
车灯装饰罩注射模设计
2022-04-27 04:42谢俊杰
模具工业 2022年4期
0 引 言
车灯装饰罩是汽车前大灯旁边的装饰塑件,由螺钉和卡扣固定,要求塑件成型时不能变形,否则不能正常安装或安装后与载体之间存在较大的间隙,影响装配质量。另外,由于该塑件是外观件,外表面的要求较高,不能有浇口痕、熔接痕、飞边、气泡等缺陷。
1 车灯装饰罩结构分析
车灯装饰罩的外表面光滑,在内表面上有5个螺柱和4个倒扣,如图1(a)所示。为了防止成型塑件外表面产生收缩,螺柱底座被镂空,底座两侧搭在塑件侧面,如图1(b)所示。倒扣1的根部与塑件侧壁紧贴,为了防止出现收缩,将倒扣1根部镂空,如图 1(c)所示。
模糊决策采用 Mamdani推理法进行,现以XOZ平面上的偏移量与偏移变化量为例进行介绍。基于上文制定好的模糊控制规则,令偏移εXOZ=Ai,偏移改变量ΔεXOZ=Bj,液压缸压力差ΔPXOZ1=Cij(其中, i、j=1、2、…、7,i、j分别为模糊控制规则的行、列数),则总的模糊关系R可由49个模糊关系按下式计算得到:

以装饰罩螺柱的中心线为竖直方向,塑件尺寸如图2所示,壁厚为2.5 mm,注射材料选用改性ABS+PC。

2 模具结构及脱模方案
汽车的2个前大灯旁边各有1个装饰罩,两者的形状与结构彼此对称。车灯装饰罩模具采用1模2腔结构,不仅可以提高生产效率,还能使模具受力平衡,有效防止模板变形,延长模具使用寿命。
脱模方案:①将内表面螺柱的轴线方向设为开模方向;②螺柱用推管脱模,螺柱的镂空底座采用斜推机构脱模;③倒扣3位置的分型面斜率大,用斜推杆脱模;④倒扣1、2、4位置用滑块脱模,如果采用斜推杆脱模会发生干涉。
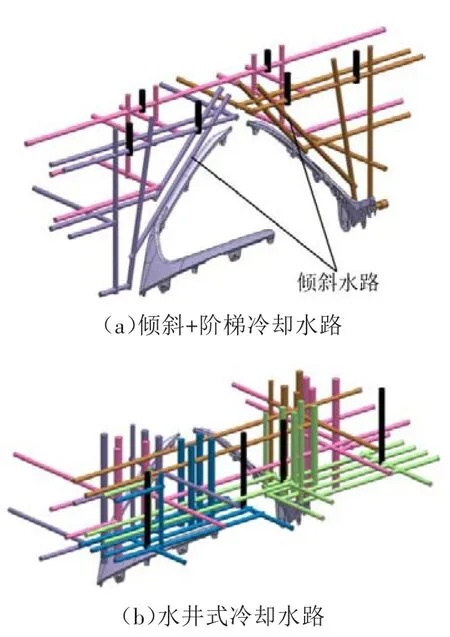
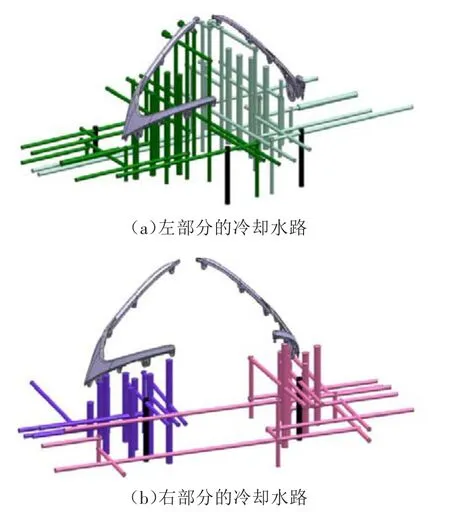
良好的冷却系统有利于防止成型塑件变形,该模具为1模2腔结构,为了便于控制模具温度,每个型腔分别设计1套独立的冷却水路。由于车灯装饰罩呈“<”形,有2个分支,其中一个分支的倾斜角度较大,另一个分支的倾斜角度较小。根据塑件上不同分支的倾斜角度,同一个型腔需设计2个独立的冷却水路,因此在动、定模板上分别设有4个独立的冷却水路。
2.1 动模及定模结构
由于在动模上设有较多的斜推机构、滑块和推杆,冷却水路需要避开这些位置,不宜再设计直通式冷却水路,而是采用水井式冷却水路,动模板分为4个冷却水路,如图8所示。
