基于谢宁方法降低卷接机空头率的分析及改进
2022-04-28 08:20陈智鸣唐永佳朱润铭覃宁波王振军
大众科技 2022年3期
陈智鸣 唐永佳 李 江 朱润铭 覃宁波 王振军 巫 胜 闫 瑾
基于谢宁方法降低卷接机空头率的分析及改进
陈智鸣1唐永佳1李 江1朱润铭1覃宁波1王振军2巫 胜2闫 瑾2
(1.广西中烟工业有限责任公司南宁卷烟厂,广西 南宁 530001;2.亚龙展旗谢宁研究院,上海 200021)
文章通过运用谢宁方法的变量搜索试验,对影响卷接机空头率的关键因子进行分析验证及确定,量化其影响程度及主效应和交互效应的关系,并在此基础上对关键因子进行优化试验和生产跟踪验证,降低卷接机的空头率。变量搜索试验结果表明,卷接机针辊转速、风室负压的主效应大于交换效应,且主效应大于其他因子,是影响卷接机空头率的关键因子。因子优化试验结果表明,针辊转速对卷接机空头率的影响为二次函数关系,当针辊转速在1680 mv时,空头率为0.278%;风室负压对卷接机空头率的影响为一次函数关系,当风室负压为-112×102Pa时,空头率为0.188%。经生产跟踪验证结果表明,在针辊转速为1650 mv~1700 mv,风室负压为-108×102Pa~-110×102Pa的条件下,卷接机空头率降为0.20%、降幅50%。
谢宁方法;变量搜索试验;因子优化试验;卷接机空头率
引言
谢宁方法[1]是以美国质量专家多利安•谢宁(Dorian Shainin)的名字命名,是一套解决产品制造过程质量问题的系统方法和工具。谢宁方法有多变量分析、部件搜索、成对比较、变量搜索试验[2]、全析因等,与传统的问题分析方法比较,更注重由果导因,关注良品和不良品的数据差异,通过试验分析锁定关键因子“红X”,并针对性采取改进措施,该方法应用对生产影响小,较适用于制造过程的问题分析与改进,试验过程采用95%的置信度,准确率高。
“卷烟空头”在卷烟国标中属于A类质量缺陷,是消费者较为厌恶的一种外观质量缺陷,在本企业某一类卷烟的生产过程中,卷接机的空头率为0.45%总体偏高,对产品质量控制和过程损耗造成影响。针对卷接机空头率偏高问题,行业内开展有一些相关研究。杨道剑等[3]用双样本T检验、单因子方差分析法,对回丝量、来料水分等因素逐个开展影响空头率的显著性分析研究;肖勇才[4]通过改变单一变量保持其他因素不变的实验方式,开展卷烟机设备参数对空头的影响研究;逯江等[5]采用单因素分析法查找影响空头率的因素研究;魏瑞广等[6]采用最小二乘法对卷接机参数与空头率的影响关系进行研究,上述研究结果显示,回丝量对卷接机空头率的影响较大。秦鹏等[7]、姜光生[8]、张国平[9]、刘亚超[10]分别从卷接机平准器、烟丝输送、紧头位置及劈刀盘槽形等方向,对降低空头率开展了相关的研究。
综上所述,目前在降低卷接机空头率的研究方面,普遍采用传统的问题分析或设备部件改进等方法,而采用谢宁方法开展相关分析和改进的研究鲜有报道,且上述文献对如何识别、确认影响卷接机空头率的关键因子,并通过量化其影响程度及主效应和交互效应的关系,选择适宜的优化改进方法方面未见相关报道。本文拟通过运用谢宁方法的变量搜索试验,找出并确认影响卷接机空头率的关键因子,量化其影响程度及主效应、交互效应的关系,并在此基础上选择适宜的因子优化试验方法,开展降低卷接机空头率的分析研究及改进。
1 材料与方法
1.1 材料和设备仪器
材料:使用合格在用的辅料及成品烟丝(1000 kg)。
设备:ZJ17型卷接机1台(中国常德);
电子天平:ML203型,感量0.001 g(瑞士梅特勒•托利多公司);
综合测试台:型号SODIMAX(法国SODIM公司)。
1.2 方法
1.2.1空头测定
按GB/T 22838.9-2009《卷烟和滤棒物理性能的测定》第9部分执行。
1.2.2物理指标测定
按GB/T 22838.4-2009《卷烟和滤棒物理性能的测定》第4部分及第5部分执行。
1.2.3卷接机空头检测装置可靠性验证
正常生产条件下,每间隔15分钟,收集1次连续生产3分钟内卷接机检测的空头情况,记录设备显示的空头率数据,由质量检验员对应收集设备检测剔除的空头烟实物,按1.2.1要求进行手工检验测定并记录检验结果,按此规则重复8次。通过配对等价检验,验证卷接机空头检测装置的可靠性。
1.2.4变量搜索试验
(1)试验因子筛选:由本企业10位专业技术人员组成分析评价小组,对卷制过程的输入、输出进行分析,识别影响卷接机空头率的怀疑因子,通过CE矩阵法,结合因子是否可计量、试验改变的难易程度,筛选得出试验因子并进行重要性排序。
(2)球场试验:根据筛选得出试验因子,在正常生产工况条件下(同一班次、设备、车速、人员,其他非试验因子符合要求),使用同一批次辅料和烟丝,在设备稳定运行30分钟后进行。试验时先将所有试验因子取高水平进行1组试验,再将所有试验因子取低水平进行1组试验,共重复3次。每次试验因子水平调整后,设备先稳定运行5分钟,数据清零后再收集连续5分钟内的空头率数据。试验数据输入变量搜索S-DOE软件进行分析,若试验结果同时满足条件A和条件B,则可确定影响的关键因子在筛选得出的试验因子范围中,同时说明试验因子的高低水平设置正确,并取得界定因子高低水平的置信区间。
条件A:所有试验因子的高水平结果应好于低水平结果。
条件B:判定系数应≥1.25

