卧式青核桃脱皮机链板输送机构的设计与有限元分析
2022-03-21 11:49杨忠强马月虹阿布里孜
保鲜与加工 2022年3期
杨忠强,郭 辉,马月虹,阿布里孜
(1.新疆农业大学机电工程学院,新疆 乌鲁木齐 830052;2.新疆农业科学院农业机械化研究所,新疆 乌鲁木齐 830091)
新疆坚果种植面积达5.043×105hm2,其中核桃种植面积达3.909×105hm2,占总种植面积的77.58%;而坚果总产量达1.036×106t,其中核桃产量达8.368×105t,占总产量的80.79%[1]。新疆是我国最适宜种植核桃的主要产区,生产的核桃品质较高,外形较大,硬壳较薄,在市场上占有较高的地位,全疆有20多个县市集中种植核桃,主要分布在和田地区、喀什地区和阿克苏地区,占全区超过90%[2]。因此,发展核桃加工产业对增加果农收入,加快致富步伐,维护生态和谐,都具有重要的经济社会意义。
核桃具有成熟期集中、难以脱皮等特点,目前青核桃脱皮仍采用传统喷药堆沤法或手工直接切削等落后的生产方式[3-4]。研究人员为了减轻脱皮劳动强度,陆续设计了一些脱皮设备,但大多数脱皮设备采用小型单机生产[5-7]和间歇式加工[8-10],其生产效率较低,无法实现批量连续化加工,这成为制约核桃产业发展、农民增收的主要技术障碍。
针对上述问题,设计了一种通用性强的卧式青核桃脱皮机,该设备可以配套在批量连续化加工的生产线上。本文主要从卧式青核桃脱皮机的关键部件——链板输送机构的结构设计和力学分析为切入点,研究刀片及刀片安装板的应力、应变与模态等机构动态特性,设计并确定出刀片及刀片安装板的最佳工作状态,为卧式青核桃脱皮机具的设计提供可靠的理论依据。
1 结构及工作原理
1.1 卧式青核桃脱皮机的结构和工作原理
卧式青核桃脱皮机由前喷水装置、出料口、板刷机构、板刷机构升降装置、链板输送机构、检修口、脱皮通道、支撑板、布料装置、进料口、后喷水装置、外罩升降装置、外罩等部件构成,具体如图1所示。
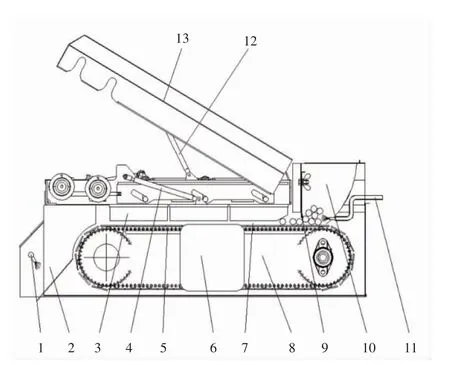
