基于STM32的工业机器人恒力打磨装置控制系统设计
2022-04-27 21:53莫名韶伍贤洪韦雅曼覃铖
三悦文摘·教育学刊 2022年7期
关键词:控制系统
莫名韶 伍贤洪 韦雅曼 覃铖
摘要:传统机械零件加的打磨工艺环节中噪音大、粉尘浓度高、人工劳动强度大、打磨质量不稳定,针对该问题设计开发应用于工业机器人末端的恒力打磨装置并针对性设计了一种基于STM32微控制器的恒力打磨控制系统。该控制系统以STM32F103VET6微控制器作为核心处理器,采用功能模块化设计,包括电源模块、主控模块、传感器模块、电机驱动模块等。各模块协同工作,将压力数据转换为电压值采集,通过控制器运算通过改变直线模组滑块位移转换为力的输出。实现打磨工具与工件间接触力的恒定输出,有利于保证打磨工件的表面质量稳定。
关键词:STM32;恒力输出;工业机器人打磨;控制系统
随着我国制造业的快速发展,智能制造装备及装备自动化、智能化技术在各行业生产中的应用日益普及。打磨抛光是装备零件和机电产品加工中一个重要的环节,在传统生产方式中,打磨抛光工作的工人用时用工量大、生产效率低、产品表面质量不稳定,且加工生产环境粉尘和噪声污染严重,存在诸多安全隐患。在当前装备技术革新的背景下,采用工业机器人配以专用的打磨设备的开发与应用成为各加工企业的共同目标。
为解决以上问题,本文设计了一款用于配合工业机器人实现替代人工作业的恒力打磨装置并对其控制系统进行研究和设计。该装置的控制系统以STM32F103VET6作为核心处理器,处理器连接电源、传感器、电机驱动、显示屏、数据通信等功能模块,能够接收工業机器人控制器信号并输出信号控制电机运动,形成一个功能完整的恒力打磨装置的控制系统。
一、工业机器人恒力打磨系统整体设计
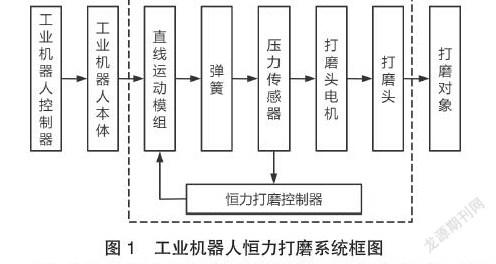
根据通用零件的打磨需求,设计工业机器人恒力打磨系统如图1所示。该系统主要由工业机器人控制器、工业机器人本体、恒力打磨装置、打磨装置控制器等重要部件组成。工业机器人本体作为系统的运动主体,携带恒力打磨装置对加工对象进行打磨作业,在加工过程中,根据设置的接触力值,恒力打磨装置自动调整打磨工具与工件对象的接触力度,以实现稳定的加工过程和良好的打磨加工表面。
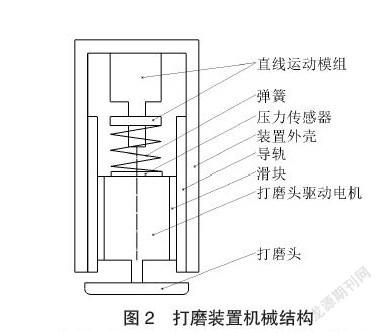
工业机器人恒力打磨控制系统的控制对象为打磨装置,打磨装置机械结构如图2所示。打磨头驱动电机通过带动打磨头实施打磨作业,驱动电机上安装有滑块,可以使得电机及打磨头在导轨上移动,直线运动模组经弹簧对打磨电机施加压力,弹簧与打磨电机间安装有压力传感器,通过传感器压力数据的读取,控制器可以控制直线运动模组改变弹簧的形变,从而实现对打磨头与工件间压力值的设置与恒定调节。
二、打磨装置控制系统硬件主要功能模块的电路设计
(一)主控模块
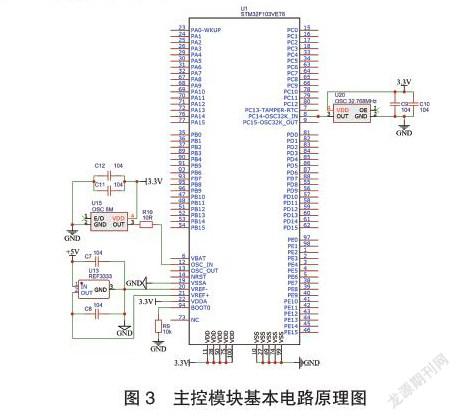
恒力打磨控制装置采用STM32F103VET6微控制器作为控制系统核心处理器,STM32是ST 公司高性能的32位微控制器,芯片自带多种常用通信接口与功能,如USART、SPI、AD\DA、通用IO端口等,能够便捷地实现通过总线与其他设备相连,读取各种传感器数据、输出多种信号控制其他设备等功能。丰富的片上资源和高运行频率能够满足控制系统对压力数据实时采集、算法运算及控制信号的稳定输出的控制需求。
主控模块基本电路原理图如图3所示。本主控模块基本电路中采用了8M有源晶振作为芯片系统时钟,以减小外部干扰,采用32.768K晶振作为控制系统的计时时钟源,采用REF3333芯片为ADC提供基准电压。
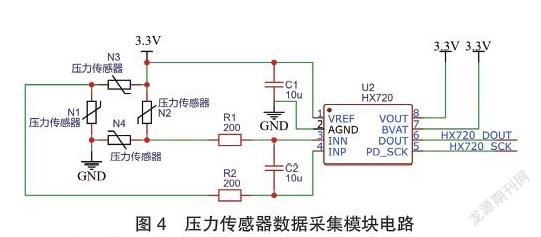
