大轴重下钢轨铝热焊接头伤损原因与改进措施
2022-03-12 08:03石彤冯子凌崔成林张银花
铁道建筑 2022年2期
石彤 冯子凌 崔成林 张银花
中国铁道科学研究院集团有限公司金属及化学研究所,北京 100081
重载铁路标准由国际重载运输协会(International Heavy Haul Association,IHHA)于1986年制定,此后于1994年和2005年分别进行了两次修订,最终明确了重载铁路需满足以下三个条件中的两个:列车质量不小于8 000 t;轴重达27 t以上;在长度不小于150 km线路上年运量不低于4 000万t[1]。
从世界范围来看,大轴重重载运输已成为世界铁路货运发展的方向。美国、澳大利亚、加拿大等国家的重载铁路车辆轴重普遍在23 t以上,其中运输铁矿石的FMG(Fortescue Metals Group Ltd)铁路轴重已达40 t[2-4]。目前,中国已建立25 t轴重下重载铁路技术体系,并在大秦铁路等重载线路成功应用,创造了年运量5亿t的世界领先水平[5-6]。近年来,北同蒲铁路、大秦铁路已经成功开行27 t轴重的C80E型货车。中国已经成功建成了首条30 t轴重重载铁路瓦日铁路,并进一步推广应用于浩吉铁路,通过提高轴重来增加运量,提高铁路运输效益[7-8]。
大秦铁路是中国第一条双线电气化开行重载单元列车的运煤专线,于1992年12月全线开通,车辆轴重以25 t为主。钢轨主要伤损类型为侧磨、剥离掉块、疲劳核伤以及焊接接头伤损,其中焊接接头伤损以现场小型气压焊最为严重,其次是铝热焊[9]。2014年,大秦铁路开始运行27 t轴重的C80E型货车,钢轨伤损类型主要是焊缝伤损和母材核伤,焊缝伤损约为母材伤损的2~3倍[10-11]。可见,重载铁路钢轨铝热焊接头值得重点研究和关注。
本文依托美国交通技术中心(Transportation Technology Center,Inc.,TTCI)试验段开展相关试验,对钢轨铝热焊接头伤损进行分析,找出其失效原因,并提出改进措施与建议。
1 试验内容
TTCI试验段半径350 m的曲线区段上股铝热焊接头在通过总质量46 Mt时发生了轨距角剥离伤损。该曲线区段铺设68 kg/m的U78CrV热处理钢轨。该区段长度约100 m,包含16个闪光焊接头和4个铝热焊接头;列车轴重35.7 t,累计通过总质量254 Mt。主要试验内容如下。
1)对伤损铝热焊接头进行理化检验,包括:利用数码相机对焊接接头拍照,进行宏观形貌观察;采用ARL⁃4460真空直读光谱仪对接头进行化学成分分析;采用R574洛氏硬度计对接头进行踏面硬度测试;采用Leica DMI 5000M光学显微镜对试样纵截面进行金相组织观察;采用FEI⁃Quanta 400扫描电子显微镜对试样进行断口形貌微观观察及能谱成分分析。
