,容易观测。
(4) 工作应用电极整体上没有消耗,弧长可以获取保障,焊接过程里,没有熔化学试剂,所以,有助于机械设备化、自动智能化。
(5) 氩弧焊差一般不会对每一个金属展开焊接,特别是熔点高的金属。
(6) 焊件所处具体作用位置,针对焊接操控管理没有干扰作用,可以全面焊接。
因此,整体应用的是钨极惰性作用气体,维护电弧焊里的钨极氩弧焊,并且是熔焊。
4 密封条钢带焊接头的处理工艺
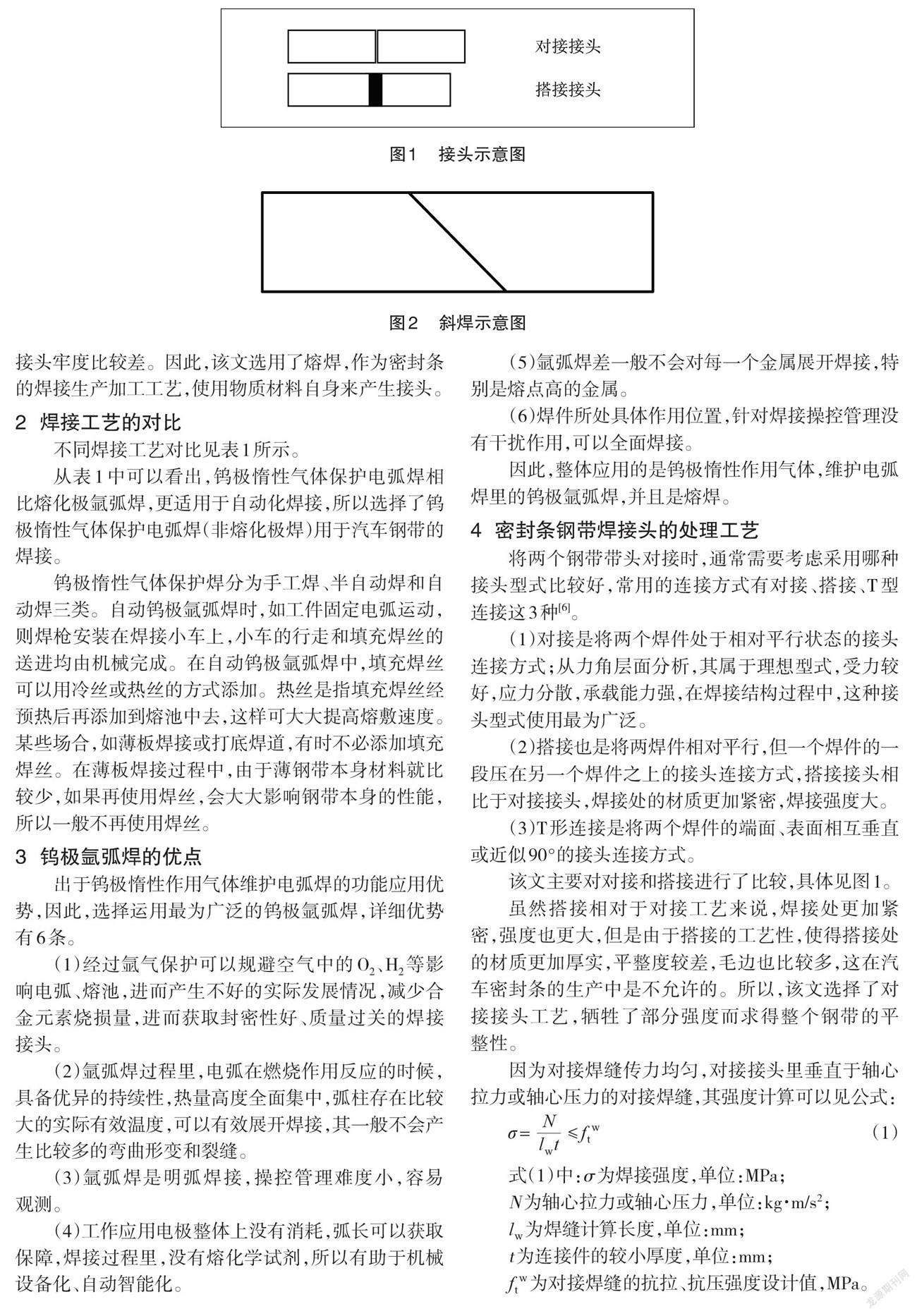
将两个钢带带头对接时,通常需要考虑采用哪种接头型式比较好,常用的连接方式有对接、搭接、T型连接这三种[6]。
(1)对接是将两个焊件处于相对平行状态的接头连接方式;从力角层面分析,其属于理想型式,受力较好,应力分散,承载能力强,在焊接结构过程中,这种接头型式使用最为广泛。
(2)搭接也是将两焊件相对平行,但一个焊件的一段压在另一个焊件之上的接头连接方式,搭接接头相比于对接接头,焊接处的材质更加紧密,焊接强度大。
(3)T形连接是将两个焊件的端面、表面相互垂直或近似90°的接头连接方式。
该文主要对对接和搭接进行了比较,具体见图1。
虽然搭接相对于对接工艺来说,焊接处更加紧密,强度也更大,但是由于搭接的工艺性,使得搭接处的材质更加厚实,平整度较差,毛边也比较多,这在汽车密封条的生产中是不允许的。所以,该文选择了对接接头工艺,牺牲了部分强度而求得整个钢带的平整性。
因为对接焊缝传力均匀,对接接头里垂直于轴心拉力或轴心压力的对接焊缝,其强度计算可以见公式:
(1)
式(1)中:
σ为焊接强度,MPa;
N为轴心拉力或轴心压力,kg·m/s² ;
为焊缝计算长度,mm;
t为连接件的较小厚度,mm;
为对接焊缝的抗拉、抗压强度设计值,MPa。
由公式(1)不难看出:在轴心力固定的情况下,焊缝的强度主要取决于焊缝的长度和焊缝的厚度,在焊缝厚度固定不变的基础上,只有通过增大焊缝的长度来保证轴心压力在设计值之内。意即σ小于 。
实用中,将两个焊接接头处于45°角,这种焊接方式称为斜焊对接的接头连接方式,具体情况见图2。斜焊接接头适用于薄钢带的焊接,虽然在这种焊接方式下,每次焊接时都要进行切割,耗费了一定量的材料[7]。但是却可以提高焊接强度,所以本文最后确定采用斜焊接接头连接方式。
