数控加工中过切引发的加工策略改进
2022-04-20 09:18周宝友
模具制造 2022年3期
周宝友
(江苏文光模具技术有限公司,江苏镇江 212325)
1 引言
我司模具车间在加工一副装饰板模具时,发生多处过切,从而导致模具的报废处理,后续车间在重新加工时,对加工工艺和加工策略的改进,进行了一定的探索,在与同行相互探讨和交流后,逐步形成新的加工工艺和加工策略。本次的改进模式,主要基于加工软件上的工艺参数和加工策略展开的,结合车间现有的机床,合理地编制加工程序,合理地选择加工策略,充分地挖掘现有编程软件Powermill里面的应用功能,淘汰旧有的编程策略,从而汇总成车间的加工标准,并适当地衍生出一些其它加工策略及加工规范。
2 原加工策略引发的过切分析
(1)加工工件的分析,图1所示为定模的整体状态,工件尺寸1,000×760×460mm,如图2所示,中间凸块处最高高度达到120.5mm,而图3所示两个凸块之间的最小间距只有25mm宽。所以,此工件的加工难处都是围绕着这几个凸块而展开的,前提又是不能镶拼,只能整体加工了,可想而知,此模具加工有一定的难度。

图1 定模总体的尺寸图

图2 定模侧中间最高凸块的高度尺寸图

图3 两凸块之间最小间隙尺寸图
重点对定模来分析,知道此定模尺寸为999×760×345mm,属于中大型模具。塑件的要求是免底镀膜件,所以,定模侧面的加工精度要求比较高(在模具加工时,也要了解模具所对应的塑件的要求,这样便于合理地考虑加工工艺)。由图4可知,定模侧的导柱孔深度达到370mm,直径ϕ65mm,反面避空段直径ϕ70mm深180mm,正面导套段直径ϕ75mm,深80mm,因此考虑要正反两个方向加工导柱孔。图2和图3所示的型腔3个圆柱凸块,单边斜度只有1°,最深达到122mm,两个圆柱直接最小间距只有28.5mm。
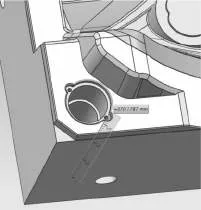
图4 定模侧的导柱孔深度尺寸图
定模侧的型腔面肯定要求较高,因为塑件需要免底镀膜。所以,定模侧不能出现弹刀过切现象;模具面积较大,分型面配合要过盈,不能虚,特别是左端的弧度较高,加工容易有偏差。
(2)原加工策略简述。
在第一次加工此模具时,沿用车间一贯的加工方式,即老旧的加工工艺和加工策略。先是D63大刀开粗,后面接着是D35R0.8的刀等高绕,再接着是D25清角刀继续等高精加工,平缓面选择D25R5刀具加工。图5所示即是D63R6开粗的旧有的加工策略,此开粗策略,没有什么特别说明,常规的加工模式。图6所示为接下来的D35R0.8的刀具进行的半精加工策略,考虑到加工的难处,所以增加了一个D35R0.8的半精加工工序,注意,这是在开粗后直接就进行的加工步骤,侧壁和底部余量均为0.6mm。图7所示是D25R0.8的刀具半精加工的策略图,考虑现有的机床和现有的刀具,所以选择D25R0.8的刀具进行半精加工,侧壁和底部余量继续缩小,均为0.3mm。

图5 D63R6开粗加工旧的策略图

图6 D35R0.8的刀半精加工旧的策略图

图7 D25R0.8的刀半精加工旧的策略图
半精加工后接着就是考虑精加工的工序了。考虑到精加工时切削需要均匀,所以增加了D16R0.8的刀具,进行局部清根,主要清除D25R0.8刀具加工不到的部位,其主要策略如图8所示。

图8 D16R0.8的刀局部清根旧的策略图
精加工考虑根据模具不同部位和陡峭平坦的原则,进行分区域分刀具加工。图9所示即时选择D26R0.8硬质合金整体抗震刀杆进行锁模侧壁的精加工。图10所示为选择D25R5的大圆角刀进行平面的精加工。而图11标注的加工策略则是针对分型面的,考虑到分型面是封胶作用,面积也较大,如果全部由后道精雕加工则时间过长,所以选择数控直接加工到位的做法,高度方向稍留0.05mm余量,供钳配使用。

图9 D26R0.8刀锁模侧面精加工旧策略图

图10 D25R5平面精加工策略图

图11 D25R5分型面精加工旧的策略图
而塑件成型部分,考虑到几个圆凸块过高,后道工序精雕加工难处,所以考虑数控直接加工到位,侧壁不留余量,如图12所示,只是在成型平坦部分即底面稍留0.05mm余量供精雕加工用,所以选择硬质合金抗震刀杆D21R0.8的刀具进行整体精加工,以提高加工质量。

