光伏组件加工工艺与质量控制
2022-03-24 06:46戈鹏
机械管理开发 2022年1期
戈 鹏
(华阳新材料科技集团, 山西 阳泉 045000)
引言
光伏组件是把光伏电池片进行连接封存,该设备可以输出直流电,但在最小状态下无法将其分成两部分之后在进行重组安装。对于单体太阳电池片不能作为电源使用,而是要将它进行串联或并联之后才能使用,连接起来以后再将电池片封存形成光伏组件。光伏组件在太阳能发电过程中有效的将太阳能转换为电能,发挥着重要的作用。
1 光伏组件产品影响因素
1.1 电池片原料因素
光伏组件在加工投入使用的时候对外宣称使命寿命有限期为25 年,但实际使用2~3 年以后电性能一致性表现的非常差、功率减退的问题更加的突出,不能满足使用寿命的要求。造成这一现象的主要因素为:电池片的质量不达标,在质检方面没有严格的把关;检测和分检的时候没有按照相关的规定执行,对执行的标准玩忽职守。因此,在生产加工太阳电池组件的过程当中,由于太阳能电池的成本占有相当高的比例,所以在选材的时候要重点考虑那些高质量的电池片,为电池组件能够保持高强度的一致性能奠定良好的基础[1]。
1.2 加工工艺因素
在对电池组件焊接过程中,焊接的温度和时间的控制尤为的重要,适宜的焊接温度和准确的焊接时间保障了太阳能电池组件的质量。如果在焊接的时候出现温度过低的现象,会直接影响着焊接的效率,造成焊接失败。温度过高,使电池片发生了变形,最后导致破裂。经过多次实践表明,单焊工艺的最佳焊接温度为370~385℃之内。比如说,在贴合过程中,组件内的空气被真空泵抽空之后,电池模块的贴合质量会随着加热的温度不断变化,一旦出现温度过低时,大大减弱了组件内部材料的黏接强度。如果温度出现偏高的现象,在很大程度上容易导致组件内部材料的质量发生变异,终上所述,加热的温度在150~155℃之间最好。
1.3 生产环境因素
想要生产出高品质的组件产品,就要严格地把控好工作环境的正常温度、所需的湿度以及干净整洁的卫生环境。比如,在国内的很多组件加工企业,在对组件进行生产加工的过程中,大部分的加工程序都是人工进行操作的,非常容易引起人为污染,特别是在工艺方面要求极高,任何一项工艺都禁止裸手去碰触电池。此外在生产设备上也需要很高的要求,设备最好是拥有现代化先进的科学技术含量,较强的稳定性能。比如在覆膜过程中,覆膜设备性能的选择是非常重要的,温度控制精度小于1 ℃,温度均匀性小于2 ℃,这样才能有效地保障产品拥有过硬的质量[2]。
1.4 助焊剂因素
助焊剂的质量直接影响着组件的内部腐蚀程度以及焊接点的接连状态。大部分生产产商在选取助焊剂的时候,往往太过多的纠结在助焊剂的作用,忽略了助焊剂具有高度的腐蚀性。在焊接的过程中,助焊剂直接接触到电池芯片表面的EVA,长时间的使用就会发生各种不同的问题。其正确的使用方法是选择具有免洗功能的中性助焊剂,有效地获取了更高的工艺需求,大大降低了残留物的产生。
1.5 EVA 因素
一旦组件内部EVA 表面出现大面积发黄、产生斑点,造成这一现象产生的原因是因为组件内EVA与其它物质发生了质变,归根到底是因为EVA 的选取材料质量太差、生产工艺错误以及储存的环境不恰当等。如果EVA 的关联度性能太差,起伏不定,很容易导致组件在使用的过程中膨胀收缩,甚至还会增加电池接触的电阻力,电池片出现裂痕及短路现象。经过强光的直射,组件内部的局部温度快速的升高,电池有可能随时出现爆裂,最终导致太阳能电池组件无法发挥作用。此外,光伏组件电性能的降低与EVA 的质量有着直接的关系。为此,在使用EVA 的时候,有必要加强严格控制储存的环境,应置于恒温、恒湿、黑暗、阴凉的环境当中,包装被打开后要在24 h 之内使用[3]。
2 光伏组件加工工艺
2.1 检测电池片
检测电池片的目的是检验电池片的外观是否有刮痕、尺寸是否适中、翘曲度是否灵活等外在的条件,在特殊的光照条件下检查电流的稳定性,特殊的温度条件下检测电压的稳定性等,检测时应使用专业性较强的检测仪器和设备,要使仪器在反复检测的过程中依旧保持1%以内的精准度,来保障测量结果的准确性。
2.2 单焊电池片