5 结论
汽车密封条是薄板焊接过程中使用较为广泛的一种材料,但由于薄板焊接变形具有复杂性、多元性,许多基本理论及解决办法还未搞清楚,从而严重影响了焊接质量,现在仍然是国内外焊接制造业的一个技术难题。该文在分析研究背景和企业需求的基础上,结合国内外研究发展情况,研究和分析了钢带焊接的方式、焊接工艺的对比和焊接头的处理,指出小型薄钢带的焊接处理方式,对铜带以及其他钢带等的焊接工艺参数研究具有一定的借鉴意义。
参考文献
[1] 刘玉祥.热处理工艺对N08810焊接接头强度的影响[J].大型铸锻件,2021(6):26-28,49.
[2] 薛国普.汽车钣金维修工艺及其提高分析[J].内燃机与配件,2021(21):31-32.
[3] 王磊.焊剂片约束电弧焊接高强钢三明治板工艺方法及机理研究[D].兰州:兰州理工大学,2020.
[4] 方永建.4J29/4J36铁基合金与TC4钛合金异种金属焊接组织及性能研究[D].成都:西南交通大学,2020.
[5] 吕晓辉.不等厚钛合金结构低功率激光诱导TIG电弧焊接工艺研究[D].大连:大连理工大学,2020.
[6] 陶亚平,陈永盛,张光泽.基于Sysweld的行波馈线电子束焊数值模拟研究[J].焊接技术,2021,50(9):17-20,168.
[7] 余沛侨,张书豪,张光泽,等,模型试验中岩质相似材料配比研究[J].四川建筑期刊,2020,40(4):312-315.
猜你喜欢
航天制造技术(2022年3期)2022-07-15
汽车实用技术(2022年11期)2022-06-20
内燃机与配件(2022年2期)2022-01-17
山西教育·招考(2020年2期)2020-03-23
科学与财富(2019年9期)2019-06-11
中国高新技术企业(2017年10期)2017-06-20
中国科技纵横(2017年5期)2017-05-12
少儿科学周刊·少年版(2015年3期)2015-07-07
魅力中国(2009年28期)2009-12-04
活力(2009年11期)2009-11-16