
非标木工板自动化分拣和码垛系统设计
2022-05-30 14:07唐阳洋
物流技术 2022年5期
唐阳洋
(哈工大机器人(合肥)国际创新研究院,安徽 合肥 230601)
0 引言
随着人们对家装品质要求的提高,越来越多的家庭选择定制家具进行装修,造成生产厂家对非标定制家具的加工、输送、分拣机码垛的劳动强度增加、效率降低,并且容易出现加工错误的产品,在与客户交流及现场生产工艺的观察分析后,做出如下自动化设备的设计。
1 设备组成
在现有工厂中,板材主要使用板式家具开料机进行加工,板材的上下料均由人工完成。本文设计的设备系统由上料机器人上料,板式家具开料机加工后,通过视觉系统、输送分拣机、缓存输送机、码垛整形输送机、码垛桁架机器人进行输送、分拣机整形码垛,如图1所示。
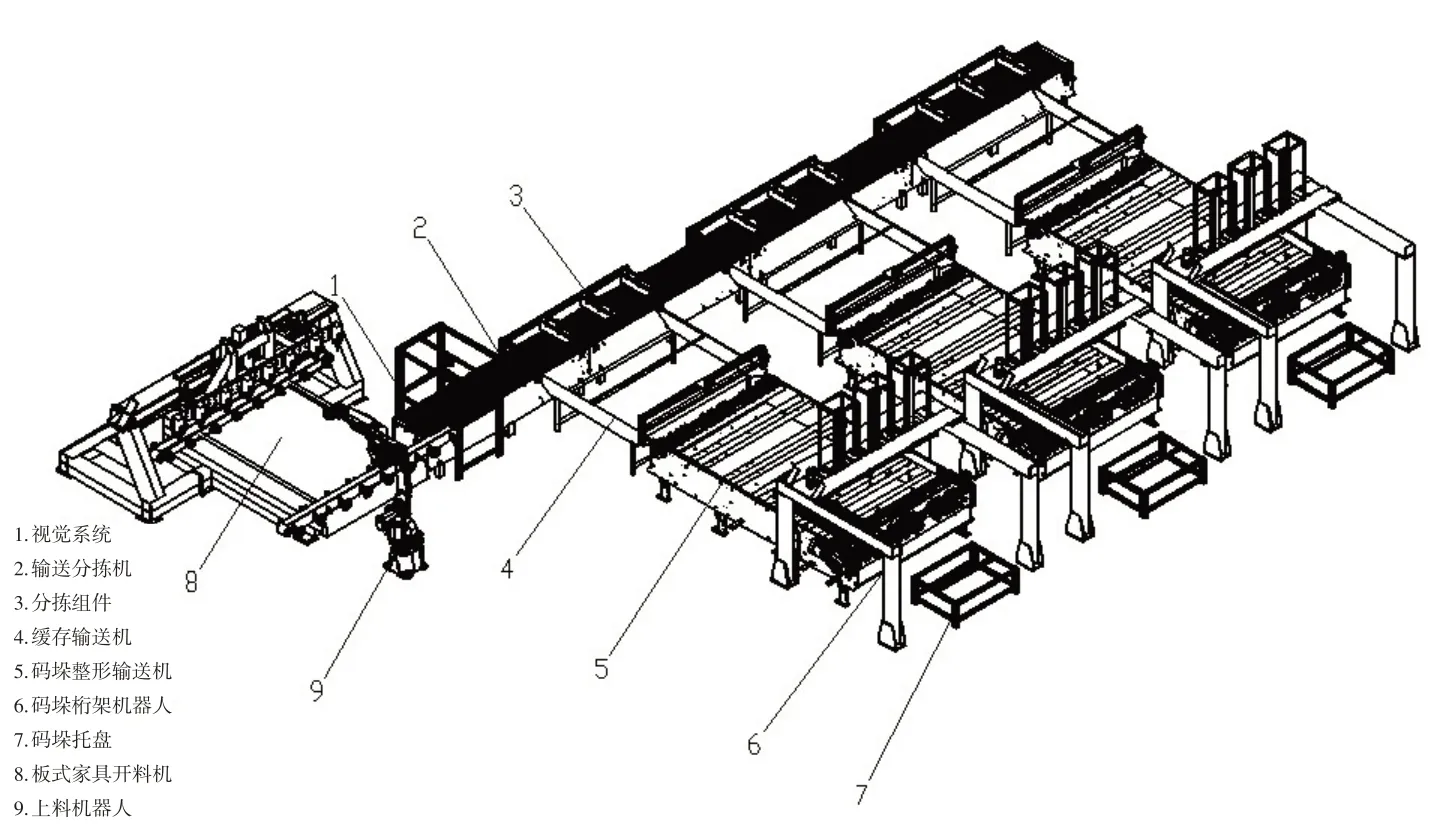
图1 布局图
2 工艺流程
根据客户订单,由上料机器人上料板材至板式家具开料机,板式家具开料机会根据系统预设在上位机内的图纸及尺寸对板材进行加工,加工后机器人上料至输送分拣机并输送至视觉系统处,经过视觉系统拍照扫码并与系统内预设的程序对比,将板材输送至指定的分拣组件处,并由分拣组件进行阻挡分拣至缓存输送机,缓存输送机进行端部对齐整形后送料至码垛整形输送机,码垛整形输送机通过PLC系统进行产品两侧的整形对齐,完成后将由码垛桁架机器人进行抓取码垛。