单焊电池片就是把单独的电池片进行焊接。一般来说,电池的正面,即有栅格线的一侧,焊接有焊接带。焊接时,先将焊接带水平放置在蓄电池主栅线上,用左手压住焊接带一端的三分之一,另一端与第一栅线接触(或工艺要求的位置)。正确的操作方法是用右手握住烙铁,按左右方向或从上到下按压烙铁。具体方向以电池和焊锡带的放置方向为标准。在此过程中需要注意的是,烙铁头的起点应超出单片机左缘0.5 mm,烙铁头的焊接表面应始终靠近焊条。最后,要保持焊接表面的光滑不能有瑕疵,另外还要保证焊接非常坚固,不存在假焊、毛刺、锡渣等。
2.3 串焊电池片
串联焊接电池片的操作方法如下:一般情况下,在专用加热平台上进行甲焊,将单焊电池片的正面向下放置在平台上,按压电池片让其与加热平台表面亲密接触,按照固定的间距,在用烙铁将焊锡条从后一个电池焊到前一个电池的后电极。最后,在完成串焊的整个操作过程后要保持电池片外观完整无暇,没有任何的凸点和假焊,焊条依旧保持平整的状态[4]。
2.4 层叠
对于不同的光伏组件模型,对重组部分的技术要求、覆膜方法和操作顺序的要求也会有所不同。通常情况下把预先准备好的满足工艺需求的钢化玻璃放在叠加操作台面上,将其绒面朝上。首先,将切割后的EVA 薄膜放在钢化玻璃上并铺平,在将EVA光滑的那一面与钢化玻璃的绒面放在一起。在进行铺设的过程当中,要注意根据具体工艺要求在四角处留下一定的毛坯(一般5 mm)。其次,将与组件板类型一致的定位模板放置在EVA 上。第三,根据模板定位正负极的提示,将电池组、背板切割条、EVA切割条正确放置在EVA 上。注意电池组、后板切割条、EVA 切割条的正负方向,根据具体要求,测量电池的距离。必要时可根据模板调整位置,然后取出裁剪好的汇流带,按模板焊接,焊接完成后,应按工艺要求将条形码粘贴在后板切割条或汇流带上。最后,将切割好的EVA 和后板平放,并测量汇流带引出线,以保证在后期安装接线盒时,汇流带的引出线满足所需的长度要求。层叠材料示意图如图1 所示。
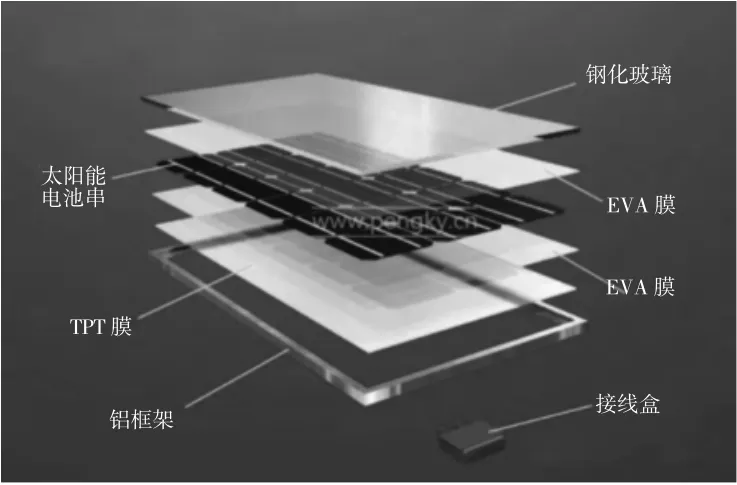
图1 层叠材料
2.5 层压
层压所使用的设备称为层压机。其具体操作步骤如下;首先根据具体要求调节温度,然后将四氟布(或其他能保护组件表面防止污染的防护材料)放置在层压机的上料平台上,放置好组件,再一次把四氟布盖在上面,最后进行层压手续操作。层压的最终目的是层压后的组件内部不能含有破碎的芯片、出现裂纹、气泡等,对层压机内部加热平台的温度要定时测量,以此来保证平台表面加热温度始终保持良好的稳定性能。
2.6 安装边框和接线盒
根据组件的安装要求,框架工艺有不同的要求。在框架内填充硅胶,再将框架安装好;组件周围也有胶带,然后再安装框架。一般,产品大多是充满硅胶,也就是说,大约1 mm 厚的硅胶穿孔的槽架,然后嵌入的组件和固定,最后的组件和框架的连接是均匀地涂上硅胶进行固定。
接线盒的安装与接线盒的类型有关。通常的方法是在出线根部、接线盒周围和出线孔周围注射硅胶。根据工艺要求,将接线盒安装在组件背面指定位置,将母线插入接线孔内进行检查。检查连接母线的牢度,调整回流带外露的位置,避免开路。如有需求,应在接线盒内部填充胶水,增加密封性[5]。光伏组件安装流程图如下页图2 所示。
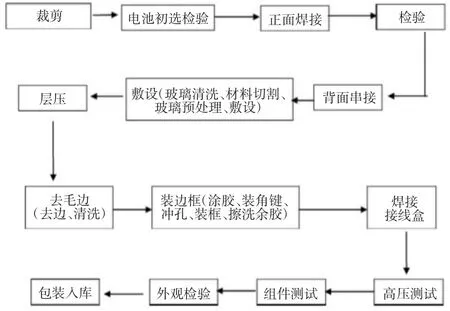
图2 光伏组件安装流程
安装完毕后,应置于恒温高湿环境中养护。一般湿度越高,固化速度越快。
3 结语
在对光伏组件生产加工的过程中,每一个环节都及其的重要,想要生产出高质量的产品就必须选取优质的原材料、优化生产环境、先进的生产技术、对产品的质量检测一定要把好关卡,绝对不能滥竽充数,要定期进行专业的技术培训,打造新型的技术人才。只有不断强化自己,加强创新精神才能在日益激烈的竞争下立于不败之地,为光伏领域的未来发展创建新的台阶,将光伏作用发挥到极致。
猜你喜欢
大电机技术(2022年2期)2022-06-05
太阳能(2021年12期)2021-12-05
纺织科技进展(2021年4期)2021-07-22
防爆电机(2020年4期)2020-12-14
防爆电机(2020年4期)2020-12-14
汽车维护与修理(2018年21期)2018-06-05
汽车电器(2018年1期)2018-06-05
消费导刊(2017年19期)2017-12-13
电子制作(2017年7期)2017-06-05
汽车文摘(2016年2期)2016-12-09