
门外板表面缺陷优化的数控精加工方法研究
2022-04-27 04:42孟令园曲科宇
模具工业 2022年4期
0 引 言
车门外板腰线凹陷一般属于车身覆盖件的工艺缺陷,凹陷的严重程度取决于腰线造型的复杂程度。随着汽车制造技术的进步和市场需求的多样化发展,车门外板腰线造型多样化进一步增加了腰线凹陷缺陷的几率,缺陷严重将造成冲压件表面质量降低,影响整车美观。现对某车型后门外板腰线凹陷缺陷问题进行分析,研究有效的解决方案。
1 后门外板腰线凹陷缺陷
1.1 腰线凹陷缺陷状态
某车型后门外板漆后经光影检查,腰线中部凹陷缺陷严重,且左右件缺陷形式和位置对称,如图1所示,严重影响整车漆后效果,属于不可接受缺陷。

1.2 腰线凹陷缺陷产生原因分析
1.2.1 后门外板腰线区域特征分析
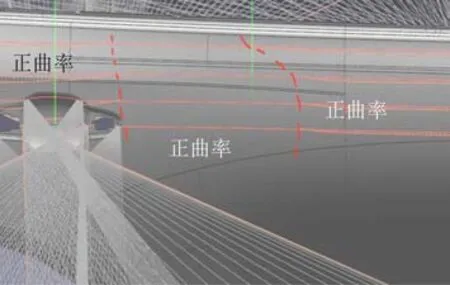
从后门外板腰线区域特征分析,前部型面为正向成形的渐变型面,中部型面至手扣前部型面为反向成形的渐变型面。正反向成形的相接面属于渐变曲面,由于相接型面存在曲率变化,腰线存在消失点(正反曲率面相衔点),属于模糊区域,为了获得光顺的局部变化型面,需缓和曲线衔接正反曲线交接点,这导致型面处于微量缺失状态。缺失状态的型面会导致模糊区域板材成形不均匀,形成不均匀聚料点,从而形成凹陷趋势,如图2所示。
对后门外板腰线位置的造型进行分析,腰线凹陷位置正对模糊区域,在冲压成形时凹陷趋势由于回弹而放大。
当英格曼神甫从十字架前面站起来,思维和知觉一下子远去,他知道自己处在虚脱的边沿上,疲劳、饥饿、沮丧消耗了一多半的他,而他剩下的生命力几乎不能完成他马上要说的、要做的。他将要说的和做的太残忍了,为了保护一些生命,他必得牺牲另一些生命。那些生命之所以被牺牲,是因为她们不够纯,是次一等的生命,不值得受到他英格曼的保护,不值得受到他的教堂和他的上帝的保护。他被迫作出这个选择,把不太纯的、次一等的生命择出来,奉上牺牲祭台,以保有那更纯的、更值得保存的生命。
1.2.2 后门外板腰线区域工艺特征分析
问题1 本节课研究直角三角形的边角关系,想研究边与角的关系,首先需要确定一个角,再研究它与两边的关系,前面研究过任意两边的和、差关系,接下来研究比商关系:存在几种两边比商关系?
以3 459 nm波长的中红外激光作为探针光辐照薄膜,得到了在不同探针光功率下,40 nm薄膜对探针光的透过率、反射率随泵浦光辐照薄膜时间的变化情况,如图6.