式中:
Md——所有试验因子取高水平时,响应变量的中位数;
Md——所有试验因子取高水平时,响应变量的中位数;
1.25——判定系数1.25表示当两组样本为3对3时,在95%的置信度时两组均值有显著差异时的阀值。
(3)因子筛选及一起交换验证:试验条件与球场试验相同,试验时根据因子的重要度递减排序进行,选取第1个试验因子取低水平,其余因子保持高水平进行1组试验,再将其设置为高水平,其余因子保持低水平进行1组试验,对每个试验因子按此规则进行试验。当选取的试验因子取高水平,其他因子取低水平时,若卷接机空头率指标落入高水平区间,或选取的试验因子取低水平,其他因子取高水平时,卷接机空头率指标落入低水平区间,则判定该因子是关键因子,图形表现为完全翻转趋势。若翻转时未完全落在对应的区间,此时显示该因子为部分翻转趋势,则需进一步做交换试验进行判断。
(4)因子分析:将关键因子进行两两交互作用分析,量化主效应和交互效应的大小,若主效应及交互效应的绝对值越大,则该关键因子的影响越重要,效应的正负用来判断因子高低水平的方向。
1.2.5因子优化试验
根据变量搜索试验得出的关键因子,及其交互作用的效应,选择适宜的试验方法。若主效应显著,则采用单因子试验,若交互作用显著,则综合因子的主效应及交互效应,可采用EVOP、PLEX等方法进行优化试验。
1.2.6生产跟踪验证
根据因子优化试验得出结果,结合生产过程设备及参数调控的实际情况,优化关键因子的参数设置水平,并进行连续10个批次的生产跟踪,验证卷接机空头率及主要物理指标情况。
1.2.7数据处理
采用变量搜索S-DOE软件对试验数据进行分析,确定关键因子,量化其主效应和交互效应;采用Minitab软件,对卷接机空头检测装置的可靠性进行配对等价检验分析及因子优化试验数据分析。
2 试验结果与分析
2.1 卷接机空头检测装置可靠性验证
变量搜索试验前,对卷接机空头检测装置进行可靠性验证。将表1数据录入Minitab软件进行配对等价检验。从表2输出检验结果看,在95%的置信度下,值<0.05,说明等价区间在(0~0.0003)时,设备检测与手工检验的卷接机空头率是等价的,卷接机空头检测装置的可靠性在可接受范围。

表1 卷接机空头检测装置可靠性验证数据

表2 Minitab软件分析输出的配对等价检验结果
两个P值中更大的值为0.047,可以认为是等价。
2.2 变量搜索试验结果分析
2.2.1试验因子筛选结果
经对过程输入、输出的15个怀疑因子(见表3)进行识别、分析和综合评价,得出试验因子的筛选结果。共筛选得出针辊转速、风室负压、剔梗量、紧头位置偏移量、劈刀盘间隙、铲刀和吸丝带间隙、烟舌出口位置等7个试验因子,对筛选得出的7个试验因子进行重要性递减排序,同时结合各试验因子目前控制水平,明确球场试验时的高、低水平设置,结果见表4。

