
装配式组合钢箱梁在桥梁工程中的应用
2022-03-24 08:56高建安
技术与市场 2022年3期
高建安
(甘肃公航旅路业有限公司,甘肃 兰州 730000)
0 引言
传统的预应力钢筋混凝土桥梁结构本身的施工流程十分复杂,并且整体性的承载力较差,能够循环利用的价值与效果较低,难以符合目前的节能环保发展理念。为了解决目前束缚现代化城市交通发展的瓶颈,需要根据现实需求,创造出一种新型的桥梁结构,在稳定性、使用寿命与安全性以及经济性方面都有良好的适用性,而装配式组合钢箱梁形式的桥梁应运而生。装配式组合钢箱梁是由多个单独的钢箱组合而成的组合箱梁形式,随后结合预应力和波形钢腹板等技术,将这些叠合单元组成一个钢-混凝土叠合梁形式,装配式组合钢箱梁为现代桥梁的发展奠定了重要的技术基础。
1 工程概况
本工程项目为国家高速公路网乌海至玛沁高速内互通立交桥的改造项目,其所在范围为马家山互通立交内,采取A型单喇叭定向的互通立交形式。其中主匝道上跨马家山互通立交及中川城际铁路、迎宾大道,新增C、E匝道,改造A、B、D、F、G匝道,主要解决机场高速与中川机场航站楼间快速交通衔接问题。
主匝道K设计为双向四车道,A匝道设计为双向两车道,E匝道设计为单项两车道,其余匝道均为单项单车道。主匝道整体段落长度为2.36 km,一般匝道的改建长度为2.34 km,迎宾大道改建长度为0.8 km,中川机场收费管理所专用的通道为0.511 km,改移省道为0.76 km,新建的T3预留匝道长度为1.055 km。整个立交改造所用地的面积为185.9亩(1亩≈666.7 m2),共拆迁400 m2的建筑物。
2 施工前期分析
本项目为甘肃省重点推广钢结构桥梁应用的试点工程,也是交通部门第一批9个公路钢结构桥梁的典型示范工程之一。但是由于机场建设规划发生了变化,本次立交方案经过多次调整之后,整体项目延后。最终确定采取25~50 m的钢-混凝土组合结构的布置方案,整体桥梁的面积大约为3万m2,所需钢量为1.1万t,整体的钢梁均采取波形钢腹板开口箱。且由于立交桥整体较为复杂,结合其结构受力情况,本工程采取多种结构型式,具体数据如表1所示。
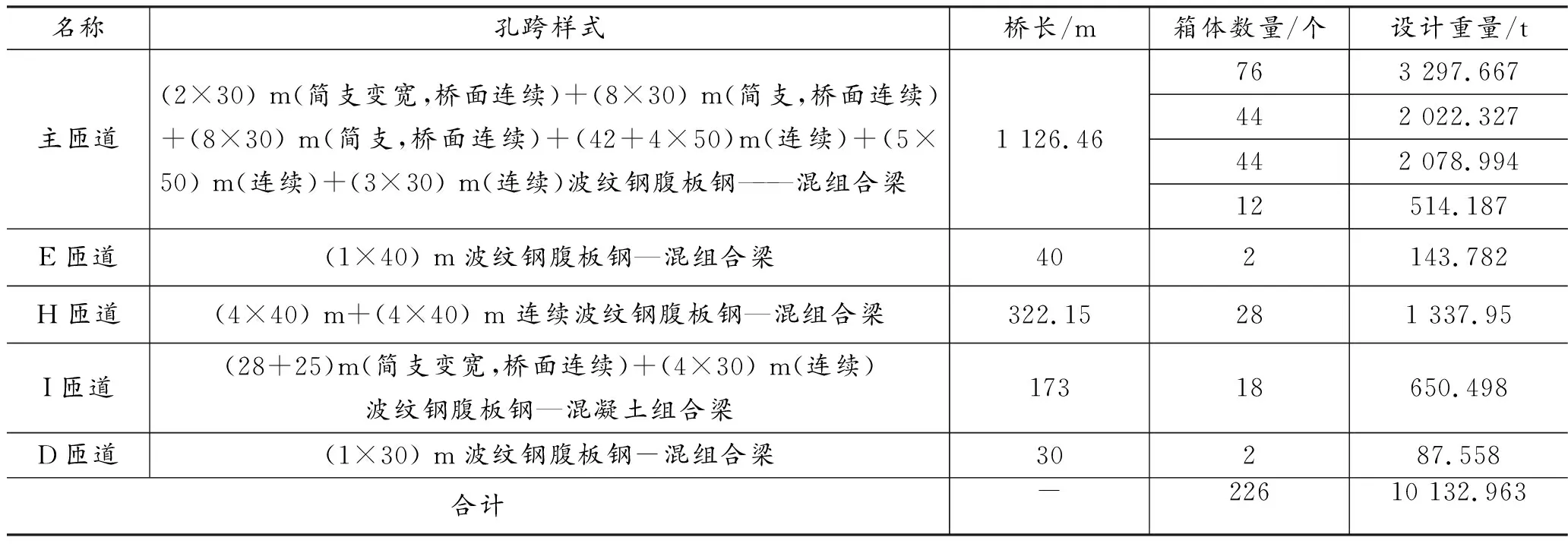
表1 工程结构型式箱体设计数据统计
3 装配式组合钢箱梁在桥梁工程中的实际应用
3.1 钢箱梁加工重点
本项目的控制性工程主要在于主匝道的高架桥设计,其上部分为波形钢腹板和钢混组合箱梁形式。为了保障整体钢结构加工与制造质量和进度要求,项目采取标准化和现代化加工制造厂房进行装配件加工[1]。该厂区占地面积大约为15 000 m2,配备涂装机、自动焊接以及智能制造等机械设备180台,配备焊工、铆工、气割、油漆工以及管理人员共计350人。该厂区满足钢结构加工标准化和精确化与智能化的全面需求。