图1 卧式青核桃脱皮机结构Fig.1 Structure diagramof horizontal green walnut peeling machine
青核桃经进料口掉落到链板输送机构表面,然后水平向前运动,在布料装置作用下平铺一层前进,进入由链板输送机构和板刷机构形成的脱皮通道,进料口设置有后喷水装置,青核桃在前进过程中受到压力水的喷洗润滑。安装在链板输送机构上的刀片将青皮划出若干个裂口,然后在脱皮通道的挤压、摩擦作用下将青皮彻底去除,混合物料一起输送至出料口,在前喷水装置等作用下进入下一个工序。
1.2 链板输送机构的结构
卧式青核桃脱皮机链板输送机构主要由出料口、机架、刀片、刀片安装板、链轮、轴承、电机安装架、传动主轴、链条、侧机体、进料斗、从动轴、张紧装置等组成(图2)。
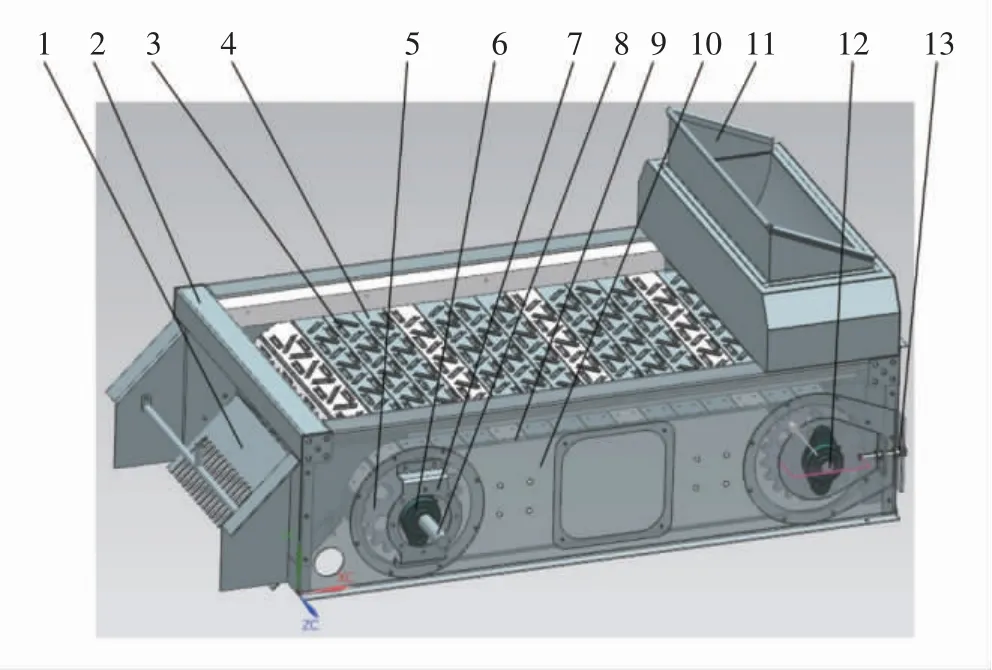
图2 链板输送机构结构示意图Fig.2 Schematic diagramof chain plateconveying mechanism
电机减速器将动力通过传动主轴传递给链轮,链轮带动链条转动,链条上安装有刀片安装钢板,刀片安装钢板上面安装有刀片,刀片之间呈米字形排列,整体形成一个安装有若干刀片的钢板输送带。钢板输送带载着物料从进料斗进入,输送带上方设置有板刷机构,二者形成脱皮通道,青核桃进入由大变小的脱皮通道,滚动的青核桃在挤压力的作用下被刀片切割出不同的裂口,再在钢丝板刷的摩擦作用下去除核桃表面的青皮,完成脱皮过程。
2 链板输送机构的设计
2.1 传动主轴的设计
传动主轴是链板输送机构的部件之一,主要是将电机减速器的动力通过主轴传递到链板上,并通过托板和链条支撑刀片安装板,形成一个平稳的链板输送带,保证链板输送带的刚度和强度。链板输送带工作时,刀片或刀片安装板会对青核桃挤压产生挤压力;相反,青核桃同时对刀片产生一个反作用力,刀片安装板底部设置有托板,防止青核桃过多时,挤压刀片安装板承受较大的弯矩。传动主轴在实际工作中,主要是将电机的扭矩传递给输送链条,因此主轴的强度是通过扭转强度条件来计算。扭矩可以通过调节扭转切应力来解决。轴的扭转切应力计算公式[11]为:

式中:τT为扭转切应力,MPa;T为轴所承受的扭矩,N·mm;WT为轴的抗扭转截面系数,mm3;P为主轴传递的功率,kW;n为主轴转速,r/min;d为计算截面处的轴直径,mm;[τT]为许用扭转切应力,MPa。
由公式(1)可以计算轴的直径:
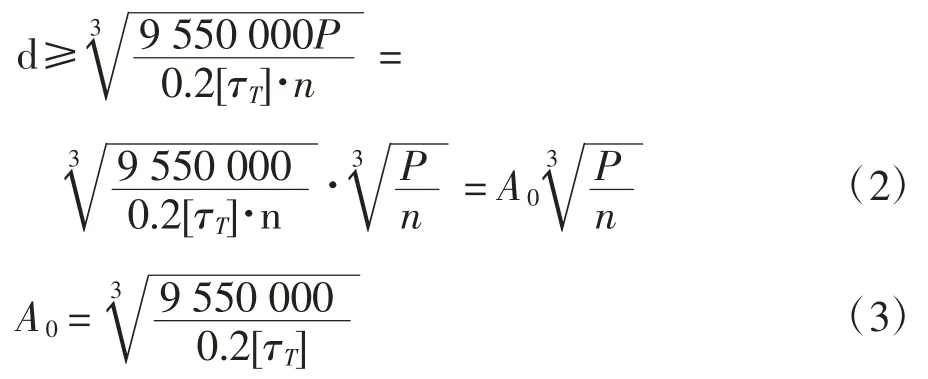
表1为轴常用的几种材料的[τT]及A0值。

表1 轴常用的几种材料的[τT]及A0值Table 1 Valuesof[τT]and A0 for several materialscommonly used in the shafts
2.2 刀片的结构设计
刀片的主要功能是在脱皮加工中,在钢丝板刷的挤压下,刀片可将青核桃青皮划出若干裂口,促使核桃青皮产生裂纹,增加青皮损伤,降低青皮破裂力。由于青皮汁液具有一定的腐蚀性,因此选择时需要采用耐腐蚀性的刀片材料,如不锈钢等。如图3所示:刀片一般采用U型不锈钢材质,两边切刃高度一致,切刃与刀片安装板垂直,均为7.21 mm;切刃高度尽可能与青皮的厚度相匹配,过高易造成核桃硬壳损伤,过低则切割不能破坏青皮纤维组织。
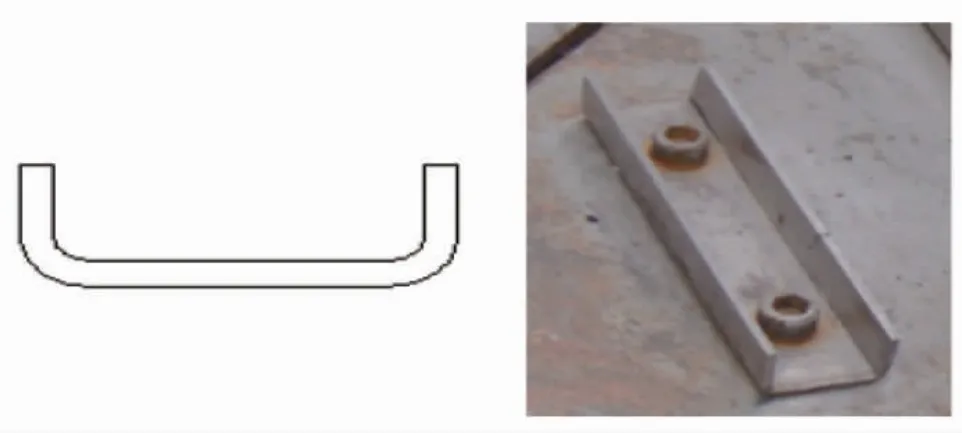
图3 刀片结构示意图Fig.3 Schematic diagramof blade structure
2.3 刀片排列方式的设计
如果没有刀片,链板输送机构就是一个光面的钢板输送带,青核桃在上面进入脱皮通道时就会向后滑动,无法正常进入脱皮通道,所以需要提高刀片安装板的动摩擦系数。因此设计了如图4所示的刀片排列方式,这样的排列方式,可以增加青核桃不同方向的裂纹或裂口,有利于刀刃与青皮的滑动切割,易将青皮切开剥离。
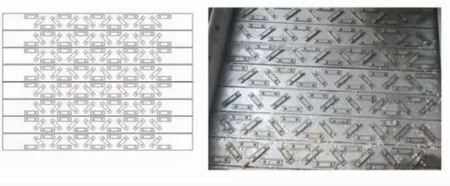
图4 刀片的排列方式Fig.4 Arrangement of blades
2.4 链板输送机构输送量的计算