表3 试验因子筛选结果
注:●有重大影响/容易改变;◎有重大影响/相对容易改变;○影响很小/很难改变

表4 试验因子排序及水平设置
2.2.2 球场试验结果分析
将表4试验条件输入变量搜索S-DOE软件,进行对球场试验数据分析,由表5分析结果可知,试验因子在水平全高时的空头率低于因子水平全低时的状态,满足判定条件A;判定系数为5.35>1.25,满足条件B,说明影响空头率的关键因子在筛选得出的试验因子范围中,且因子高低水平选择正确。因子水平全高时的置信区间为-0.061~0.645;因子水平全低时的置信区间为1.173~1.879。

表5 球场试验分析结果
2.2.3因子筛选及一起交换验证结果分析
根据表5得出的因子水平全高、全低时的置信区间,进行因子筛选及一起交换验证,从表6和图1可知,“铲刀与吸丝带间隙、紧头位置偏移量、剔梗量”等3个因子未出现翻转趋势;其他4个因子中,“针辊转速”和“风室负压”的翻转趋势相对明显,从一起交换验证的结果可知(见表6),当“针辊转速”“风室负压”取高水平时(High),试验指标落入低水平区间(Low),说明空头率有明显降低。但因子间的交互效应需进一步做因子分析确定。

表6 因子筛选及一起交换验证表
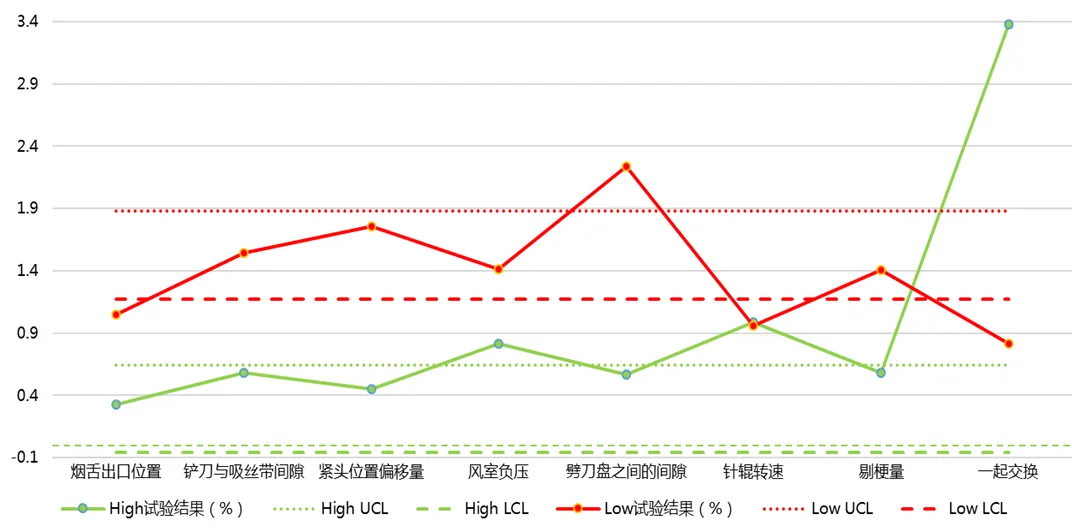
图1 因子筛选及一起交换验证分析图
2.2.4 因子分析结果
从表7分析结果可知,“风室负压、针辊转速、烟舌出口位置、劈刀盘之间的间隙”等4个关键因子间的交互效应绝对值小于因子的主效应绝对值,则关键因子的最终确认主要看因子的主效应值。根据表7结果,“针辊转速”与各因子两两对比时的主效应值最大,“风室负压”次之,“烟舌出口位置和劈刀盘之间的间隙”主效应值相对较小,因此“针辊转速”“风室负压”是影响卷接机空头率的关键因子。
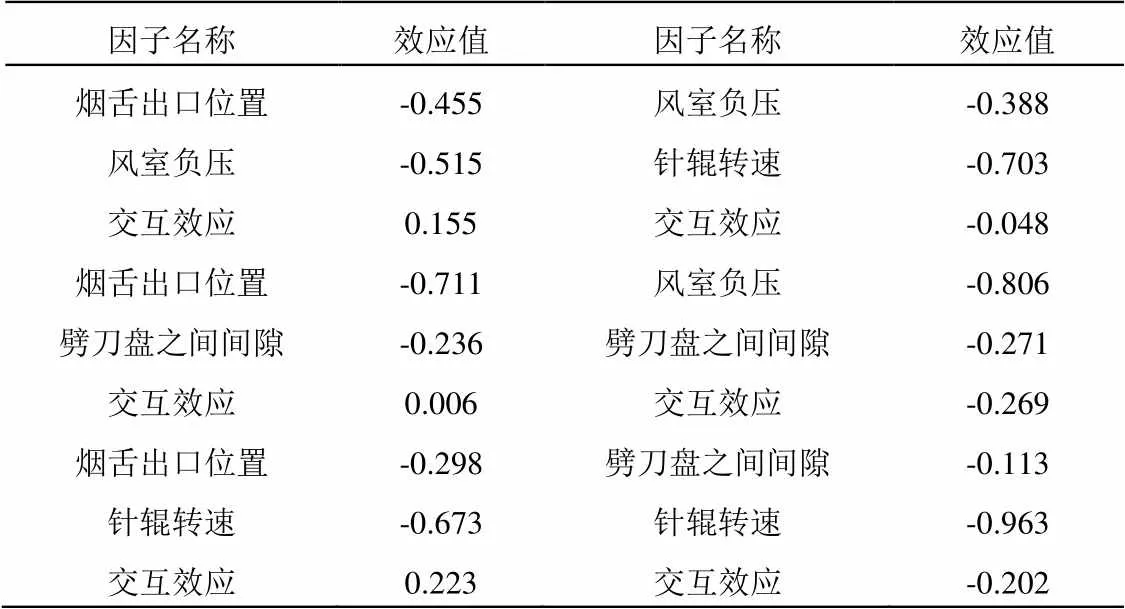
表7 因子分析表
2.3 因子优化试验结果分析
从变量搜索试验结果可知,关键因子“针辊转速”及“风室负压”的主效应大于交互效应,所以采用单因子试验进行因子优化,表8为因子优化试验数据,通过Minitab软件进行分析。

