基于DSP的线缆自动除字器设计
2022-03-26 02:01张贵生朱艳娜
太原科技大学学报 2022年2期
张贵生,朱艳娜,赵 尹
(安徽理工大学 深部煤矿采动响应与灾害防控国家重点实验室,安徽 淮南 232001)
常用线缆主要包括电缆和光缆[1-3],因客户要求,护套型线缆表面常做定距印字处理,用以标注线缆型号、厂商名称[4-6]、米数等信息。在线缆加工过程中,因喷码机故障、缆身抖动、线缆表面有水渍[7-10]等原因,会导致印字不清晰,形成问题缆。
对于印字类问题缆常做除字重印处理,以使损失降至最低。目前,国内外关于线缆除字问题皆采用人工擦拭方式解决[11],即用毛巾蘸沾溶剂(清洗剂或丙酮溶液)逐一擦拭,这种方式不仅速度慢、费人力、效率低,而且溶剂粘附时间较长、易造成线缆护套腐蚀,用力来回擦拭、更易损伤护套表面,此外,单点护套损伤即可造成整根不合格,报废率较高。因此,传统人工除字方式弊端较大,亟需解决。
针对上述问题,本文结合实际生产经验,设计了一种线缆专用除字器,以DSP28335为主控制芯片,能有效实现自动除字效果。
1 线缆自动除字器结构设计
机械结构是除字器的主体部分,主要负责结构支撑、线缆稳定传输、溶剂输送抽放与过滤回流、残留溶剂擦拭等任务,配合电气系统完成自动除字工作。本除字器安装于线缆放线架和稳线架之后、收线架之前的工艺位置,线缆依次穿过测速架、导轮、环形喷嘴和除剂箱。其机械结构如图1所示。

图1 线缆除字器机械结构图
除字流程:
①将线缆上字体的一个端点静置于测速架上,作为除字起始位置;在触摸屏上设置线缆米距r和字长l(由刻度尺实际测量而得);给系统上电,启动整条复绕线和本除字器的电气系统,同时开启气泵和吹气阀。
②线缆由放线架向收线架方向运行,为保证除字效果和线缆安全,线缆最高速度一般不高于30 m/min,由主动放线架和收线架设定;抽放电机根据线缆前进速度v和米距r确定喷射周期T,根据线缆前进速度v和字长l计算喷射时长t,由软件编程实现。
③当字体起始端经过测速架时,速度信号传输给主控制器,抽放电机接受指令开始工作,将溶剂从储存箱内抽入喷射管道,所用时间为固定值t1(实测值为0.5 s),环形喷嘴将溶剂喷射至线缆表面字体,喷射压力将字体冲刷除去。三个环形喷嘴间隔放置,提高了冲刷效果,同时防止因计算误差而造成喷射延误,双重保证除字效果。
④除字后的线缆经过吹气阀时,将表面残留溶剂吹散并加速溶剂挥发,为彻底除去残留溶剂,在除剂箱末端用毛巾覆盖线缆进行二次擦拭,除剂箱内滴落的溶剂经回流管道流入喷洗箱,再经过滤网滤除杂质后汇入储存箱内再次利用,过滤网杂质可通过外开门取出。
⑤触摸屏上设置有开关、暂停键、重启键。开关负责启停除字器电气系统,实际使用中,若需暂时停止除字动作,可点击暂停键,线缆即刻减速,直至速度为0停止运行,点击重启键即可重新启动。
2 硬件电路设计
硬件电路是除字器的执行单元,以DSP28335芯片作为主控制器,同型号DSP作为抽放电机控制器,配以速度检测单元、触摸屏等外围电路,组成一个完整的自动除字控制系统。其硬件电路原理如图2所示。

图2 硬件电路原理框图
2.1 速度检测电路设计
速度检测单元负责实时检测线缆前进速度,并将检测信号准确地传输至DSP28335主控制器。在实际应用中,由于复绕线不同于实际生产线,线缆张力较小,收放线过程中难免出现缆身抖动现象,为了更加准确地检测线缆前进速度,需采用无接触式测速传感器,同时添加防抖动导轮。
本系统采用ZLS-Pa像差测速传感器,测量精度小于1%,测速范围为(0~60)m/min,通讯端口为RS232总线,以非接触LED光测速,ZLS-Pa像差测速传感器安装在两只导轮正中间位置,LED光可直射线缆表面。RS232总线连接电路如图3所示。

图3 RS232总线连接电路图
2.2 触摸屏功能介绍
触摸屏负责动态显示线缆速度v和线缆米距r、字长l的信息录入。触摸屏与DSP28335主控制器之间双向通讯,v信号传递给DSP28335主控制器,信号识别与处理后,由触摸屏动态显示;通过触摸屏设置的米距r、字长l信息,传输至DSP28335主控制器,进行收放电机喷射周期T和喷射时长t的计算。
2.3 抽放电机拓扑电路设计
抽放电机驱动电路是硬件电路设计的重要部分,DSP28335主控制器发送的控制指令皆由抽放电机完成,因此,抽放电机驱动电路的可控性和稳定性至关重要。
本系统采用功率3 W、供电电压12 V的小型无刷直流电机(BLDCM)作为抽放电机本体,三相全桥驱动电路为拓扑结构。其拓扑电路如图4所示。

