
ZJ116B型卷接机组烟支搓接装置的改进
2022-04-20 02:03潘恒乐刘文胜盛浩然
烟草科技 2022年4期
潘恒乐,王 俊,刘文胜,陈 锴,邓 灿,盛浩然
常德烟草机械有限责任公司,湖南省常德市武陵区长庚路999号 415000
ZJ116B型卷接机组是以ZJ116A型卷接机组[1]为技术平台研制的一种双烟道细支烟高速生产设备,额定生产速度为10 000支/min,是国内卷烟企业细支烟生产的主力设备。烟支搓接是卷接机组生产过程中的关键工序之一,其搓接效果直接影响卷烟质量[2]。与常规卷烟相比,细支烟所用的接装纸表面比较光滑,胶水黏性低,导致细支烟在搓接过程中容易出现接装纸封口开裂、烟支泡皱等问题[3],影响卷烟质量及设备运行效率。近年来,针对细支烟生产设备已有较多研究,何海鹏等[4]对现有检测装置进行优化,提高了超细支空管二元复合滤棒不合格品识别和剔除准确性;潘恒乐等[5]改进了梗签二次分选装置,减小了ZJ116B机组前后烟道卷烟质量的差异;厉德俊等[6]基于GD121A型卷接机组设计了一种压丝块,有效提高了细支烟质量合格率。针对烟支搓接工序,姜冬子等[7]利用气缸驱动毛刷清洁搓板表面,降低了搓板堵塞次数;张昆华等[8]基于ZJ17D型卷接机组设计了一种细支烟搓接装置,通过增加烟支搓接圈数和提升温度稳定性提高了卷烟质量;王伯楠等[9]设计了一种滚针搓板装置,解决了传统搓接技术中存在的剥离趋向问题;唐根利[10]分析了各种卷接机组中不同类型搓板的特点,并对不同形状结构的搓板提出了改进方案。但针对细支烟高速卷接机组搓接时存在的质量问题则鲜见研究报道。为此,通过分析ZJ116B机组的搓接原理,设计了一种短型搓板,以期解决搓板堵塞、烟支泡皱等问题,提高卷烟产品质量。
1 问题分析
1.1 烟支搓接原理
ZJ116B机组搓接装置主要由搓烟轮1、启动轨3、搓板4和归位轮5组成,见图1。在生产中,启动轨将组烟2从搓烟轮的承烟槽中拨出后,组烟在搓烟轮与搓板之间逆时针旋转。由图1b可见,组烟由双倍长滤棒8、两段烟条7及接装纸6组成;接装纸表面已涂胶,一端粘在滤棒和烟条上,剩余部分平铺在搓烟轮上。滤棒和烟条在搓接过程中被接装纸包裹粘接后形成双倍长滤嘴卷烟,然后在归位轮的作用下加速进入搓烟轮的承烟槽中。
图1 改进前烟支搓接装置结构示意图Fig.1 Structure of cigarette rolling device before modification
1.2 存在问题
如图2a所示,搓板工作面与搓烟轮表面为同心圆弧,搓烟轮上两个相邻承烟槽之间圆弧对应的角度α为11.18°,两个相间承烟槽之间圆弧对应的角度β为24.04°,搓板搓接面对应的角度θ1为22.09°。由于α<θ1<β,组烟被启动轨拨出承烟槽直至离开搓接面过程中,会再一次落入搓烟轮的承烟槽中,即出现“搓接落槽”现象(图2b)。从组烟被启动轨拨出承烟槽到出现“搓接落槽”,组烟被搓接的圈数为:
图2 改进前搓板尺寸和搓接过程示意图Fig.2 Dimension of rolling block and cigarette rolling process before modification

式中:n1为搓接圈数,圈;α为搓烟轮上两个相邻承烟槽之间圆弧对应的角度,(°);R轮为搓烟轮半径,mm;c为细支烟圆周,mm。
已知α=11.18°,R轮=166.325 mm,c=17 mm,则搓接圈数n1≈1.9圈。说明组烟出现“搓接落槽”时,接装纸封口位于承烟槽边缘附近。已知搓烟轮承烟槽深度为0.8 mm,组烟落入承烟槽后因受到的压力变小而无法顺利离开承烟槽,由此在承烟槽中产生滑动。由于接装纸粘接尚不牢固,封口在搓烟轮滑动摩擦作用下,容易被承烟槽尖锐的边缘扯开,导致胶水泄漏、污染搓板并造成烟支泡皱等问题。此外,组烟不能及时滑出承烟槽,还会在承烟槽的带动下与前方烟支接触进而造成搓板堵塞。