表8 因子优化试验数据
2.3.1针辊转速优化结果分析
从分析结果可知(见图2),“针辊转速”对空头率的影响为二次函数关系,方差分析的值为0.041<0.05,且R-sq与R-sq(调整)较为接近,说明模型拟合效果显著。回归方程为:卷烟空头率=0.7038-0.000504针辊转速+0.000000针辊转速^2。进一步通过响应优化进行预测(见图3),得出当针辊转速为1680 mv时,空头率为0.278%。

图2 针辊转速优化试验结果

图3 针辊转速优化预测结果
2.3.2风室负压优化结果分析
从图4及分析结果可知,“风室负压”对空头率的影响为一次函数关系,方差分析的值为0.008<0.05,且R-sq与R-sq(调整)较为接近,说明模型拟合效果显著。回归方程为:卷烟空头率=0.8204-0.005643风室负压。进一步通过响应优化进行预测(见图5),得出当“风室负压”为-112×102Pa时,空头率为0.188%。


图5 风室负压优化预测结果
2.4 生产验证结果分析
为便于生产过程设备参数调控,结合因子优化试验得出的最优预测值,将“针辊转速”设置在1600 mv~1750 mv、“风室负压设置”在-108×102Pa~-110×102Pa条件下,进行连续10个批次的生产跟踪验证。从表9结果可知,卷接机空头率均值为0.21%,卷烟重量标准偏差为0.019 g,吸阻标准偏差为38 Pa,说明因子参数优化后,卷接机空头率明显降低,且未对卷烟主要物理指标的稳定控制造成影响。
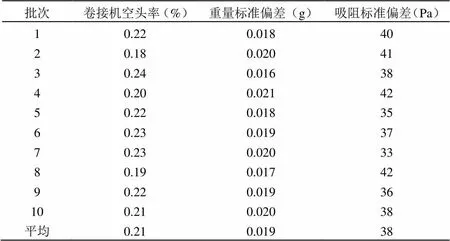
表9 生产跟踪验证情况
3 结论
(1)变量搜索试验结果表明,“针辊转速”和“风室负压”是影响卷接机空头率的关键因子,其中“针辊转速”的主效应最大,“风室负压”次之。因子分析结果显示,因子间的主效应大于交互效应,采用单因子优化试验较为适宜。
(2)因子优化试验结果表明,“针辊转速”对卷接机空头率的影响为二次函数关系,“风室负压”对卷接机空头率的影响为一次函数关系,当“针辊转速”为1680 mv、“风室负压”为-112×102Pa时,卷接机空头率的预测值分别为0.278%和0.188%。生产跟踪验证结果显示,在“针辊转速”为1650 mv~1700 mv、“风室负压”为-108×102Pa~-110×102Pa时,较适合生产控制应用,卷接机空头率为0.21%、降幅为50%。
(3)上述研究是以谢宁方法的变量搜索试验为理论支撑得出的结果,但不同卷烟产品及设备之间存在一定差异,有待进一步研究探讨。
[1]凯凯克•博特,阿迪•博特. 世界级质量管理工具(第二版)[M]. 北京: 中国人民大学出版社,2004.
[2]Dasgupta T, Adiga N, Wu C F J. Another look at dorian Shainin's variable search technique[J]. Journal of Quality Technology, 2011, 43(4): 273-287.
[3]杨道剑,何逸波,宋金华,等. 卷烟烟支空头废品率的影响因素研究[J]. 安徽农学通报,2018,24(17): 80-83.
[4]肖勇才. ZJ17卷烟机设备工艺参数对烟支空头的影响[J]. 科技创新与应用,2018(24): 98-99.
[5]逯江,张金,高卫军. PROTOS70卷烟机设备工艺参数对烟支空头的影响分析[J]. 河南科技,2015(7): 64-65.
[6]魏瑞广,张小杭,廖艳培. ZJ17卷烟机设备工艺参数对烟支空头的影响[J]. 装备制造技术,2013(5): 112-148.
[7]秦鹏,黄江华,朱绍胤,等. 卷烟机平准器对烟支空头率影响的探究[J]. 云南化工,2017(5): 104-105.
[8]姜光生. 降低卷烟空头率新方案[J]. 科技创业家, 2014(2): 232.
[9]张国平. 降低卷烟机空头率的改进[J]. 设备管理与维修,2012(10): 42-43.
[10] 刘亚超. PASSIM卷烟机空头的原因及解决方法[J]. 企业导报,2010(11): 292.
Analysis and Improvement of Reducing the Cigarette Machine Loose-End Rate Based on Shainin Method