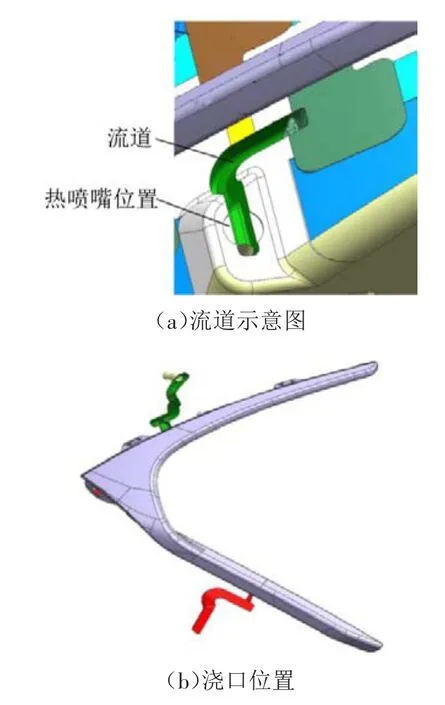
车灯装饰罩属于装饰件,对外表面的质量要求高,不能有浇口、收缩等痕迹,因此采用热流道转普通流道的浇注系统,如图6所示,并从待成型塑件内表面进料。具体注射过程:热喷嘴连接普通流道,普通流道引入斜推杆与型芯的配合面上,浇口设在待成型塑件的内表面,如图6(a)所示。当斜推杆推出时,会将流道凝料带出。由于塑件轮廓细长,采用2个扇形浇口进浇,根据同类模具制造经验并结合Moldflow分析结果,进浇口位置如图6(b)所示。
退役复学高职生,有的是中共党员,有的担任过部队干部,有的立过功、受过奖,有的经历过特殊的训练。他们出于对军营的好奇、对军人的崇拜选择参军入伍,军人身份对他们而言是荣誉的象征、英雄的象征。他们以自己曾经是军人为荣,用军人的标准严格要求自己,不做有损于军人身份的事情。因此,高职院校让这批思想上进、积极进取的学生参与学校学生教育管理,不仅能够发挥他们“军人”和“学生”的双重身份的作用,还能激励他们争做先进人物、英雄人物,时时刻刻发挥示范引领作用,激励其他高职生不断进步。
因专项资金的滞留和挪用,造成不同程度的存在奖补资金拨付不及时、专项资金挂在往来账的问题,个别单位甚至存在财政资金公款私存现象。
2.2 定位机构
导柱、导套除了作为动、定模板运动的导向机构外,还承担模具的横向切应力,选用
60 mm的导柱与导套,模架规格为1 050 mm×700 mm。为了减小导柱、导套所受的横向切应力,在动、定模的分型面上设计枕位结构,在模架两侧设计定位块、四边安装边锁,通过枕位、定位块和边锁的止挡作用,可防止动、定模错位;为了提高定位精度,将枕位和定位块配合面的斜度设为5°,并在斜面上安装耐磨片,耐磨片材质为40Cr,热处理硬度47~50 HRC。边锁的材料选用SDK11钢,热处理硬度50~60HRC。
2.3 斜推机构
为了保证模具各部位的温度基本一致,采用集水块供水结构,将不同的冷却水路并联在集水块的进水管上,并在冷却水路上安装水温控制系统,由感温器根据冷却水路中的水温自动调整水流速度,从而控制动、定模的温度,使各部分的模具温度相同
。
2.4 滑块结构
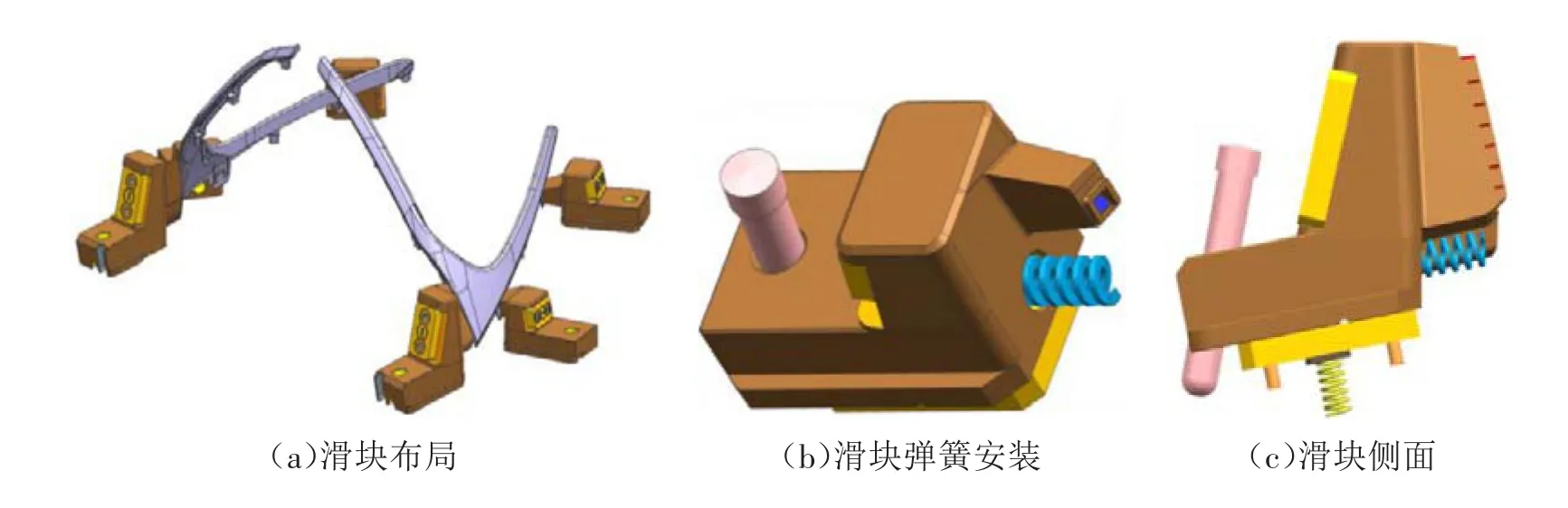