2)结合不同通过总质量下的接头平直度数据对伤损接头进行分析,平直度采用R2S电子平直尺进行测试。
3)对铝热焊砂型结构进行优化,通过渗透探伤和光学显微镜检验各砂型结构下的接头疏松情况,得出疏松最少的轨缝数值。
2 试验结果
2.1 宏观形貌
伤损铝热焊接头宏观形貌见图1。经探伤可知,伤损位于铝热焊接头轨头中心部位,沿钢轨纵向长为90 mm,横向宽为25 mm,靠近工作边一侧,即图1(a)、图1(b)中白色区域。可以看出,该伤损为轨距角剥离裂纹伤损。伤损部位经线切割取下后,试样长50 mm,厚12 mm,高34 mm。可以明显地看到轨头踏面工作边一侧存在水平裂纹,裂纹源位于工作边一侧,从外侧向内部扩展。
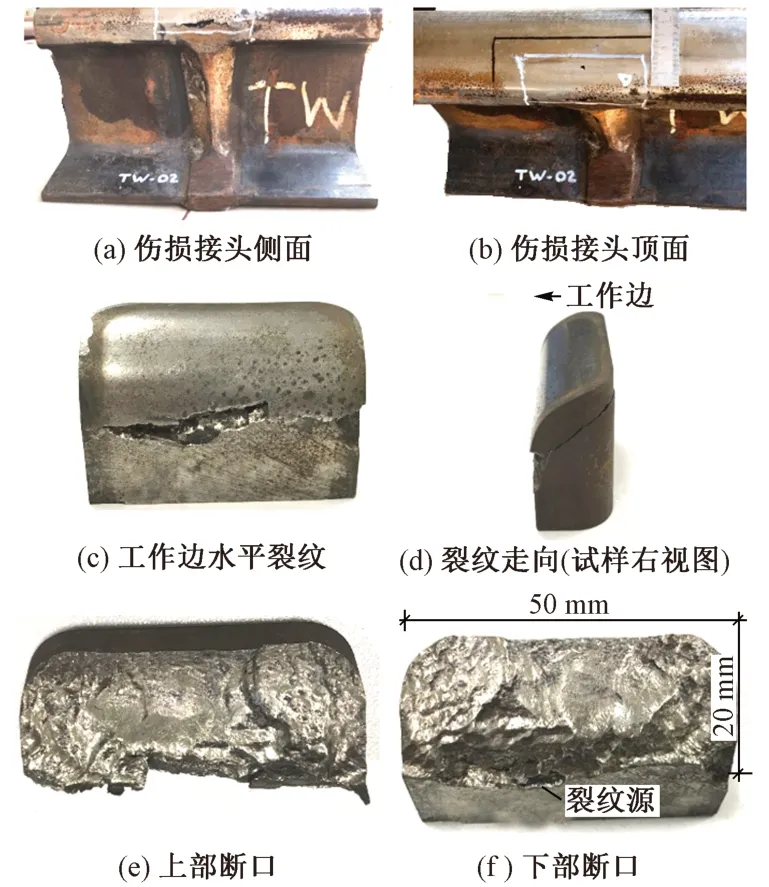
图1 铝热焊接头伤损宏观形貌
2.2 化学成分
对焊接接头焊缝中心进行化学成分分析。美国铁路工程和维修协会(American Railway Engineering and Maintenance⁃of⁃Way Association,AREMA)钢轨标准AREMA—2017《工程师手册第3章钢轨焊接接头》中未对焊接接头的合金元素含量进行规定,因此采用中国标准TB/T 1632.3—2019《钢轨焊接第3部分:铝热焊接》进行评价。试验结果显示,焊接接头化学成分均满足中国标准要求。
2.3 踏面硬度
按照TB/T 1632.3—2019对铝热焊接头取样,进行洛氏硬度分布及软化区宽度测量,硬度测试采用HRC标尺,间距2 mm,结果见图2。可知:①洛氏硬度测试长度320 mm,铝热焊接头焊缝中心硬度为36~37 HRC;钢轨母材硬度为40~41 HRC,平均值为40.69 HRC;焊接接头两侧低硬度区域在距离焊缝中心±(64~74)mm处,两侧钢轨熔合线在距离焊缝中心±56 mm处。②左右两侧软化区宽度均为12 mm,符合TB/T 1632.3—2019标准要求(≤30 mm)。

图2 铝热焊接头洛氏硬度分布及软化区宽度测量结果
2.4 显微组织
对铝热焊接头焊缝、熔合区、热影响区的显微组织进行观察,结果见图3。可知:焊缝、热影响区的显微组织均为珠光体和少量铁素体,熔合区的显微组织为珠光体。焊接接头的各区域未见异常组织。

图3 铝热焊接头显微组织形貌
2.5 扫描电镜观测