(二)传感器数据采集模块
恒力打磨控制装置为了实现其主要功能:保证输出压力的相对恒定,必须先获取实时压力数值的变化,以利于控制器及时调整输出力。系统采集压力数据采用的是薄膜电阻式压力传感器,该传感器压力与电阻线性关系优良,通过将压力转换为电阻值变化的工作原理,检测获取其两端电压变化,即可快速计算出压力值。
本系统采用海芯科技的HX720芯片用作数据采集和AD转换,该芯片内部集成了低噪声稳压管,可简化参考源选择,并且HX720内部带有128倍放大器,完全满足压力传感器小信号输出需求,芯片内部带有振荡器、滤波器,最高40Hz输出速度,其高性价比可使系统高速、精确地获得压力变化数据。压力传感器数据采集模块原理图如图4所示。
(三)打磨电机驱动模块
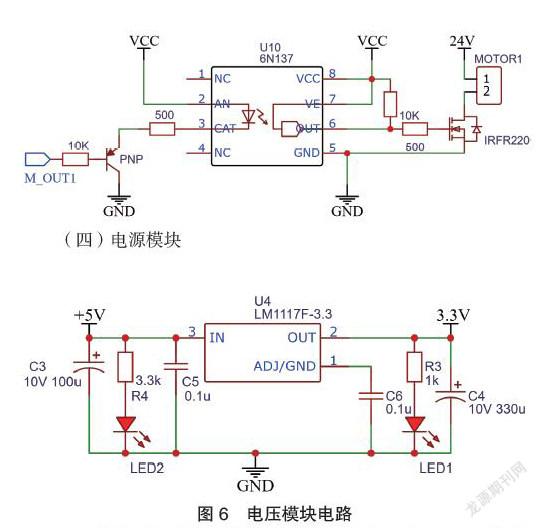
本系统打磨电机采用的是24V直流电机,单向运行,主控芯片STM32的IO端口的3.3V输出不能够直接驱动电机,本系统采用MOS管IRFR220作为直流电机的驱动器件,其电压可达100V,Ids可达20A,满足电机驱动需求,同时为了增加可靠性,实现电路隔离功能,选用6N137芯片作为光电耦合器,该芯片具有导通电流低至5mA,响应速度高,可靠性好的优点。打磨电机驱动模块电路如图5所示。
(四)电源模块
电源模块为控制器及其他电路模块符合要求的电压。控制系统中包含多类用电设备因此存在多个不同的电压供电需求,在工业现场一般采用220V交流输入,直流24V、5V输出专用开关电源供电,24V供直线模组驱动模块和打磨驱动电机使用,而STM32芯片使用的电压为3.3V,由5V电压电源通过LM1117-3.3芯片进一步获得。系统3.3V电压模块电路如图6所示。
三、打磨控制系统软件流程设计
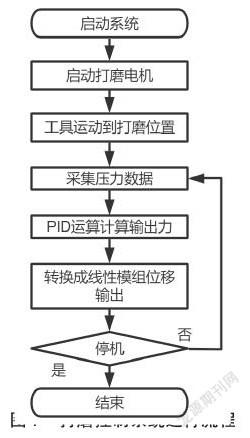
打磨控制系统运行流程如图7所示,打磨设备是配合工业机器人运行的,接收机器人的控制启动信号后,启动系统,在打磨头接触打磨工件之前启动打磨电机,工业机器人带动打磨工具到达打磨位置,开始打磨后传感器采集压力数据,将数据反馈回主控芯片STM32,经过PID运算,得到打磨头接触输出力调整值,将该值进行运算,换算成直线输出模组的位移值,系统通过线性模组的运动经由弹簧机构将接触力传递至打磨头,实现接触力的恒力打磨控制。
四、结语
本文主要设计了一种以STM32芯片为主控制器的用于工业机器人打磨装置的恒力输出控制系统,分别从工业机器人打磨应用、打磨接触力恒力输出装置入手,介绍了该控制系统的整体设计思路、硬件组成、软件流程等,对系统的控制器、传感器等主要模块的电路设计做了详细介绍。该技术方案对控制功能接近的控制系统设计提供有益参考。
参考文献:
[1]朱东升.稀土金属铸锭打磨系统的设计与研究[D].唐山:华北理工大学,2018.
[2]龚勤慧,李刚.基于PLC的自适应压力打磨机器人系统设计[J].机床与液压,2016,44( 11):54-57.
[3]何伟崇.面向机器人抛光打磨的一维恒力装置及控制系统[D].广东工业大学,2016.
[4]牛松杰.MEMS压阻式压力传感器技术研究[D].苏州大学,2016.
[5]肖朝文.面向机器人曲面抛磨的柔顺控制技术研究[D].华南理工大学,2019.
基金项目:2019年度广西高校中青年教师基础能力提升项目“工业机器人恒力打磨抛光控制系统研究”(2019KY1235)。
猜你喜欢
考试周刊(2016年88期)2016-11-24
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科技视界(2015年25期)2015-09-01