由于斜推杆布局较密,倒扣1、2、4不能采用斜推杆脱模,否则推出时会发生干涉,采用斜导柱+滑块的脱模结构,滑块分布如图5(a)所示。因为倒扣尺寸较小,所对应的滑块型芯也较小,由于分型面不规则,在设计滑块座时其中心线与滑块型芯的中心线不能重合。为防止合模时由于滑块受力不均匀而出现卡死现象,在滑块底部和正面安装弹簧,由弹簧协助斜导柱引导滑块运动,如图5所示。
2.5 浇注系统
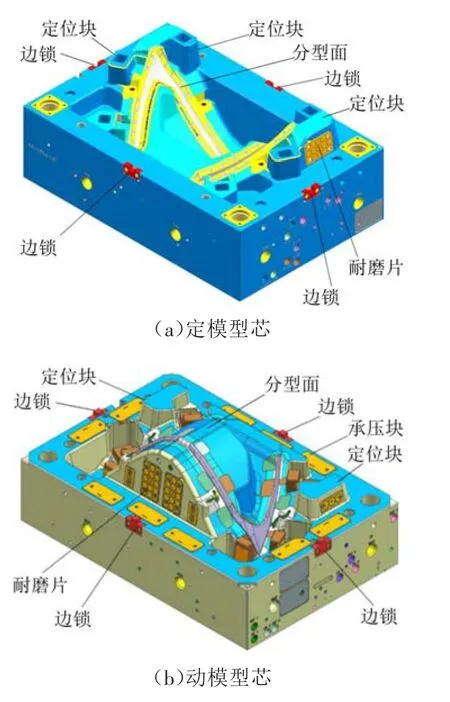
为了达到塑件的外观要求,定模板选用抛光性能好又耐腐蚀的材料,如S136;动模板选用具有优良切削性能的材料,如2344。为了提高动、定模分型面的密封效果,分型面的密封宽度设为30 mm,将密封位以外的分型面进行避空,避空深度为0.5 mm,使合模力全部集中在分型面的密封区域;为了防止注塑机合模压力过大而压坏分型面,在动模板上设置承压块,动、定模型芯结构如图3所示。
2.6 冷却系统
梁总表示,霍尼韦尔(Honeywell)在中国市场经过深入调研后,专门设计了崭新的市场战略,并没有完全将Intelligrate在欧美的运营模式和产品引入中国,而是根据中国市场实际和需求现状,一步步深化产品结构,力求推动中国仓储物流行业发展。
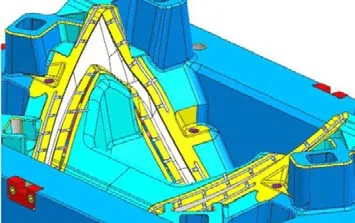
在定模板上采用直通式水路与水井相结合的冷却水路,如图7所示。在斜率较大的型腔区域采用直通式水路,直径为
12 mm,为使冷却水路与型腔表面距离相同,将直通式水路设计成阶梯状,用倾斜水路连接,如图7(a)所示,在斜率较小的型腔区域采用水井式冷却水路,水井直径为
18 mm,水井底面设置在型腔附近,如图7(b)所示。
以螺柱的轴线方向为开模方向,2个待成型塑件相对摆放后分型面成拱形,所围成的最大空间区域为628 mm×314 mm×334 mm。为了加强动、定模板的强度,防止其变形,设计动、定模板的长、宽尺寸比2个塑件所围成区域的长、宽都增大约200 mm,定模型腔的底部到定模板底部的距离为92 mm,动模型腔的底部到动模板底部的距离为143 mm,并且动、定模型芯都采用整体结构。
改革开放不仅促进了经济的开放化,也促进了思想的开放化,如何在开放的思想环境中做好企业思想政治工作至关重要。现在是网络化的时代,企业政工人员应当积极把握时代发展,创新工作理念和工作方式,以此来做好思想政治工作,提升企业员工的思想政治素质。