将接头裂纹断口经超声波设备清洗后放置于扫描电镜下,进行微观形貌观察,结果见图4。可知:裂纹的疲劳扩展区位于试样下方,裂纹扩展区为疲劳碾压形貌,并伴有部分锈蚀;裂纹源位于工作边表面;在裂纹源一侧观察到异常形貌,即裂纹源附近的断口存在显微疏松,高倍下[图4(c)]发现疏松区域存在高温熔融特征。

图4 裂纹源扫描电镜观察
对裂纹源区和裂纹扩展区进行能谱成分分析,测试位置见图5,能谱分析结果见表1。结果表明,裂纹扩展区Si、Mn、Cr、Ni合金元素含量与焊剂的设计成分相近;裂纹源区除Fe元素外还含有少量S、K、Ca元素,O元素含量较高是氧化的结果;裂纹源区Si元素偏高,Cr、Mn、Ni合金元素含量偏低。能谱分析结果表明,裂纹源区具有典型的疏松特征,疏松缺陷是焊接接头轨距角剥离裂纹伤损产生的原因。
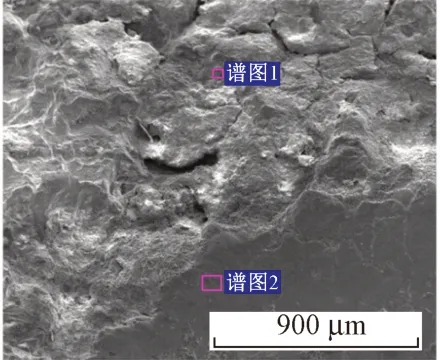
图5 裂纹源(谱图1)和裂纹扩展区(谱图2)能谱分析位置
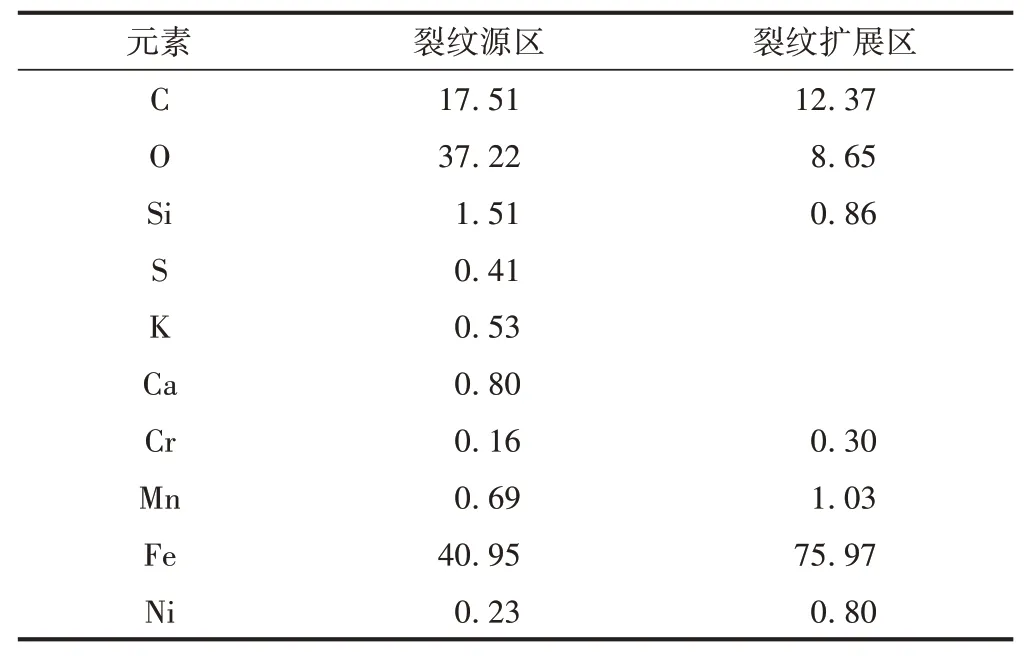
表1 裂纹源区和裂纹扩展区能谱分析结果 %
2.6 接头低塌
分别在通过总质量0、22、44 Mt时对4个铝热焊接头进行平直度测量,其中焊缝低塌量最大的接头的测量结果见图6。

图6 接头焊缝低塌测量结果
由图6可知,通过总质量22、44 Mt时该接头的焊缝低塌量分别为0.19、0.25 mm。该接头在通过总质量46 Mt时出现踏面剥离伤损。可见,较严重的焊缝低塌在一定程度上与伤损的出现存在相关性。
2.7 砂型结构优化
针对铝热焊接头疏松缺陷,开展焊接工艺优化试验,以增强冒口的补偿收缩能力,减少疏松出现概率。1#—4#铝热焊接头的轨缝分别为28、30、32、34 mm。
对4个铝热焊接头进行探伤,发现焊缝中心存在反射波。对焊缝中心取金相试样,采用渗透探伤的方法对其进行观察,发现接头疏松缺陷位于轨头中心处,随着轨缝增大,疏松缺陷数量有增多的趋势。1#铝热焊接头焊缝中心无明显疏松缺陷;2#铝热焊接头焊缝中心有少量疏松缺陷;3#和4#焊缝中心疏松缺陷较多。利用金相显微镜对金相试样(未经过浸蚀)进行观察(图7),观察结果与渗透探伤结果相吻合。因此,应选择28 mm轨缝砂型结构进行铝热焊接。。
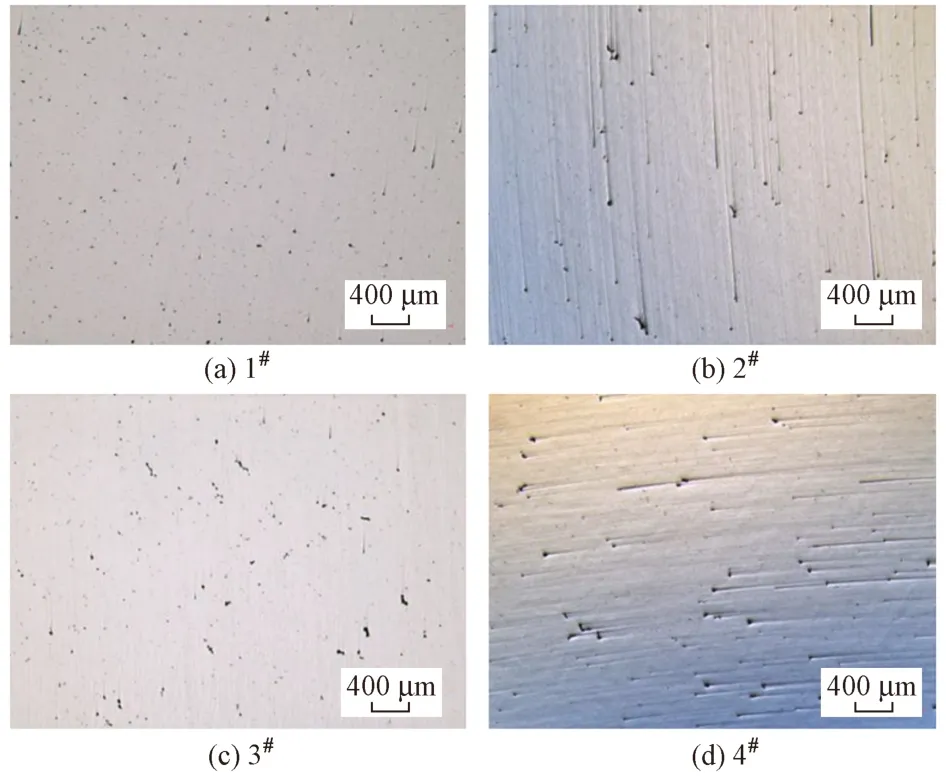
图7 不同轨缝的铝热焊接头焊缝中心疏松缺陷
综上可知,轨缝对铝热焊接头的疏松缺陷影响较大,随着轨缝的增大,铝热焊接头焊缝中心疏松缺陷数量和尺寸明显增加。28 mm轨缝在大轴重条件下较为适应。
3 分析与讨论