图4 BLDCM拓扑电路图
DSP28335主控制器内的PWM端口顺序连接VT1~VT6,通过调控六只MOSFET开关管的导通顺序和导通时间,就可控制BLDCM三相绕组LA、LB、LC内的导通顺序和电流方向[12],进而控制定子绕组磁通方向,实现BLDCM的正常抽放与停止动作。
3 软件设计
软件编程是本除字器的核心部分。根据生产经验,综合考虑各种细节,将线缆前进速度v、米距r、字长l等参数及其计算公式编入程序,指挥DSP28335主控制器和电机控制器协调统一工作。系统主程序流程图如图5所示。

图5 系统主程序流程图
系统主程序流程图的具体流程如下:
①系统上电后,主程序初始化,根据客户要求和实测情况,设置触摸屏上的线缆米距r和字长l;
②ZLS-Pa像差测速传感器开始检测线缆前进速度v,此时,DSP28335主控制器根据v是否大于0来主动判断抽放电机是否需要启动,当v>0时,线缆开始前进,同时启动抽放电机,执行电机控制器子程序;当v=0时,系统处于开机后等待阶段;
③电机控制器子程序执行完毕后,判断是否暂停,若未收到暂停指令,返回速度判断框,重新判断线缆速度v,循环执行电机控制子程序;若收到暂停指令,判断是否接受重启指令,若收到重启指令,则返回速度判断框,重新判断线缆速度v,循环执行电机控制子程序;若未收到重启指令,则判断是否接受关机指令,若未接受关机指令,则返回重启框,循环判断;若收到关机指令,则退出主程序,结束运行。
电机控制器子程序流程图如图6所示。
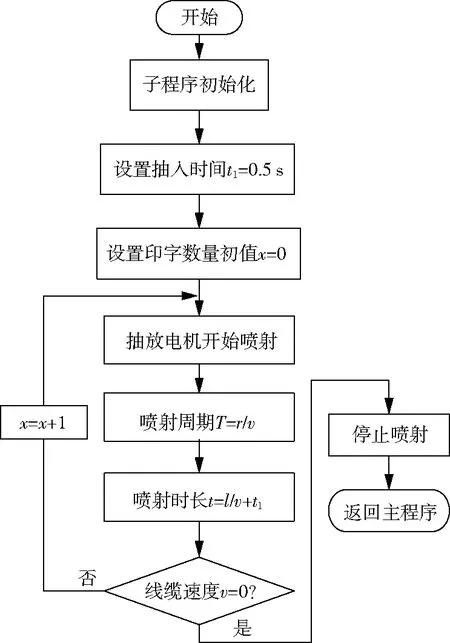
图6 电机控制器子程序流程图
电机控制子程序流程如下:
①子程序初始化后,设定抽入时间t1=0.5 s和印字数量初值x=0;
②赋初值后,第一个印字的首字母经过速度检测单元时(即线缆开始前进),抽放电机在DSP28335主控制器指令下启动,首字母进入环形喷嘴的时间为(0.5~0.8)s(实测值),三只环形喷嘴喷出的溶剂开始清除第一个印字;
③电机控制器内编入计算公式:
T=r/v
(1)
t=l/v+t1
(2)
式中,抽入时间t1为抽放电机将溶剂从储存箱内抽入喷射管道并喷出所用时间,实测值为0.5 s.
根据公式(1)和(2)分别计算出喷射周期T和喷射时长t,由于前进速度v和米距r为设定值,线缆加速和减速运行时(设备性能优良,加减速时间很短),喷射周期T和喷射时长t为动态变化值,线缆处于匀速稳定运行时,两者基本保持不变;
④第一个印字清除后,判断线缆速度v是否为0,若v>0,则印字数量x自动加1,根据喷射周期T和喷射时长t,推算第二个印字的喷射时间点,循环往复,将字体全部清除;若v=0,则停止喷射溶剂,返回主程序。
4 结语
本文结合生产经验,从线缆除字重印的实际应用角度出发,通过机械结构创新、硬件电路设计和软件流程图绘制,设计了一种线缆自动除字器。
本除字器的使用结果表明,机械结构稳定、操作方便,环形喷嘴对字体的冲刷效果显著且无遗漏,残留溶剂清理及时,无可见腐蚀现象;ZLS-Pa像差测速传感器测量精度完全符合除字要求;DSP28335主控制器的软件编程细致无误,可为各硬件电路提供稳定、准确的数据处理和控制指令;BLDCM抽放动力强、响应速度快,运行平稳、静音效果好,能够较好地实现自动除字功能。
猜你喜欢
小学阅读指南·低年级版(2022年5期)2022-05-09
纺织机械(2022年1期)2022-02-03
学苑创造·C版(2020年6期)2020-07-18
中阿科技论坛(中英阿文)(2020年1期)2020-04-20
发明与创新·中学生(2018年10期)2018-10-15
食品界(2017年9期)2017-09-30
科技创新与应用(2017年14期)2017-05-19
中国科技纵横(2017年3期)2017-03-29
科技创新导报(2016年7期)2016-05-14
青少年科技博览(中学版)(2006年6期)2006-06-08