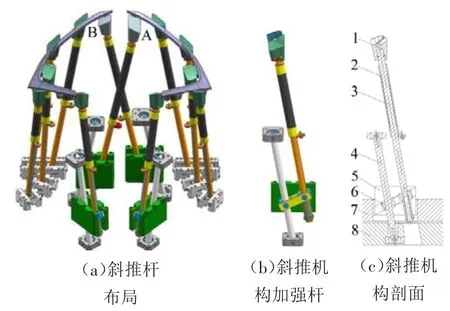
塑件的轮廓比较细窄,每个型腔有6个斜推杆,布局较密。为了防止斜推机构发生干涉,将斜推块设置在塑件轮廓以外的区域,使斜推机构布局更灵活。模具采用1模2腔结构,2个待成型塑件相对摆放,为防止图4(a)中A、B斜推机构发生干涉,将其斜推杆相互错开;为了保证斜推杆的强度,斜推杆直径设为
20 mm。螺柱1和螺柱5的倾斜角较大,推出时斜推杆所承受的扭曲力较大,为了防止变形,在其旁边增设加强杆,如图4(b)所示,由加强杆承受推出时的扭曲力;为了防止斜推杆磨损,在斜推杆上安装铜管套。塑件的倒扣向斜下方倾斜,倾斜角度较大,为了确保塑件顺利脱模,将斜顶座的滑槽按照倒扣斜度设计成倾斜状,如图4(c)所示。
2.7 排气系统
运用UG软件测得塑件体积为120 011 mm
,型腔体积较大,且车灯装饰罩的外表面不能有熔接痕、烧焦等不良现象,因此必须设计1套良好的排气系统,在注射时迅速将型腔内的空气排出。每个型腔上有6个斜推机构、3个滑块、5根推管和2根拉料杆,推管布局如图9所示。为了增加排气效果,在定模型芯分型面沿塑件轮廓上开设排气槽(见图10),主排气槽由圆弧曲面组成,口部宽度为6 mm,分支排气槽宽度为6 mm,深度为0.2 mm。型腔中的空气除了从排气槽排出外,还可以从斜推机构、滑块和推管周围的缝隙中排出,该排气系统能满足注射成型的需求。
放眼望去景德镇现在陶瓷行业杂乱无章,零零散散,没有规划,大量能工巧匠在家歇业,只能打麻将、吃吃喝喝,这是要技艺失传的节奏。只有景德镇陶瓷大学学生和外来景漂在兢兢业业的为瓷器耕耘,从具有一定特色的陶溪川所吸纳的人才群体就看的出来,都是院校派师生。

2.8 推出机构
模架规格为1 050 mm×700 mm,推出距离为120 mm,模具结构复杂,滑块、斜推机构和推管等脱模零件较多,分布不均匀,且其压力中心与推板中心不重合,注塑机顶杆推动模具推板运动时,存在2个隐患:①推板运动不平衡,长时间工作后会使斜推机构和推杆磨损,甚至出现断裂现象;②注塑机施加在推板上的力会传递到动模座板与注塑机的装夹螺钉上,长期工作后动模座板或装夹螺钉会变形,导致成型塑件出现飞边。