3.1.1 钢-混组合梁施工
结合钢结构桥梁的“工厂化制造与装配化施工”的建设要求,项目部门建设了甘肃第一家钢-混组合梁拼装厂。本次项目中的刚箱梁从加工制造厂运输到拼装厂之后在厂区预先制作的模架上进行二次拼装、整体拼装和焊接,随后实施钢箱梁桥面板钢筋、端横梁安装及桥面Ⅰ期混凝土浇筑、自动喷淋养生等流程。上述的流程均在全封闭的厂区环境下进行,确保钢筋组合梁焊接和混凝土浇筑的质量达到高水平[2]。
3.1.2 钢箱梁架设
主匝道桥体总长度为1 126.46 m,分为50 m连续两种钢混组合梁和30 m简支。其中30 m的钢箱梁安装主要流程为:将钢混合组合梁拉运到现场;架桥机逐片架设钢箱梁。(5×50) m钢箱梁的安装流程为:在主梁的制作阶段,分段位置和中跨跨中位置设置临时支墩,运输采取分阶段的形式。联端和支墩安装临时支座,墩顶位置安装永久制作。结合计划分节段进行精确放样,随后跨节段进行架设和安装。随后进行钢梁的拼装、连接、端横梁、墩顶横梁和箱间横梁以及悬臂钢板之后,将中跨的3号、5号、6号、8号、9号、11号临时支撑进行拆除。然后将铺设桥面的压型钢板,浇筑一期的桥面板混凝土;当其强度达到90%及以上时张拉Ya-Yc墩顶负弯矩预应力钢束。当对二期桥面板混凝土进行浇筑时,需要张拉YT4体内和YT5体外的通长预应力钢束,将剩余的临时支撑拆除之后,完成桥面铺装和附属工程施工。
3.2 钢结构施工质量控制重点
3.2.1 钢箱梁的焊接作业
整体项目钢混合梁桥的焊缝累积约为58 680 m,其包含Ⅰ级焊缝和Ⅱ级焊缝。焊接方式采用埋弧自动焊和二氧化碳气体保护焊,在经过焊接工艺评定合格之后,方可完成焊接,且须经历开坡口、焊接、焊缝与打磨4道工艺。
整个焊缝的质量是本项目加工制作的重点与核心。在加工制造期间需要项目部门严格掌控焊接和涂装2个环节[3]。为了避免焊接发生变形的问题,所有的箱梁都需要在胎架上定位后进行焊接。在纵向方位需要全部采取单面焊双面成形的工艺处理焊接缝,背面贴陶质衬垫,利用药芯焊丝二氧化碳气体保护焊完成。堤坝和腹板的熔透角焊缝则需要采取先焊接坡口的焊缝,随后再焊接背面的焊缝,以此来保障全熔透焊接的需求。采取超声波或者X射线以及磁粉对焊缝的缺陷进行检测。在整套工序完成之后,由第三方专业检测单位对钢箱梁质量进行全方位检测合格之后方可运出厂区。
3.2.2 高强度螺栓的连接
本项目所使用的高强度螺栓连接的总量为34 456套,共实施3道工序,适用于50 m跨度的连续钢箱节段的连接位置。且螺栓群钻孔的对接精确率须达到98%以上,遵循螺栓群中间向四周对称扩散的方式进行紧固,禁止重复拧动。