由化学成分、踏面硬度、显微组织分析可知,伤损铝热焊接头不存在异常。微观形貌观察和能谱分析表明,裂纹源区疏松是导致铝热焊接头轨距角剥离裂纹伤损产生的直接原因。疏松缺陷割断了材料内部的连续性,是材料中最薄弱的环节。在实际铁路运营中,有很多由于铝热焊接头疏松缺陷导致的伤损[12-13]。应通过延长焊接预热时间、严格控制预热温度、改进砂型结构等方式避免接头疏松。
对不同通过总质量下的铝热焊接头平直度跟踪观测数据表明,较大的焊缝低塌使接头和母材的平顺性变差,也会引起接头伤损。较大的磨耗低塌量是焊缝和热影响区的硬度普遍偏低所致。大轴重运行条件下,钢轨母材的硬度有所提高,但铝热焊焊缝较软,随之产生磨耗低塌。同时,半径350 m的小半径曲线上股钢轨及接头所承受的应力较大[14],加重了焊缝与母材硬度不匹配的劣势。因此,建议及时对低塌的铝热焊接头进行修理性打磨,提高平顺性,减少冲击,从而延长铝热焊接头的服役寿命。
铝热焊砂型结构优化结果表明,较窄的轨缝可以避免疏松缺陷,从而提高接头性能。既有研究表明,钢轨铝热焊轨缝对接头性能具有显著影响,当焊接轨缝在32~40 mm时易在焊缝中央形成显微疏松缺陷,使接头的静弯载荷低于标准要求;轨缝在24~30 mm时接头静弯载荷可满足标准要求[15]。对于大轴重重载铁路用钢轨,需提高铝热焊接头的静弯值要求以提供足够的承载能力。因此,适当降低轨缝宽度,有利于提高接头强度,减少伤损。
4 结论及建议
为分析重载铁路铝热焊接头伤损产生原因,本文通过宏观形貌观察、化学成分测试、踏面硬度测试、显微组织观察、扫描电镜分析、能谱成分测试等方法,结合铝热焊接头服役过程中的平直度数据进行研究。主要结论如下:
1)35.7 t轴重半径350 m的小半径曲线服役条件下铝热焊接头轨距角剥离裂纹伤损的原因是焊缝中心存在内部疏松缺陷。
2)在铝热焊接头服役过程中,焊缝低塌在一定程度上与伤损的出现存在相关性。
3)采用28 mm轨缝焊接的铝热焊接头焊缝中心无明显疏松缺陷,在大轴重条件下较为适应。
4)建议在大轴重条件下对68 kg/m钢轨的铝热焊砂型结构进行优化改进,适当降低焊缝宽度,以减少疏松缺陷。同时,及时对低塌的铝热焊接头进行修理性打磨,以提高接头平顺性。
猜你喜欢
铁道建筑(2022年7期)2022-08-06
科技与创新(2022年12期)2022-06-26
中国重型装备(2022年1期)2022-02-11
中国铁路(2022年5期)2022-01-01
铸造设备与工艺(2021年2期)2021-06-08
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
哈尔滨铁道科技(2020年4期)2020-07-22
北方交通(2020年6期)2020-07-09
模具制造(2019年3期)2019-06-06