闪光焊焊接过程热效率与接头落锤试验性能研究
2022-03-12 08:03唐佑绵丁向阳文勇亮葛秋波
铁道建筑 2022年2期
唐佑绵 丁向阳 文勇亮 葛秋波
1.中国铁路广州局集团有限公司张家界工务段,湖南张家界 427007;2.中国铁路广州局集团有限公司广州工务大修段,广州 510100;3.中国铁路广州局集团有限公司工电检测所,广州 510088;4.中国铁道科学研究院集团有限公司金属及化学研究所,北京 100081
移动式脉动闪光焊为无缝线路钢轨的一种焊接工艺,被广泛应用于新建铁路、大修换轨和既有线更换重伤钢轨[1-3]。由于闪光爆破,焊接过程中热量会流失,而焊接参数对焊接热效率有直接影响。从近年研究成果[4-10]来看,参数调整思路基本沿着大热量、大顶锻量发展。热输入过大意味着需要输入更大的电压、电流以及保持更长的短路时间且闪光强烈,母材消耗过多,易造成加热不均匀、热影响区较宽、晶粒组织较粗、成分偏析等问题,严重时甚至造成过烧和未焊合。随着柴油发电机服役时间延长,其输出功率相应下降,服役8年的移动闪光焊机的柴油发电机输出功率下降20%[11]。此外,脉动闪光焊机单机功率一般在450 kW以上,属于高能耗设备。如何提高焊接热效率并降低能耗已成为迫切需要解决的问题。本文以60 kg/m U71MnG钢轨作为研究材料,从提高焊接热效率、保证焊接质量等方面对现有工艺参数进行优化,并通过落锤试验验证试验组参数与U71MnG钢轨的匹配性。
1 热效率对比试验
1.1 试验材料、仪器和方法
材料采用2020年6月生产的U71MnG钢轨,其化学成分见表1。截取两段长0.7 m的钢轨,采用闪光焊接工艺将其焊接在一起形成接头,即本次试验的试件。试验仪器有落锤试验机、挠度尺、光电测温仪、UN⁃200脉动闪光焊机、中频感应热处理机、探伤仪等。

表1 U71MnG钢轨中化学成分 %
闪光焊接与落锤试验严格按照TB/T 1632.1—2014《钢轨焊接 第1部分:通用技术条件》和TB/T 1632.2—2014《钢轨焊接第2部分:闪光焊》中相关要求进行。落锤高度3.1 m,在1 t锤头自由落体锤下单个试件大于等于2次不断视为合格,连续15个试件不断视为通过落锤试验。试验组、对照组各17个试件,两个组各有2个备用试件。
1.2 热效率计算方法
假设不考虑焊机阻抗与感抗的作用时焊机输入热量为Q,闪光爆破抛射出的液态金属物质所包含的热量为Q1,剩下的热量作为焊接所需的热源,则在不考虑焊件向空气中散热时热效率η[12]为

式中:H为钢轨端面面积,取7 745 mm2;L为闪光焊接过程中母材损耗长度,由焊机位移传感器采集,mm;ρ为钢轨密度,取7 829.95 kg/m3;C为钢轨的比热容,1 300℃时C=691 kJ/(kg·℃);Tf和T0分别为钢轨熔点和初始温度,设为1 300℃和20℃;S为钢轨的熔化潜热,设为300 J/g。Ui、Ii、ti分别为第i阶段的电压、电流和时间,可通过焊接数据采集系统获取。
1.3 试验参数设定
试验组参数在对照组的基础上考虑提高焊接过程的热效率。试验组参数设置思路:①在满足不产生黏滞性短路的条件下设定最低电压与电流,压缩焊接时间,尽量降低闪光爆破强度,提高脉动闪光的热效率。②焊缝处按照较陡的温度梯度控制加热时间和加热总量。UN⁃200脉动闪光焊机的焊接分11个阶段:前期(阶段1)为闪平,中期(阶段2—阶段4)为脉动加热,末期(阶段5—阶段9)为加速闪光,第10阶段为顶锻,第11阶段为保压。需要注意的是,1.2节的热效率计算方法仅适用于顶锻前各阶段。通过正交试验设计、极差分析、参数微调优选试验组参数。
第1阶段—第8阶段试验参数见表2,第9阶段试验参数见表3。其中:V1i、V2i、V3i、V4i分别为第1阶段—第8阶段钢轨送进速度;I1i、I2i、I3i、I4i分别为对应于V1i、V2i、V3i、V4i的反馈电流(i=1,2,…,8)。