青核桃进入卧式青核桃脱皮机后,平铺一层进入脱皮通道,脱皮通道的间隙应小于青核桃外形尺寸,而大于核桃硬壳外形尺寸才可以进行脱皮作业。因此,进入脱皮通道的青核桃会形成单层排列前进。参照皮带输送带的生产率计算方法[12],卧式青核桃脱皮机的生产率为:

式中:Q为输送量,t/h;υ为链板输送带的前进速度,m/s;ρ为青核桃堆积密度,kg/m3;S为在运行的链板输送带上物料的最大堆积面积,m2。
3 刀片及刀片安装板的有限元分析
刀片及刀片安装板是青核桃脱皮机链板输送机构中的关键部件,与青核桃直接接触,受到力的作用。因此,本文是基于ANSYSWorkbench有限元分析软件,运用UG10.0三维建模手段对刀片及刀片安装板进行了有限元分析,研究刀片及刀片安装板的应力及变形与模态等机构动态特性,对卧式青核桃脱皮机的工作性能进行分析。
3.1 刀片及刀片安装板的有限元模型创建
3.1.1 模型建立
通过UG10.0三维建模软件对链板输送机构中的刀片及刀片安装板零件进行建模并装配,将装配件导出存为Parasolid(*.x_t)格式,导入ANSYSWorkbench中,刀片及刀片安装板有限元模型[13]如图5所示。
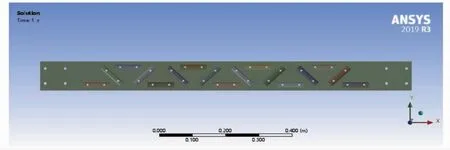
图5 刀片及刀片安装板有限元模型Fig.5 Finite element model of blade and blade mounting plate
3.1.2 材料属性
在ANSYSWorkbench软件中对刀片及刀片安装板添加材料属性,根据实际工作过程中刀片及刀片安装板要承受较大的载荷,连续工作时间长,青皮汁液对刀片及刀片安装板有一定腐蚀性等情况,综合考虑,选择304不锈钢(SUS304)作为刀片及附着板的材料(图6),其密度为7.93×103kg/m3,弹性模量为1.94×105MPa,泊松比为0.3[14]。

图6 材料属性参数设定Fig.6 Material property parameter setting
3.1.3 接触类型的设定
