西门子ONCOR 直线加速器多叶光栅故障分析与维修
2022-05-18 02:03班卫华通信作者朱均强蒙以良
医疗装备 2022年7期
班卫华 (通信作者),朱均强,蒙以良
1 广西百色市人民医院放疗科 (广西百色 533000);2 广西玉林市红十字会医院放疗科(广西玉林 537000)
目前,有60%~70%的肿瘤患者需要接受放射治疗,而医用直线加速器是放射治疗的主要设备。多叶光栅(multi-leaf collimator,MLC)是直线加速器的重要组成部分,凭借其高度适形、操作简单和快速运动等特点,已经被广泛应用于放射治疗中,尤其是实现了适形放射治疗[1-3]。随着基于MLC 的调强放射治疗技术的出现,不同形状射野均通过MLC 走位实现,可使肿瘤靶区边缘剂量更陡峭,大大提高了对正常组织的保护,可为肿瘤患者提供快速有效和精准的治疗,因此,在实际应用过程中,直线加速器MLC 的运动越发频繁,导致其故障发生率相对较高,这便对MLC 的性能及其稳定性提出了更高的要求[4-6]。MLC 系统叶片多、结构复杂,维修难度大,如能详细了解MLC 的结构组成和特性,将有助于及时地排除设备故障[7-9]。西门子直线加速器虽已退出市场,但由于直线加速器的使用寿命是15年左右,所以有许多医疗单位仍在使用西门子直线加速器。我院于2011年初购进了西门子ONCOR直线加速器,运行至今已经9年多。经过我院物理师和西门子维修工程师的共同努力,加之定期实施保养维护,设备运行期间除更换过油箱、电源、加速管等易损部件外,并未更换过其他大型配件,目前该直线加速器运行状况良好,各项参数的精度都在指定的误差范围内,能够满足国家相关标准的要求。我院的西门子ONCOR 直线加速器的主要配置为6、15 MV的X 线及6、9、12、15、18、21 MeV 的电子线,内置41对MLC 叶片,能够进行普通放射治疗、三维适形放射治疗和静态调强放射治疗[10-13]。现将该直线加速器MLC 的结构组成和特性、故障现象、故障判断、故障维修过程及方法介绍如下,以供同行参考。
1 西门子ONCOR 直线加速器MLC 的结构组成和特性
西门子ONCOR 直线加速器内置82片MLC,共41对,其中,中间为39对1 cm 厚的叶片,两边各1对0.5 cm 厚的叶片,高性能双聚焦MLC 取代了直线加速器下层准直器,并与ONCOR 直线加速器融为一体(非外挂式),见图1。

图1 西门子ONCOR 直线加速器内置的82片MLC
西门子ONCOR 直线加速器MLC 的组成结构和特性归纳如下:(1)配备MLC 的ONCOR 直线加速器依然保持43 cm 的摆位空间(从等中心点到附件架);(2)西门子公司的MLC 是唯一将滚珠轴承应用于叶片间的MLC 系统,因此叶片的运动更为平滑,单叶片独立运行距离更长(30 cm),叶片间漏射更小(<2%);(3)采用双聚焦设计,每个单独叶片均可以弧线轨迹运动,并通过角度调整来匹配放射束流的发散;(4)每个叶片的端面均为直边设计,叶片对可以相互接触,基于此设计,在做光射野重合性匹配时无需进行人工操作,叶片的直边可以与灯光野匹配,半影恒定为8 mm,与MLC 叶片位置无关;(5)除每个叶片的单独移动外,亦可将所有叶片作为叶片组同时移动。
西门子ONCOR 直线加速器通过1个电位器、1个相对编码器和2个传感器来确定叶片位置。电位器提供叶片位置的绝对值,而相对编码器提供的则是相对值并在每次开启MLC 电源时进行初始化。编码器值用于指导MLC 的正常工作,而电位器则被用作辅助传感器。电位器用以检测编码器计算出的叶片位置值,若编码器值偏移或电位器发生故障,MLC 将检测到传感器不匹配并触发联锁。为了最大限度降低叶片碰撞的可能性,ONCOR 直线加速器的MLC 仅在适形野闭合叶片对之间保留间隙[14],MLC 中不能出现交错接合,结构示意图见图2。