在安装高强度螺栓前需要全面检查和清理其接触面,检查合格之后安装节点孔眼数50%的梅花形冲钉群内,保障安装结构位置符合要求后在剩余的孔眼中安装高强度螺栓,随后将冲钉利用高强度螺栓逐个代替,初次拧动。在初次拧动时,采取额定扭矩为1 000 N·m的扳手从螺栓群中央向四周拧动,做好标记,其扭矩为终拧的60%~70%。在初拧完毕之后通过质量和外观的检查保障其拧动的效果。在初次拧动2 h之后进行终拧,按照从中间向四周的顺序进行,利用电动扭矩扳手连续实施,做好标记,全部螺栓终拧完毕之后利用复位法进行检查。
3.2.3 钢箱梁防腐涂装施工作业
本项目需要进行钢箱梁防腐涂装的总面积为150 762 m2,在整个涂装过程分为抛丸除锈、底漆、中间漆和面漆4道工序内容。涂装的质量与箱梁使用寿命有着十分密切的关系。除了现场安装后油漆损伤位置需要露天进行涂装之外,其余的涂装都需要在厂房中完成。
在涂装钢梁的杆件和梁段之前,需要对其表面实施抛丸除锈清理工作,除锈之后,保障其表面的粗糙程度Ra可以达到25~60 μm。而对于高强度螺栓的连接面除锈而言,其需要保障整体的除锈等级可以达到Sa3级,表面粗糙程度Ra应当达到50~100 μm,除锈之后应当利用喷铝进行防锈处理。另外,涂装高强度螺栓需要在施工开始前全面清除螺栓的头部油污和螺母以及垫圈外露部分的皂化膜。
根据施工需求和工程采取的构件特点来进行抛丸除锈工作,一般利用机械自动化进行除锈处理。在抛丸除锈期间,须使用30%的S390钢丸和70%的G25钢砂混合物。使用期间,结合喷砂后钢表面的清洁程度和粗糙程度来适当调整二者比例。
涂装施工期间,梁段表面不应当有雨水或者结露的情况发生,相对湿度不可在80%以上,环境温度对于环氧类漆不可低于10℃,对水性无机富锌防锈底漆和聚氨酯漆类不得在5℃以下。外涂装时禁止在风沙、雨天及雾天的环境下涂装,涂装后4 h内应采取覆盖措施保护,避免风吹雨淋。
4 结语
装配式组合钢箱梁结构是一种全新的桥梁结构,凭借其施工工期短、成本低和承载力强等优势在目前的桥梁建设中占据着重要的地位。相关部门与人员应对这种结构进行深入研究,不断在各类公路桥梁和跨线桥等工程中积极推广,推动桥梁工程的高质量可持续发展。
猜你喜欢
中国交通信息化(2022年7期)2022-10-27
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年6期)2021-06-09
中国交通信息化(2020年4期)2021-01-14
昆钢科技(2020年5期)2021-01-04
装备制造技术(2020年4期)2020-12-25
中华建设(2019年8期)2019-09-25
中国交通信息化(2019年2期)2019-03-25
制造技术与机床(2018年10期)2018-10-13
中国交通信息化(2018年11期)2018-03-01