由图7所示,在Connections中设置刀片与刀片安装板各零件的接触类型。由于连接刀片的孔眼较多,模型中并未装配螺栓,因此采用软件中beam选项中的body-body创建等效的螺栓连接方式。创建两组螺栓连接,其中一组是刀片与刀片安装板的连接,另一组是刀片安装板与链条的连接,其目的是连接刀片与刀片安装板,刀片安装板两端通过4个螺栓与链条固定(E);附着板底面有支撑板,相当于地面无摩擦接触,固定刀片安装板(A),因此将整个装配体视为一个整体。
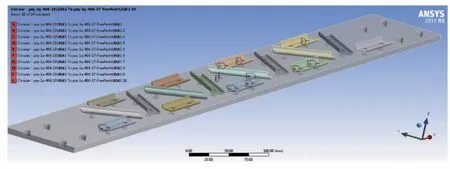
图7 接触类型及等效螺栓连接Fig.7 Contact typeand equivalent bolt connection
3.1.4 网格划分
在ANSYSWorkbench软件中,对装配体模型进行网格划分,根据模型的形状进行网格划分,刀片采用U型薄板结构,一侧略高于另一侧,多个刀片呈米字形排布,与刀片安装板通过螺栓连接,采用紫外网格划分功能进行网格划分。在实际脱皮过程中,U型刀片及刀片安装板主要参与受力,这些部件要着重分析。经过多次分析,将刀片单元大小设置为2 mm,刀片安装板单元大小设置为4 mm效果最佳,得到230 062个节点和91 072个单元(图8)。
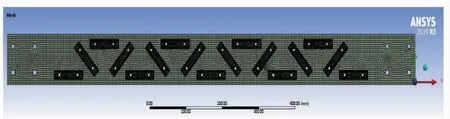
图8 刀片安装板的网格划分Fig.8 Grid division of blademountingplate
3.1.5 边界条件设置及约束添加
通过试验得到,青皮破裂时挤压力范围为20~565 N,当挤压力达到最大值565 N时,分析刀片及刀片安装板的应力、应变和变形。单个刀片50 mm,理论上一个刀片最多可以和2个青核桃接触,因此,给每组刀片施加2个挤压力,在静力学分析时,设置刀片安装板两端固定,且底面有支撑。考虑到刀片呈米字形排布,与核桃接触的角度不同受力不同,刀片排布角度可分为0°、45°和135°三类,分别在三类刀片较长凸起边线上施加565 N的最大载荷(图9),分析刀片在受到核桃青皮反作用力时的变形情况。