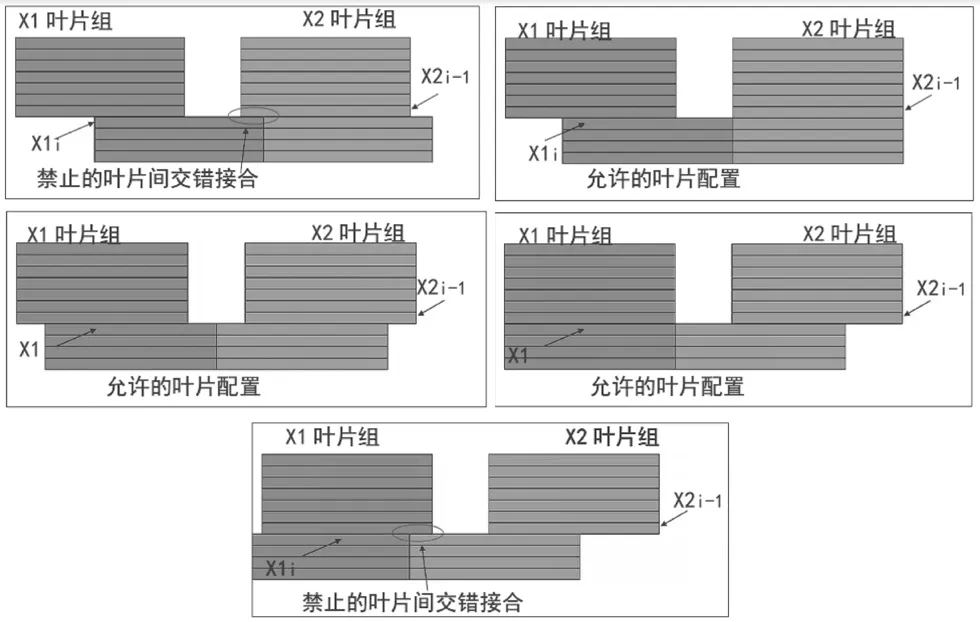
图2 MLC 中不能出现交错接合
2 故障现象
启动直线加速器后,复位直线加速器电源,直线加速器操作台显示屏显示107号、108号、112号和122号联锁,在操作台复位直线加速器,联锁依旧;在操作台和机房利用手控盒移动MLC,MLC 均无法移动;打开MLC 控制柜,尝试连接到“EPACTool”校准软件移动MLC,MLC 整体移动3 cm 左右后便停止,且叶片走位不平整,按下MLC 控制柜里“Master”板上的复位键,重新使用“EPACTool”校准软件移动MLC,MLC 仍在整体移动3 cm 左右后便停止,且叶片走位依旧不平整;利用“EPACTool”校准软件校准抓取“0”位,MLC 仍无法移动,从操作台进入维修模式,抓取MLC 位置,亦显示失败,表明MLC 的相关数据已完全丢失,故障现象见图3。
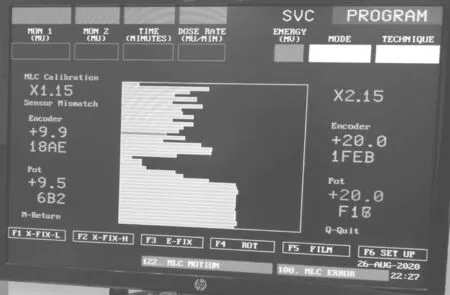
图3 MLC 故障现象
3 故障分析
根据西门子公司提供的维修手册以及相关维修经验,推测与MLC 模块和107号、108号、112号、122号联锁相关的原因可能为:(1)MLC 叶片走位误差值超过设置的误差值;(2)MLC 叶片电位器损坏或齿轮未对上;(3)MLC 叶片电机损坏或齿轮未对上;(4)MLC 控制柜内的“Master”板损坏或“Master”板上的电池无电量;(5)MLC 控制柜内的电源损坏;(6)MLC 的传感器板损坏;(7)MLC 控制柜到直线加速器之间的线路存在问题。
4 故障排除
首先,进入维修模式,查看MLC 叶片走位的误差值,发现未超过设置的误差值,处于正常状态,按键盘上下键查看MLC 每个叶片的走位数值来判断电位器和电机是否正常,均未发现异常;其次,拆开直线加速器机头,检查MLC 叶片电位器和电机的齿轮,以及MLC 的传感器板,均未发现异常;再次,检查MLC 控制柜到直线加速器之间的线路,均未发现异常;由此,结合MLC 控制柜与直线加速器机架之间的功能流程图(图4),推测故障原因可能为电池、电源故障或“Master”板故障。

图4 MLC 控制柜与直线加速器机架之间的功能流程图
4.1 电池、电源故障处理
打开MLC 控制柜,检测“Master”板上的两个纽扣电池,发现两个电池均无电量,关掉MLC 控制柜电源,更换纽扣电池,打开MLC 控制器开关,在操作台复位直线加速器,但107号、108号、112号和122号联锁并未消除,故障依旧;检查MLC 控制柜内的马达驱动电源,此电源只在控制叶片运动时才会输入220 V 交流电并输出24 V 直流电,当使用手控盒持续控制叶片运动时,测量发现,电源中有220 V交流电输入,再测量电源两端的输出电压,瞬间显示为29 V 而后迅速降为0 V,而电源输入端仍然有220 V交流电输入,检查电源输出各个接口,均正常,断开电源负载,故障依旧,由此判断电源发生了损坏;关掉MLC 控制器开关,更换新电源,打开MLC 控制器开关,重新检测电源输入和输出,均正常;在操作台复位直线加速器,107号、108号、112号和122号联锁仍未消除,故障依旧。
4.2 “Master”板故障处理
关掉MLC 控制柜电源,更换新的MLC“Master”板,利用数据线连接MLC 控制柜CNN34 MASTER EXTEND RS232C 端口至装有MLC 控制柜“Master”板刷程序软件的笔记本电脑,打开MLC 控制器开关,“Master”板上各个显示灯均正常亮起。