By using the variable search test of Shainin method, this paper analyzes, verifies and determines the key factors affecting the short position rate of the coiler, quantifies its influence degree and the relationship between the main effect and the interaction effect, and on this basis, carries out the optimization test and production tracking verification on the key factors to reduce the cigarette machine loose-end rate. The results of variable search test show that the main effect of needle roller speed and negative pressure in air chamber of coiler is greater than exchange effect, and the main effect is greater than other factors, which is the key factor affecting the cigarette machine loose-end rate. The results of factor optimization test show that the influence of needle roller speed on the cigarette machine loose-end rate is a quadratic function relationship. When the needle roller speed is 1680 mv, the cigarette machine loose-end rate is 0.278%; the effect of negative pressure in the air chamber on the cigarette machine loose-end rate is linear function relationship, when the negative pressure in the air chamber is -112×102Pa, the cigarette machine loose-end rate is 0.188%. The production tracking verification results show that when the speed of needle roller is 1650 mv ~ 1700 mv, the negative pressure of air chamber is -108×102Pa~-110×102Pa, the cigarette machine loose-end rate is reduced to 0.20%, and the decrease range is 50%.
Shainin method; variable search test; factor optimization test; cigarette machine loose-end rate
TS4
A
1008-1151(2022)03-0005-05
2021-11-28
广西中烟工业有限责任公司2022年科技项目“基于不同卷接机型卷制质量与烟丝结构的关系研究”。
陈智鸣(1975-),男,广西中烟工业有限责任公司南宁卷烟厂工程师,研究方向为烟草工程、卷烟工艺。
朱润铭,男,广西中烟工业有限责任公司南宁卷烟厂工程师,研究方向为烟机技术和设备管理。
猜你喜欢
建材发展导向(2022年10期)2022-07-28
装备制造技术(2019年12期)2019-12-25
Special Focus(2019年7期)2019-08-08
临床医药文献杂志(电子版)(2017年11期)2017-05-17
南风窗(2017年9期)2017-05-04
中国医学装备(2016年6期)2016-12-01
自动化博览(2014年6期)2014-02-28