图9 施加载荷与边界条件设置Fig.9 Applied loads and boundary condition settings
3.2 刀片及刀片安装板静力学分析
刀片及刀片安装板在实际工作过程中,会受到青核桃反方向的作用力,此时的刀片及刀片安装板会产生一定的形变,只要形变在允许范围内就不会对实际生产产生不良影响。静力学分析的数学模型公式如下所示:

式中:[M]为质量矩阵;[K]为刚度系数矩阵;[C]为阻尼矩阵;{χ}为位移矢量;{F}为力矢量。
在分析静力学过程中,根据材料力学理论,如果材料为弹性变形,且变形量很小,刚度系数连续,则材料所受的力是静态不变的。在实际作业过程中线性力与时间无关,因此,静力学分析模型可以相应地简化为:

图10为刀片及刀片安装板总变形、应力及应变云图。根据图11~13可以分析得出:由于刀片的外边缘为主要受力部位,刀片的最大变形位置发生在刀刃的外边缘处,刀片与刀片安装板通过螺栓固定,刀片距离固定刀片安装板位置远的部位变形量大,刀片距离固定位置近的部位变形量较小。

图10 刀片及刀片安装板总变形、应力及应变云图Fig.10 Total deformation,stressand strain nephogramof blade and blade mounting plate
刀片折弯部位的应力和应变最大,与刀刃边缘的总变形最大恰好相反,刀片折弯部位所受弯矩最大。如表2所示,不同角度的刀片的总变形量相差不大,最大值为5.09×10-4m,即0.000 5 m,变形量非常小,可以忽略不计。因此不会对刀片的工作产生影响,3种不同角度刀片所受的最大应力中,0°刀片最大,最大应力值为114.7 MPa,45°和135°的应力分布基本一致,而SUS304不锈钢的屈服强度为205 MPa,说明刀片的角度符合受力要求。综合以上两种分析结果说明刀片的设计符合工作要求。
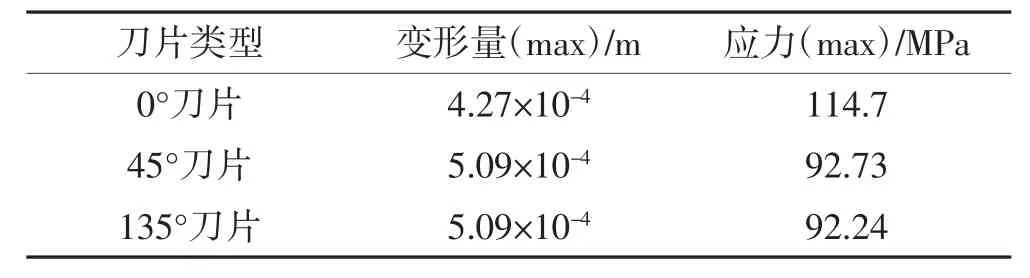