图12 D21R0.8塑件等高整体精加工旧的策略图
最后加工导柱孔,因为导柱孔总深度达到370mm,而且前段还有锁模侧壁的高度,影响刀具的夹持,故而加工难度特大,所以选择先是深孔钻预钻,后再是正反加工,图13所示为正面加工策略,等高加工,侧壁留0.25mm余量供后续镗孔加工用。
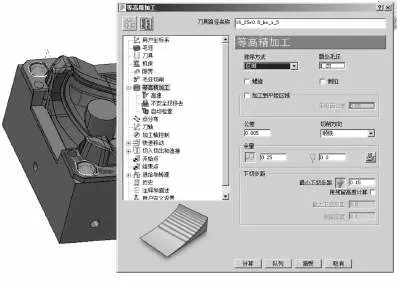
图13 D25R0.8导柱孔旧加工策略图
(3)加工后多处过切。在车间实际加工过程中,给现场操作工增加许多麻烦,最明显的就是在导柱孔加工时的夹刀过长,导致加工弹刀过切。在此加工工件还没有流转至下道工序(高速铣)时,下机时发现多处过切。如图14所示,此处只是展示有明显的过切处,实际上型腔的几个圆凸块侧壁和根部都存在着弹刀过切,最深处达到2mm。除了这些可见之外,还有好多尺寸不达标的,也是过切所导致的,比如导柱孔的尺寸,最大尺寸达到77.2mm,超尺寸2.2mm,造成严重的质量事故。

图14 加工后型腔根部过切图
3 加工策略的改进
对于此类镀膜件的模具,都有较高的要求,车间只能选择报废处理,另备料进行加工。同时,分析加工失败的原因,进行总结,向同行请教,并采取技术攻关,克服加工困难,优化加工工艺,突破技术禁锢,实现新的飞跃。
调整后的加工思路如下:
(1)模具设计环节增加导柱孔周圈的避位,方便加工。陡峭的分型面处,预留0.05mm余量,做容错处理,并合理进行桥接处。如图15所示,分型面上红色的是设计调整后的分型面,预留容错空间。

图15 模具设计调整范围示意图
(2)D63R6开粗的新策略基本没有改动,如图16所示,只是在此处为了避免加工过程中发生啃刀现象,设置不安全段去除的处理,即在计算程序时,封闭的区域小于一定的值,就不会产生加工程序,避免刀具的损毁,此处是响应现场加工操作工的抱怨而调整的工艺,增加刀具的使用寿命,减少刀具的磨损,提高加工效率。

图16 开粗D63R6刀具加工新策略图
(3)如图17所示,增加二次开粗工序,现在回过头来看觉得这道工序尤为重要。二次开粗是起到承上启下的作用。先预先清除上一把刀具预留较多余量的地方,以方便后一把刀切削均匀,以减少弹刀过切的机会。
二次开粗中的参数设置,重点是余量的设置,径向余量要留足,要大于上一把开粗程序的余量,这样避免整个工件都会算出程序,减少计算的量和加工的量,减少产生不必要的程序,可以节省加工时间。
二次开粗的工艺中,重点是可以选择参考上一把刀作为参考程序,如图18所示,选择上一程序D63R6开粗的程序作为参考程序。这里选择清除拐角余量能力较强的小圆角刀D25R0.8的刀进行二次开粗,参数设置基本同前面D63R6开粗程序,侧壁余量设置2.5mm,底面余量设置为0.6mm(见图17),这样刀路会避开一些侧壁,只加工平缓的地区和一些拐角,节省加工时间。

图17 新增二次开粗加工策略图

图18 二次开粗策略图参考程序选择工艺图
通过研究发现,凡开粗程序,都需要设置不安全段移去的处理,避免遇到盲区时开粗会啃刀,如图19所示,这样也是保护刀具的一种措施。
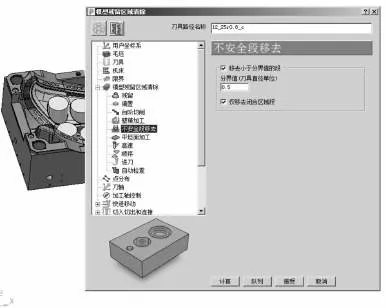
图19 二次开粗增加的工艺
(4)D25R0.8刀具直接半精加工。如图20所示,因前面刚增加了二次开粗,而且是同样的D25R0.8刀具,所以,此时半精加工的切削余量就会均匀,不会忽多忽少,现场加工的刀具切削过程会顺畅。特别是一些拐角及闭合的区域,避免了弹刀过切的出现。

图20 D25R0.8半精加工新策略图
半精加工过程中的进退刀的方式,同样重要。如图21所示,选择设置圆弧进退刀的方式,是加工顺畅,圆弧过渡,其次是避免刀具直接在工件的面上进退刀,以避免损伤工件的表面。