第一步,首先对USB HS串行转换器进行编辑处理,依次打开控制面板→硬件和声音→设备和打印机,双击“USB HS串行转换器”,在USB HS串行转换器属性窗口中点击“硬件”,选择与MLC控制柜CNN34 MASTER EXTEND RS232C端口连接的USB串行端口,点击“属性”,弹出USB串行端口属性屏幕,选择“常规”标签,点击“更改设置”,出现“用户账户控制”对话框,点击“是”,在“USB串行端口属性”屏幕中,单击“端口设置”选项卡,将Bits per second值改为9600,Data bits值改为8,Parity值改为Even,Stop bits值改为1,Flow control值改为None,点击“高级”,弹出“高级设置”屏幕,选择对应的COM端口号,点击“确定”,在弹出的窗口界面再点击“确定”,关掉MLC控制器开关;其次,对新的“Master”板进行更新,将“Master”板上开关SW1的1~8的开关位置分别设置为On、On、On、Off、On、Off、On、On,打开MLC控制器开关,打开MLC控制柜“Master”板刷程序的软件,选择对应的COM端口号,点击“开始”,完成后点击“确定”并点击“退出”,关掉MLC控制器开关;再次,设定新的“Master”板为西门子设备使用模式,关掉MLC控制器开关,将“Master”板上开关SW1的1~8的开关位置分别设置为On、Off、On、Off、Off、Off、Off、Off,将编码控制器连接至“Master”板连接器上,将编码控制器上7个锁值开关分别设置为A、B、3、0、0、0、0,打开MLC电源开关,在编码控制器上按下开关S8保存设置,关掉MLC控制器开关,取下编码控制器。
第二步,对MLC 控制柜新的“Master”板进行加载设置,关掉MLC 控制器开关,连接编码控制器到CNN3端口,打开MLC 控制器开关,加载设置具体操作如下:(1)清除所有内存,将编码控制器上7个锁值开关分别设置为1、A、0、0、0、0、0,在编码控制器上按下开关S8保存设置;(2)设置为西门子模式,将编码控制器上7个锁值开关分别设置为1、7、0、0、0、0、0,在编码控制器上按下开关S8保存设置;(3)关掉医院用户使用模式,将编码控制器上7个锁值开关分别设置为A、B、3、0、0、0、0,在编码控制器上按下开关S8保存设置,若波特率不是38400,则将其设置为该值,关掉MLC 控制器开关,将编码控制器上7个锁值开关分别设置为2、0、0、0、0、0、0,打开MLC 控制器开关,在编码控制器上按下开关S8保存设置,关掉MLC 控制器开关,取下编码控制器。
第三步,对MLC两边X1和X2的驱动板进行软件设置,具体操作如下:(1)X1驱动板软件设置,将“Master”板上开关SW1和SW2的1-8的开关位置分别设置为On、Off、On、Off、Off、Off、Off、On和On、On、On、Off、On、Off、Off、On,打开MLC控制器开关,打开MLC控制柜“Master”板刷程序的软件,选择对应的COM端口号,点击“开始”,完成后点击“确定”并点击“退出”,关掉MLC控制器开关;(2)X2驱动板软件设置,将“Master”板上开关SW1和SW2的1~8的开关位置均设置为On、Off、On、Off、Off、Off、On、Off,将开关SW3的1~8的开关位置分别设置为On、On、On、Off、On、Off、Off、Off,打开MLC控制器开关,打开MLC控制柜“Master”板刷程序的软件,选择对应的COM端口号,点击“开始”,完成后点击“确定”并点击“退出”,关掉MLC控制器开关。