表2 不同角度刀片的变形及应力值Table 2 Deformation and stressvaluesof bladeswith different angles
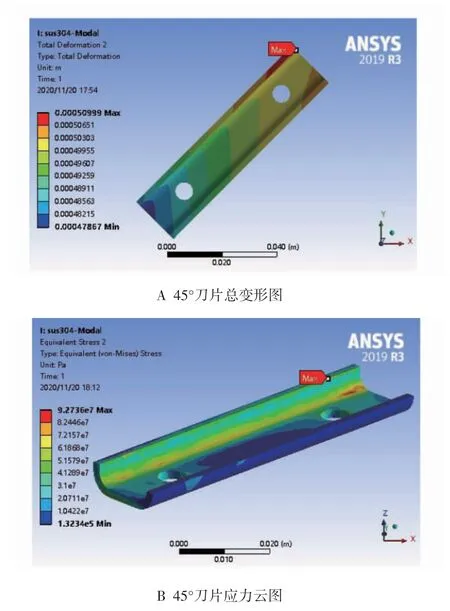
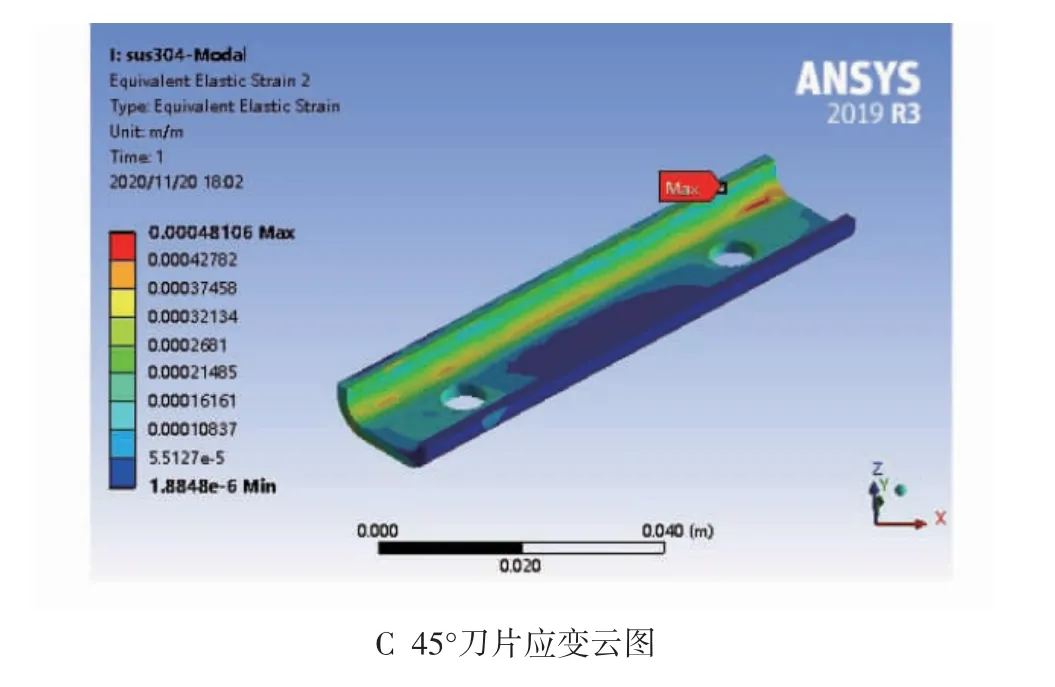
图12 45°刀片总变形、应力及应变云图Fig.12 Total deformation,stress and strain nephogramof the bladeat 45°
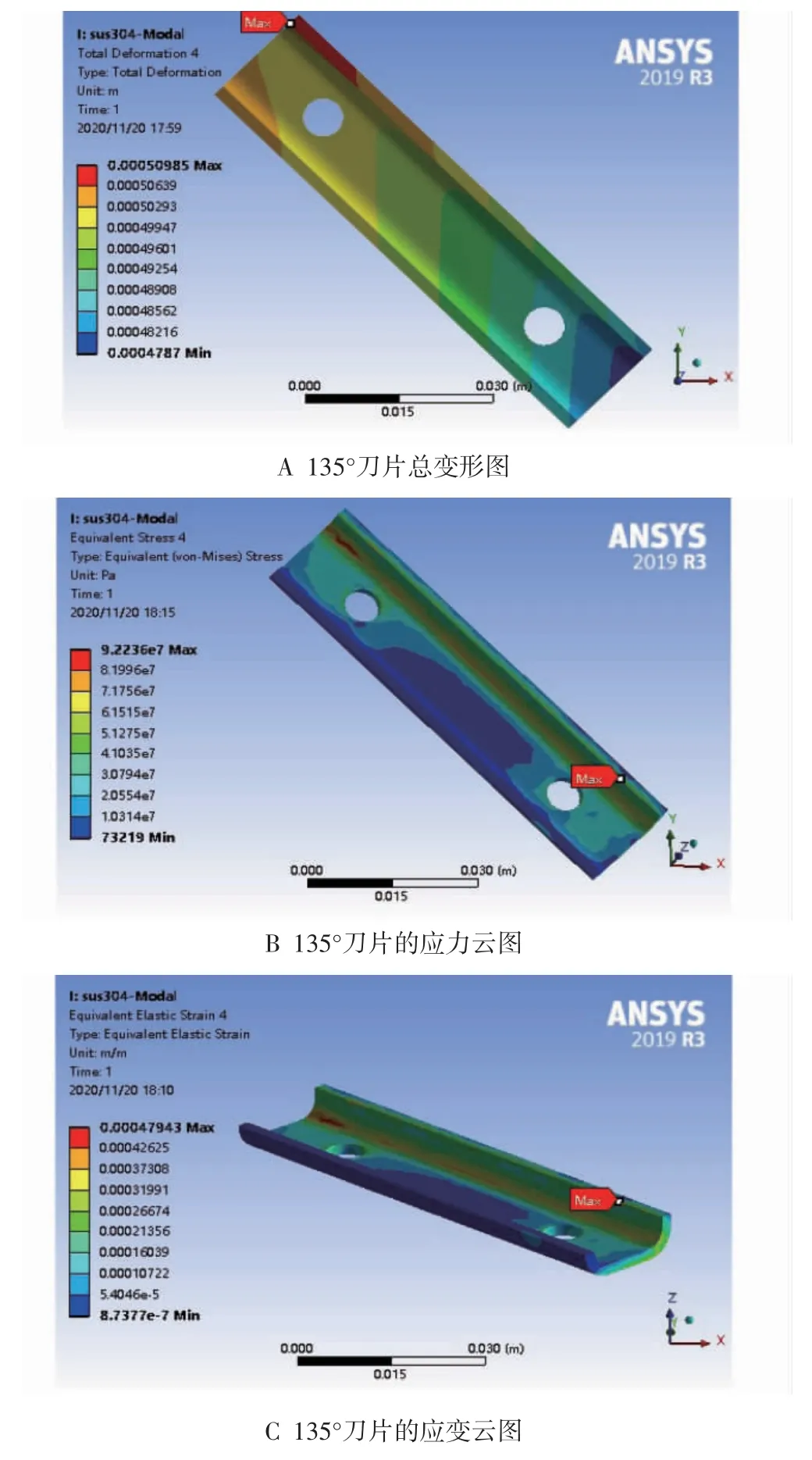
图13 135°刀片总变形、应力及应变云图Fig.13 Total deformation,stressand strain nephogramof the blade at 135°
3.3 刀片及刀片安装板的模态分析
通过模态分析可以了解刀片及刀片安装板与板刷的振动情况,在进行相关零部件设计时可以有效避免产生共振或使结构在制定的频率下振动。
模态分析其控制方程可以为:

在进行模态分析计算时,f(t)=0,且按照无阻尼线性结构进行机械零件的分析,即结构阻尼矩阵[C]=0,因此控制方程可以简化为:

方程(8)成为无阻尼线性结构自由振动的控制方程,假设结构的运动为简谐运动,则有:

将(9)中的位移和速度代入控制方程中,可得

式中:[M]为结构质量矩阵;ωi为振动频率;Φi为模态。
前六阶模态结果如图14所示,分析结果见表3。由表3可知,刀片及刀片安装板的主要振型出现在刀片安装板上,刀片及刀片安装板的转速为40 r/min时,转动的频率为0.106 Hz,因此刀片及刀片安装板工作频率远小于所分析刀片及刀片安装板的前六阶固有频率,刀片及刀片安装板在正常工作条件下不会发生共振现象。
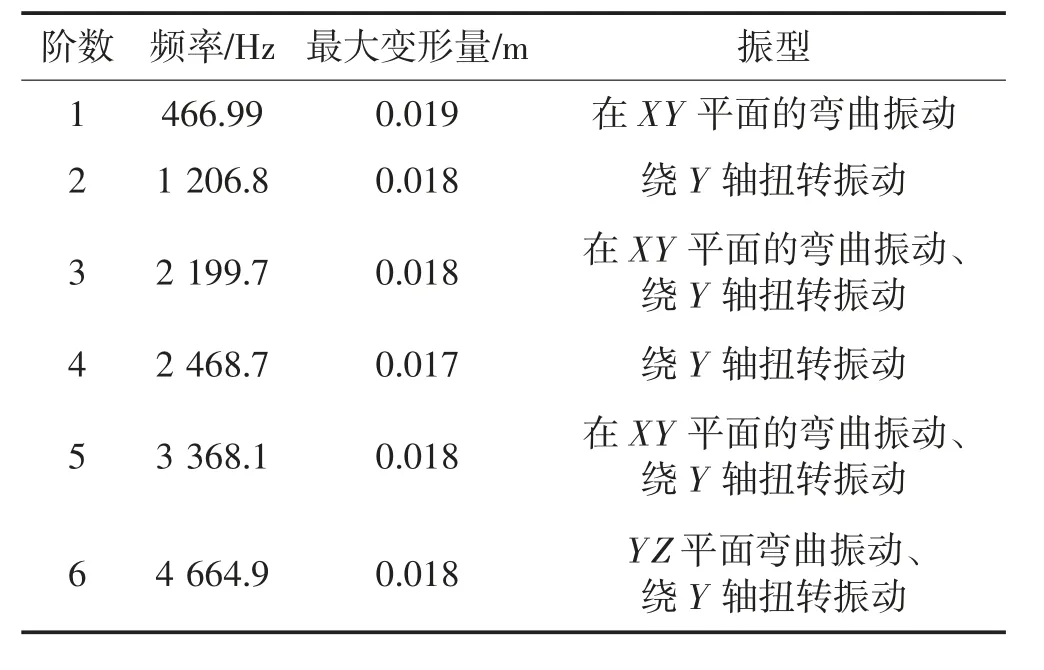
表3 刀片及刀片安装板前六阶固有频率、最大变形量及振型Table 3 Natural frequency,maximumdeformation and vibration mode of blade and blade mounting plate