根据工艺特征的光影分析,模糊区域腰线消失点出现类似凸点的效果,这是由于腰线消失点在冲压时成形不均匀放大了模糊区域的凹陷趋势导致,属于造型变化带来的表面缺陷。
2.2.2 精细化工艺加工后的模具零件状态
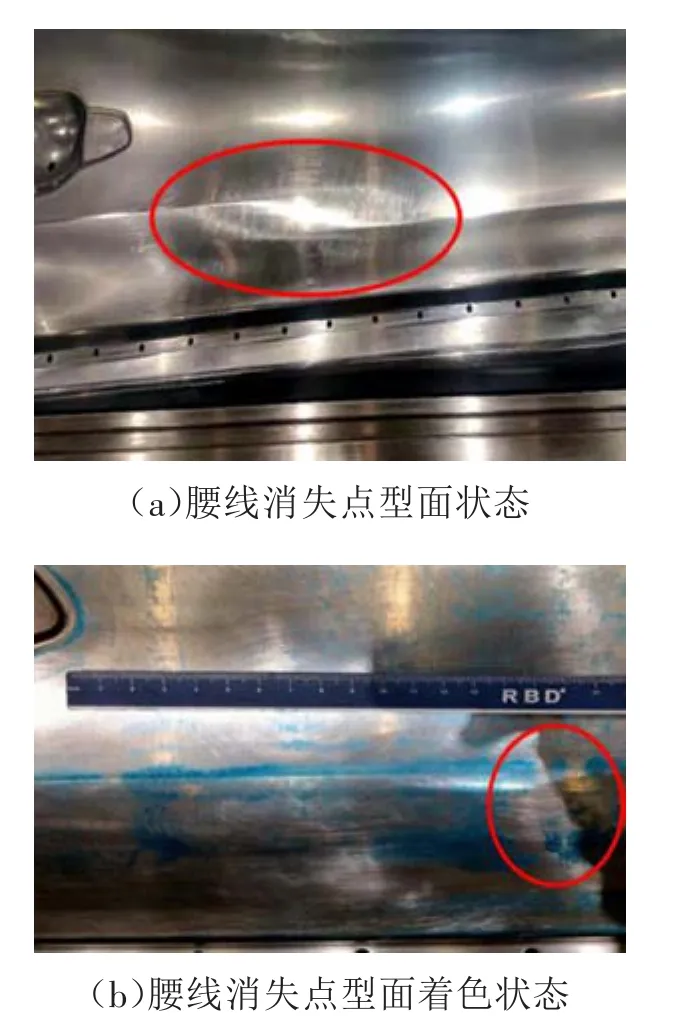
根据制件冲压工艺,后门外板腰线区域由拉深一次成形,后工序模具型面对应位置空开。按照工艺要求,正向成形双向着色,保证成形减薄均匀,定型稳定;反向成形单向着色,控制成形后合理弹性回复,减轻突变曲率位置正、反成形相接面的凸棱缺陷趋势。通过对后门外板拉深模正、反向成形的相接面模糊区域型面进行着色确认,发现后门外板腰线凹陷缺陷对应的下凸模型面非正常缺失,型面不光顺,如图4所示。
通过制件造型设计、工艺光影及下凸模型面确认,正向成形的腰线与反向成形的手扣前部弧面在模具中部形成了一个正、反向成形相接面的模糊造型消失点,腰线采用感应淬火的方式对造型特征面加以保护,淬火区域边缘在模糊区域腰线消失点附近,淬火区域与非淬火区域硬度不均匀,由于人工修整时无法避免修整到非淬火区域,导致下凸模腰线消失点型面局部缺失,使拉深模零件型面腰线与主型面相接面的模糊区域腰线消失点位置存在着色缺失现象。
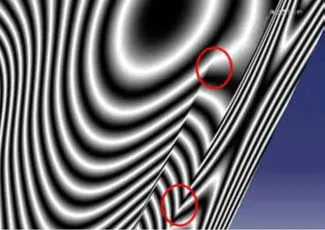
针对该后门外板中部腰线正、反向成形相接面的模糊区域存在成形不均匀的问题,通过光影查看,模糊区域腰线消失点光影变化突出,如图3所示。
经过分析,确认了后门外板正、反向成形的相接面模糊区域腰线消失点型面微量缺失是造成腰线凹陷的诱因,而腰线区域感应淬火后,人工修整下凸模腰线消失点型面出现的局部缺失是导致后门外板腰线消失点凹陷缺陷放大、恶化的直接原因。
2 对策实施及确认
2.1 总体方案
在临床治疗上,输血操作是一类临床常用的一类治疗操作路径之一,是外科手术中,一般需要准备血,以备手术过程中输血的需要,主要包括了手术带来的大量出血以及患者本身具有的严重贫血症状等[1]。本文主要选取的是我院接收治疗的200例需进行输血治疗患者作为研究对象,观察、分析在需进行输血治疗患者的治疗中,总结并阐述输血路径在临床输血护理中的应用效果。现报道如下。
(3)生产验证后门外板单件表面质量,腰线凹陷缺陷消除后,模具进行镀铬保护处理。
第(Ⅰ)问求解时,不论学生使用正弦定理还是余弦定理,都会求得cos∠ADB的两个解,学生需要结合题设条件舍弃一解.此问考查学生思维的严谨性,有部分学生正是因为缺乏这样的基本数学素养失分.