第四步,将MLC 控制柜“Master”板上开关SW1和SW3的1~8的开关位置均设置为On、Off、On、Off、Off、Off、Off、Off,将SW2的1~8的开关位置分别设置为On、Off、On、Off、Off、Off、On、On,将SW4的1~2的开关位置分别设置为On、Off,取下MLC 控制柜CNN34 MASTER EXTEND RS232C端口线,打开MLC 控制器开关。
第五步,清除所有驱动板内存,关掉MLC控制器开关,连接编码控制器到CNN3端口,将编码控制器上7个锁值开关分别设置为1、A、0、0、0、0、0,打开MLC 控制器开关,在编码控制器上按下开关S8保存设置,关掉MLC 控制器开关,取下编码控制器。
第六步,重新打开MLC 控制器开关,在操作台复位直线加速器,107号和112号联锁消失,仍存在108号、122号联锁,但光栅能通过“EPACTool”校准软件移动,关掉MLC 控制器开关,连接编控制码器到CNN3端口,再通过“EPACTool”校准软件对MLC 的X1和X2进行4点校准,完成以上校准后,关掉MLC 控制器开关,取下编码控制器,断开安装有“EPACTool”校准软件的笔记本电脑连接线,再重新打开MLC 控制器开关,在操作台复位直线加速器,108号和122号联锁消失,再进入维修模式即可对MLC 位置抓取成功,MLC 恢复正常移动,退出维修模式到治疗模式,MLC 亦恢复正常移动,设备恢复正常。
5 讨论与总结
目前,在医疗机构广泛开展的适形调强放射治疗技术和其他精确放射治疗技术均离不开MLC 的准确运行,但MLC 的结构较为紧凑、复杂,加之随着运行时间的延长,相邻叶片之间的摩擦阻力会变大,可导致各叶片移动时速度不均,出现到位时间不一致等情况,因此,MLC 的故障率较高,引起故障的原因也多种多样。与MLC 有关的107号、108号、112号和122号联锁是西门子ONCOR 直线加速器最为常见的联锁,若不能及时得到解决,势必会影响肿瘤患者的正常治疗。MLC 常报108号和122号故障联锁,常用的解决方法:在控制台进入维修模式,依次按键盘上的“Alt+S”“U.MLC Calibration”“D-Display”,上下翻页查看叶片状态,此方法能够代替昂贵的西门子MLC 检测软件,迅速查找到故障原因,大大缩短故障排除时间。本文故障案例中,除了常报的108号和122号故障联锁外,同时报了107号和112号联锁,这就要求我们在常用解决方法的基础上,进一步根据故障模块的原理、组成结构和特性及错误代码所提示的信息,结合西门子公司提供的维修资料进行深入分析,通过一步步排查与MLC 故障有关的电路、电池、电源及相关部件等,最终找到故障发生原因并及时予以排除。
除了解决故障报错问题外,直线加速器的日常保养维护亦不容忽视。在日常工作中,应尽可能保障机房温、湿度处于稳定状态,并定期保养维护MLC,使其可持久准确运行,更好地为接受放射治疗的肿瘤患者服务。放射治疗物理师和维修工程师应透彻理解直线加速器的工作原理及工作流程,多积累维修经验;尽量借助西门子公司配有的维修资料并与西门子维修工程师多交流,吸取他们的经验,保证准确检测并尽快排除故障,保障设备的正常运行[15-18]。
猜你喜欢
现代装饰(2022年5期)2022-10-13
小哥白尼(趣味科学)(2022年5期)2022-08-15
现代仪器与医疗(2022年3期)2022-08-12
交通科技与管理(2022年8期)2022-05-07
现代职业教育·中职中专(2018年7期)2018-05-14
科学与财富(2017年24期)2017-09-06
电脑知识与技术(2017年13期)2017-07-12
中国新闻周刊(2014年14期)2014-05-14