为了解决上述2种隐患,在动模板两端各安装1个压力为25 MPa的液压缸,如图11所示,由液压缸活塞杆带动推板运动。使用液压缸脱模的优点:①2个液压缸同时在推板两端施加作用力,保证了推板运动的平衡性;②液压缸对推板的作用力不会传递到动模座板与注塑机的装夹螺钉上,可确保模具工作的稳定性。

2.8 模具结构
塑件尺寸较小,每个型腔设有6个斜推机构、5根推管和2根拉料杆,不需要再设计推杆就可以将成型塑件推出,用螺钉将推管和斜顶座固定在推板上,可以省去推管固定板,节约制造成本,模具结构如图12所示。

3 结束语
经批量生产验证,模具结构合理,脱模机构运行稳定、可靠,生产的塑件尺寸精度符合GB/T 14486-2008塑料模塑件尺寸公差要求。该模具需配套使用8 000~10 000 kN的注塑机,生产周期短,模具维修率低,满足批量生产的要求。
[1]何冰强,廖春玲.电话听筒注塑模具设计[J].中国塑料,2015,29(5):106-110.
[2]赵战锋.面条机搅拌杯多重倒扣成型注塑模具设计[J].工程塑料应用,2016,44(8):73-77.
[3]梅 益,鄢天灿,李亚勇,等.汽车活动接触座注塑件镶拼式侧抽芯注塑模具设计[J].工程塑料应用,2019,47(5):105-109,121.
[4]闫竹辉,刘 斌.多种抽芯机构的汽车内门把手座注塑模设计[J].工程塑料应用,2020,48(1):76-80.
[5]陈 兵,许 军,刘远东.汽车A柱饰板的热流道模具设计[J].模具工业,2019,45(2):47-52.
[6]袁燊喜,贾宇霖,黄志考,等.大型碳纤维增强汽车尾门注射模设计[J].模具工业,2020,46(7):47-51.
[7]孙肖霞,张 俊.汽车拉手柄注塑模具设计[J].现代塑料加工应用,2018,30(2):45-47.
[8]李 芳,黄清刚,赵建刚,等.汽车前围上盖板平移式双色注射模设计[J].模具工业,2017,43(10):59-62.
猜你喜欢
摄影与摄像(2020年11期)2020-09-10
摄影与摄像(2020年11期)2020-09-10
求学·理科版(2017年10期)2017-12-19
婚姻与家庭·性情读本(2017年1期)2017-02-16
科技创新导报(2016年4期)2016-11-19
诗林(2016年5期)2016-10-25
演艺科技(2016年9期)2016-05-14
中国摄影(2014年8期)2014-11-07
中学生数理化·高一版(2008年4期)2008-11-15