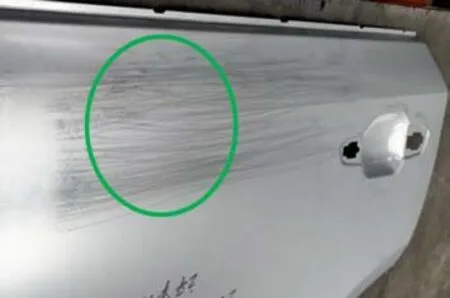
零件缺陷位置对应的A面为G2面,相邻曲面的间隙为0.005 mm,采用常规的精加工工艺,加工后的型面精度达不到零件需求,存在型面缺失量的放大现象。常规精加工工艺加工后的拉深模出件后经面品确认,模糊区域腰线消失点凹陷缺陷虽然减轻,但仍属于不可接受缺陷,如图5所示。
(1)恢复拉深模零件型面特征和功能:对被感应淬火后人工修整破坏的下凸模型面进行整体数控降面加工,恢复型面理论状态,加工量为3 mm,去除感应淬火后硬度不均的层深,保证型面无淬火区域硬度影响,避免后续拉深模零件型面抛光时由于硬度不均匀造成的型面不均,数控加工工艺选择精细化的精加工工艺。
由于对应制件造型A面原因,拉深模零件A面不可更改型面特征,即拉深模不能进行型面补偿修改,而且腰线位置也不允许进行二次整形。为防止数控加工后人工修整造成腰线消失点型面出现微量缺失而影响成形状态,制定了既能恢复拉深模零件型面特征又能保证其型面功能性的数控精加工方案,具体方案如下。
2.2 方案实施情况
2.2.1 常规精加工出件状态
(2)拉深模零件型面特征保护:精细化的数控精加工后,下凸模型面腰线取消淬火工艺,避免人工修整拉深模零件型面。

1.2.3 模具状态分析
精细化加工主要是针对精加工的系统参数进行细化,优化工艺过程,其加工精度达到0.01~0.03 mm,加工后的模具零件型面精度更趋近于理论型面数据的要求。采用精细化加工技术对拉深模零件型面进行加工、抛光,取消人工修整与研磨工序,避免对加工的型面造成二次破坏,经光线与油石对模具零件型面进行检查,模具型面特征功能区域状态光滑饱满,如图6所示。常规精加工与精细化加工系统参数对比如表1所示


2.3 结果验证
模具零件精细化加工后,成品单件油石打磨后表面无缺陷,如图7所示,漆后灯光隧道光线折射无散射,如图8所示,后门外板腰线凹陷缺陷消除。
信息辅助是本文与第一阶段实验的另一重要区别。信息辅助是为设计师实时提供整体演化态势网络图示信息,主要包括方案得分和引用情况,让设计师在选择引用对象时有一个整体性的参考,而不像第一轮实验只有每个方案的分析信息。这种信息参考的作用是否理想尚不得而知,也可能会导致早熟收敛,从而损失方案的多样化。因此,需要多次实验来进行对比观察。

3 结束语
对汽车后门外板腰线凹陷优化过程进行总结,可以得出以下结论。
(1)零件造型的复杂程度影响工艺设计,最终影响实际出件状态。对于后门外板造型特征上的非贯穿式腰线,腰线模糊区域可以不用淬火或对腰线与主型面区域贯穿淬火。
2014年8月18日,中央全面深化改革领导小组第四次会议审议通过了《关于推动传统媒体和新兴媒体融合发展的指导意见》明确指出,要遵循新闻传播规律和新兴媒体发展规律。要将技术建设和内容建设摆在同等重要的位置。
(2)对于A面标准要求高的零件,采用精细化加工能使模具零件型面更趋于理论制造数据,提升模具零件型面功能性,避免加工后人工修整干预对其造成的失效。
[1]肖金融.冲压工艺学[M].北京:机械工业出版社,1999:67-85.
[2]张 跃,刘 帅,李 众.冲压成形表面质量控制分析及对策[J].模具工业,2021,47(3):13-17.
[3]崔令江.汽车覆盖件冲压成形技术[M].北京:机械工业出版社,2003:112-126.
[4]刘天聪.翻边成形件的常见缺陷及修正方法[J].模具技术,2000(4):70-73.
[5]王 强,张进国.汽车覆盖件冲压成形有限元数值仿真研究[J].机械设计与制造,2006(11):140-142.
猜你喜欢
智族GQ(2021年10期)2021-12-01
有色金属材料与工程(2018年3期)2018-11-25
科学与财富(2017年27期)2017-10-17
科技资讯(2016年28期)2017-02-28
中学课程辅导·教师通讯(2016年20期)2017-02-15
中学课程辅导·教师通讯(2016年20期)2017-02-15
花样盛年(2016年12期)2017-01-09
公务员文萃(2014年7期)2014-09-21
科技与创新(2014年7期)2014-07-03
知识力量·教育理论与教学研究(2013年8期)2013-07-10