表2 第1阶段—第8阶段试验参数

表3 第9阶段试验参数
第1阶段—第8阶段焊接采用时间与位移双控,任一项达到设定值时自动进入下一阶段。第9阶段以时间控制,时长7.5 s。
1.4 试验结果分析
1.4.1 钢轨损耗量和热效率
钢轨焊接过程中试验组钢轨损耗量与热效率关系曲线见图1。可知:焊接前期、中期、末期热效率与钢轨损耗量成显著负相关关系。热效率排序总体上为中期≥前期>末期。这是由于前期和中期焊接端面处液态过梁的爆破较为温和,大部分接触电阻产生的热量都传入焊件内部,因而热效率高。15个试件前期、中期平均热效率分别为89.6%和94.6%。末期热效率降低,部分试件热效率降至0.04%,这是因为末期闪光爆破极强烈,接触电阻产生的热量还来不及传入焊件内部就随着抛射金属离开焊接端面。

图1 试验组焊接过程中热效率与钢轨损耗量(单位:mm)
试验组与对照组试件各期次的平均钢轨损耗量(以母材损耗的长度计)、平均热效率见表4。可知:对照组钢轨损耗量在前期、中期、末期分别是试验组的1.19、2.55、1.12倍;相较于对照组,试验组在前期、中期、末期共减少母材消耗34.6%;试验组的热效率在前期、中期、末期分别比对照组提高2.5%、5.7%和11.3%。试验组的热效率末期提高得更显著。
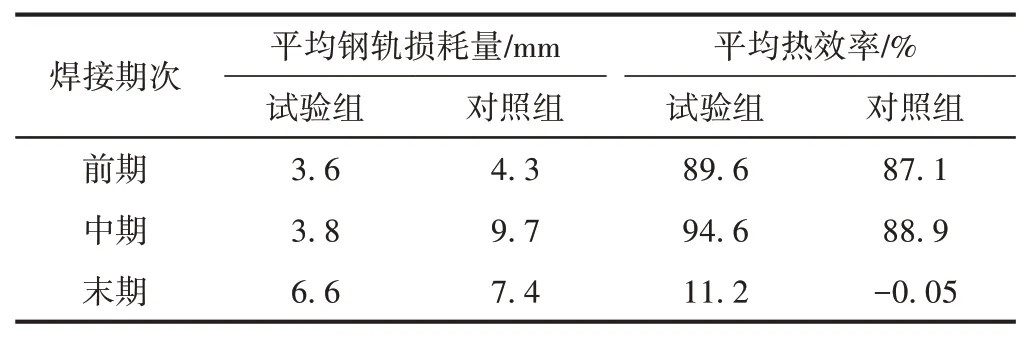
表4 15个试件各期次平均钢轨损耗量与平均热效率对比
1.4.2 热输入值
取试验组与对照组各15个试件热输入值算术平均,结果见表5。可见:试验组焊接中期平均热输入值为3.80 MJ,占整个焊接过程总热输入值的59.6%。这是因为试验组焊接中期电压设定值较低,焊接端面在接触—闪光—分离过程中不易激发出强烈闪光,因而被闪光爆破带走的热量相对较少,更多热量进入焊件内部。整个焊接过程试验组总热输入值为对照组的56.6%,表明试验组参数降低能耗效果显著。

表5 试验组与对照组平均热输入值对比
2 落锤试验
15个试件承受2锤未断后使用切割机开口再落锤,观察断口宏观形态(图2),断口无未焊合、过烧、夹渣缺陷。7个试件断口未见明显缺陷,8个试件断口仅有一个灰斑,灰斑面积在3.0~7.5 mm2,符合规范要求(灰斑面积不大于10 mm2)。

图2 试验组试件开口再落锤断口宏观形态
3 结论
1)可根据钢轨损耗量、热输入值等指标确定脉动闪光焊前期、中期和末期热效率水平。热效率计算方法较贴合生产实际情况,数据易获取,且计算简便。
2)热效率对比试验结果表明,焊接前期、中期、末期热效率与钢轨消耗成显著负相关关系。总体上各期次热效率依次是中期≥前期>末期。焊接前期、中期、末期试验组热效率分别比对照组提高2.5%、5.7%和11.3%。试验组中期热输入值为3.8 MJ,占整个焊接过程总热输入值的59.6%;整个焊接过程试验组总热输入值为对照组的56.6%:表明试验组参数降低能耗效果显著。
3)落锤试验结果表明,试验组承受2锤未断,开口再落锤断口无未焊合、过烧、夹渣缺陷,断口灰斑较少,单个灰斑面积未超过10 mm2,符合规范要求。试验组参数与U71MnG轨的匹配度良好。
猜你喜欢
装备环境工程(2022年9期)2022-10-13
小资CHIC!ELEGANCE(2021年36期)2021-10-15
爆炸与冲击(2021年3期)2021-03-22
智慧少年·故事叮当(2020年12期)2020-12-25
建材发展导向(2019年20期)2019-11-09
火炸药学报(2019年2期)2019-05-05
海峡姐妹(2015年8期)2015-02-27
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年6期)2014-02-27
中国火炬(2013年3期)2013-07-24