2 改进方法
2.1 短型搓板结构
为减少搓板堵塞次数和泡皱烟支数量,对搓板工作面和尺寸进行了改进,设计了一种短型搓板,见图3。短型搓板工作面分为过渡面1、搓接面2、卸胶槽3和支撑面4。其中,搓接面比接装纸宽2~4 mm,表面喷涂金刚砂以增加摩擦力并提高耐磨性;卸胶槽用于排出溢出的胶水,避免在搓板表面形成胶垢,影响搓接质量;支撑面上设计有纵向细齿槽,且纵向纹路比搓接面低0.2 mm,避免搓接时对烟条产生挤压,提高卷烟外观质量。
图3 改进后短型搓板工作面及尺寸示意图Fig.3 Schematic diagram of working surface and dimension of short rolling block after modification
2.2 短型搓板尺寸
为避免出现“搓接落槽”现象,改进后搓接面对应的角度θ2须小于搓烟轮上两个相邻承烟槽之间圆弧对应的角度α;为使接装纸完整包裹滤棒和烟条形成双倍长滤嘴卷烟,组烟应至少搓接滚动1圈,且搓接圈数n2越大,成品卷烟的搓接效果越好。因此,n2、θ2、α应满足以下条件:
式中:n2为改进后搓接圈数,圈;R轮为搓烟轮半径,mm;c为细支烟圆周,mm;θ2为改进后搓接面对应的角度,(°);α为搓烟轮上两个相邻承烟槽之间圆弧对应的角度,(°)。
采用CREO软件(美国PTC公司)建立搓板和搓烟轮的装配模型,在满足公式(2)的条件下,改变θ2取值,得到不同的搓板模型,在避免“搓接落槽”现象和保证烟支搓接圈数的前提下,确定θ2=10.3°,n2≈1.8圈。
3 应用效果
3.1 试验设计
材料:“泰山(白将军)”牌卷烟(山东中烟工业有限责任公司青岛卷烟厂)。
设备:ZJ116B型卷接机组(常德烟草机械有限责任公司);烟支外观质量在线检测装置(云南远足科技有限公司)。
方法:①ZJ116B机组运行速度为10 000支/min,分别统计改进前后3周(每周5个工作日,每个工作日1班次,共检测15班次)搓板堵塞次数和清洁次数;②利用烟支外观质量在线检测装置对烟支进行检测,分别统计改进前后3周泡皱烟支剔除数量。
3.2 数据分析
由表1可见,烟支搓接装置改进后搓板堵塞次数由10.8次/班次降低到3.1次/班次,搓板清洁次数由13.0次/班次降低到5.8次/班次,减少了设备停机次数,降低了设备维保强度。泡皱烟支剔除数量由改进前的2 949支/班次减少到254支/班次,降低91.4%,有效提高了卷烟搓接质量。
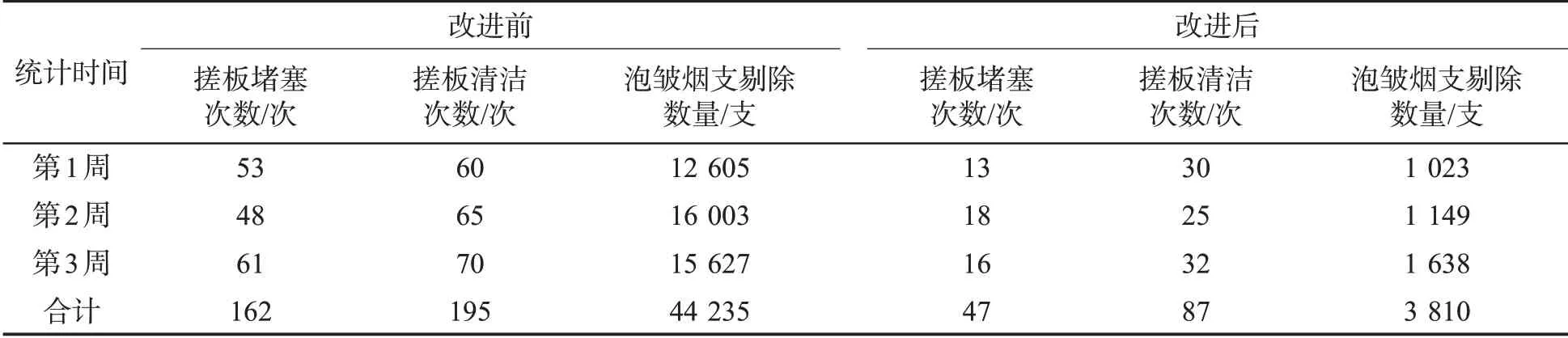
表1 烟支搓接装置改进前后测试数据Tab.1 Test data of cigarette rolling device before and after modification
4 结论
改进后的短型搓板减少了烟支搓接行程,避免在搓接过程中出现“搓接落槽”现象,解决了生产过程中搓板污染、接装纸表面产生泡皱等问题。以ZJ116B型卷接机组生产的“泰山(白将军)”牌卷烟为对象进行测试,结果表明:改进后搓板堵塞次数降低7.7次/班次,清洁次数减少7.2次/班次,泡皱烟支剔除数量减少91.1%,有效降低了设备维保强度,提高了卷烟外观质量。该技术可在其他细支烟卷接机组上推广应用。
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13
计算机系统应用(2021年11期)2022-01-06
中国核电(2021年3期)2021-08-13
电脑知识与技术(2020年26期)2020-11-02
商场现代化(2019年12期)2019-09-05
中国防伪报道(2018年1期)2018-05-14
伙伴(2018年7期)2018-05-14
老区建设(2015年21期)2015-12-19