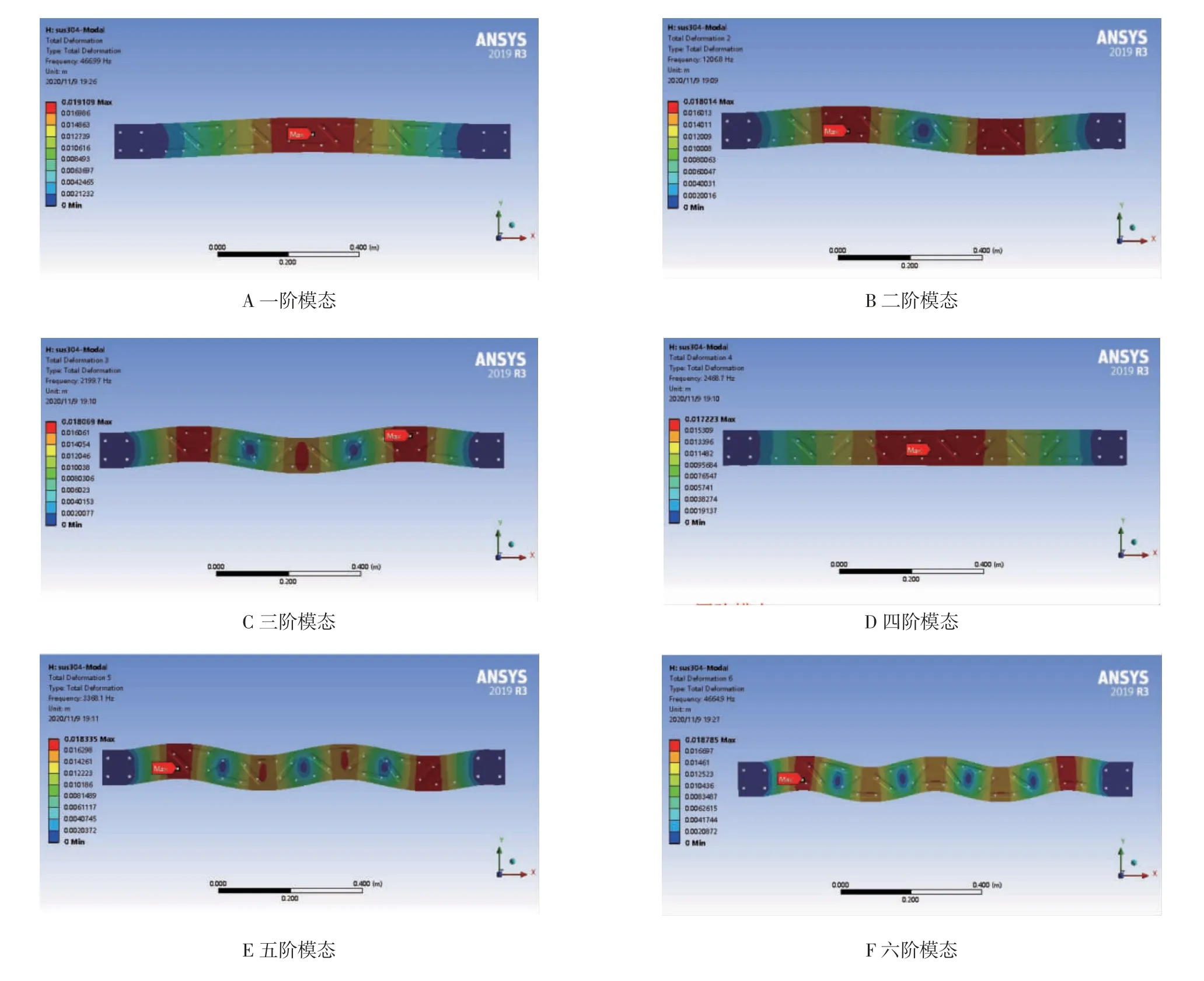
图14 刀片及刀片安装板的模态振型Fig.14 Modal vibration mode of blade and blade mounting plate
4 结论
本文设计了卧式青核桃脱皮机的链板输送机构,通过传动主轴、刀片结构、刀片排列方式、输送量的设计计算确定了结构和相关参数,实现了刀片及刀片安装板既可以输送青核桃,又可以在青核桃受到挤压时,刀片对其青皮进行切割。
通过刀片及刀片安装板的静力学分析可知:刀片折弯部位的应力和应变为最大;刀刃边缘的总变形最大,为5.09×10-4m,即0.000 5 m,变形量非常小,可以忽略不计;3种不同角度刀片所受的最大应力中,0°刀片最大,最大应力值为114.7 MPa,45°和135°的应力分布基本一致,而SUS304不锈钢的屈服强度为205 MPa,说明不同角度刀片的设计满足强度和刚度要求。
通过刀片及刀片安装板的模态分析得出:刀片及刀片安装板的主要振型出现在刀片安装板上,刀片及刀片安装板的转速为40 r/min时,转动的频率相应为0.106 Hz,而刀片及刀片安装板的前三阶固有频率分别为466.99、1 206.8、2 199.7 Hz,而机构的工作频率远小于所分析零部件的固有频率,因此刀片及刀片安装板在正常工作条件下不会发生共振现象。
猜你喜欢
防爆电机(2022年2期)2022-04-26
有色设备(2021年4期)2021-03-16
今日农业(2020年15期)2020-12-15
北京汽车(2019年1期)2019-03-13
电子制作(2017年20期)2017-04-26
微型小说选刊(2016年32期)2017-01-20
小小说月刊·下半月(2016年1期)2016-05-14
祝您健康(2016年5期)2016-05-01
民间故事选刊·下(2016年3期)2016-04-06
伴侣(2015年3期)2015-09-10