图21 D25R0.8半精加工新增加的进退刀工艺图
(5)D21R0.8的刀具进行锁模面的精加工,如图22所示,余量均为0。因为锁模的面没有成型面和分型面那么复杂,较为简单,所以数控直接加工到位,不需要后道高速铣加工,以便节省时间。

图22 D21R0.8锁模侧壁精加工新策略图
此时没有选择前次用到的D26R0.8的刀,是为了减少加工现场准备刀具的数量和次数,减少操作工的工作量,即尽量使用最少的刀完成加工任务。
在精加工时,在一些转角处,设置圆角过渡,如图23所示。如果不设置此参数,在实际的加工过程中,刀具遇到这些转角,会直接撞击过去,存在刀具的损伤和弹刀过切的风险。此时,增加拐角圆角过渡,也会让加工刀路更加顺畅,提高加工效率。

图23 精加工时增加的圆角过渡工艺图
(6)D25R5精刀光平面。根据同行的建议,平面的加工选择平行平坦面的加工模式,不要选择环绕的加工模式,这样加工出来的加工纹路比较均匀,比较横平竖直,很美观。如图24所示,侧壁留有0.2mm的余量即可。而在加工平面是,为了减少抬刀,要对一些孔进行补面处理,这样的刀路就会连贯,加工的纹路就会更漂亮。将导柱孔进行封面处理,让刀路更顺畅些。

图24 D25R5平行平坦面加工策略图
同时,还有一点很容易被忽略,就是在分型面平面加工时,毛坯范围适当加大,以避免刀具直接在工件内进刀,减少外侧的周圈程序,如图25所示,下刀的方式最好为曲面法向下刀,让刀具缓慢地切入工件中,起到缓冲作用,避免刀具直接扎进工件上,减少刀具的磨损,延长刀具的寿命,其参数如图26所示。

图25 平面加工时的毛坯选择范围示意图
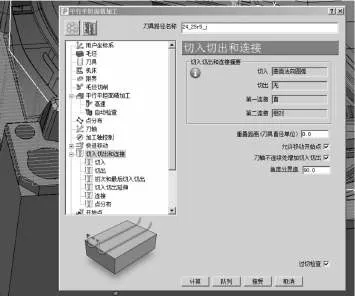
图26 平面加工时的进退刀工艺图
(7)本次工艺的改进一个重点就是导柱孔的加工工艺改进。原先的所有导柱孔加工,都是一把刀直接加工到预留0.2mm的状态,后续直接镗孔。在导柱孔较深的情况下,铁屑不容易排出,产生挤刀现象,导致导柱孔的尺寸偏差过大,即是过切。
本次加工策略的调整后,将导柱孔分两步进行加工。第一步开粗,如图27所示,第一次开粗侧壁余量直接留到2mm以上。

图27 导柱孔加工第一次开粗策略图
第二步再半精加工,侧壁余量留到0.2mm,如图28所示,因为二次加工切削量较少,产生的铁屑较少,也容易吹走,很少产生挤刀现象,加工后的孔的尺寸基本上有保障,所以后续就可以直接镗孔了。

图28 导柱孔加工第二次开粗策略图
至此,一些数控加工可以到位的地方已经出完。至于分型面和成型面,整体预留0.3mm预留供高速铣加工用,不能再越俎代庖。做到分工明确,合理分配工艺。至于高速铣也加工不到位的地方,只能选择放电加工。
4 总结
(1)在新的策略方面总结就是,增加二次开粗,二次开粗是因为模具上一些角落及狭长槽部位在前面D63R6的刀开粗过程中切削不到位,因而会残留较多的余量,对后续的半精及精加工造成余量切削不均匀,直接影响到精加工的的表面质量。
(2)进退刀的策略,需要灵活运用。进退刀的策略包括刀具路径的切入切出和刀路的连接。进退刀的策略主要涉及提刀高度、初次及后续切入切出方式,延伸以及长、短刀具路径的连接方式。如果这些路径的参数设置不合理,极易发生碰撞现象,因此刀路的进退刀策略是编程人员必须理解和掌握的功能,要能灵活运用。
(3)导柱孔的加工工艺改进,提升较明显。对于盲孔的加工,此次探索后改进工艺,共进行两次粗加工,首先是开粗,侧壁余量需要留2mm以上;接着再是二次粗加工,侧壁余量留0.2~0.25mm,以方便后续镗孔加工。
猜你喜欢
中南药学(2022年2期)2022-03-30
煤气与热力(2022年3期)2022-03-29
电焊机(2020年3期)2020-09-10
中国社区医师(2019年1期)2019-06-26
中国建筑金属结构(2019年4期)2019-05-15
科学与财富(2017年27期)2017-10-17
科技资讯(2016年28期)2017-02-28
中学课程辅导·教师通讯(2016年20期)2017-02-15
中学课程辅导·教师通讯(2016年20期)2017-02-15
智能制造(2015年4期)2015-05-12