3 相关配套设备的设计及优点
3.1 视觉系统
视觉系统选用智能相机进行条码的拍照并上传至上位机进行分析、比对,最终发出产品信息至PLC,实现产品的自动化输送、分拣及码垛的控制,拍照的速度快,系统直接读取信息,不会发生人为判断错误的问题。
3.2 分拣输送机
采用滚珠链板式输送机,如图2所示,当产品前进方向有阻挡时,因为摩擦力以及力与反作用力的原理,如图3所示,滚珠会旋转并带动产品向垂直方向运动,实现分拣。
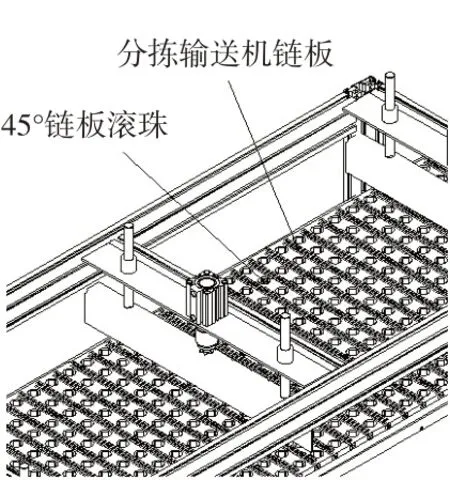
图2 链板式输送机
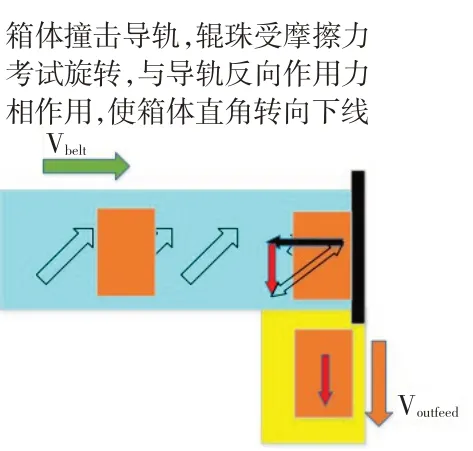
图3 分拣原理图
3.3 分拣组件
系统设计有3组分拣口,每口有3个分拣位置,共计包含9个分拣位置,满足订单内大产品、小产品及大小产品混合码垛时的分拣,整套系统中此处配合分拣输送机将产品分拣至整形、码垛的工序,分拣位置的工作选择是由系统内拍照后的信息发至PLC来实现,准确率及效率都有大幅提高。
3.4 缓存输送线
此处对接分拣组件及分拣输送机,每个分拣口可能会错时分出3件产品至码垛位,设备实现将3件产品的前端对齐满足后面码垛的抓取,缓存输送线会采用积放滚珠链板,如图4所示,极大地减少了积放时对产品的磨损,同时降低了输送传动电机的功率,节约能耗。
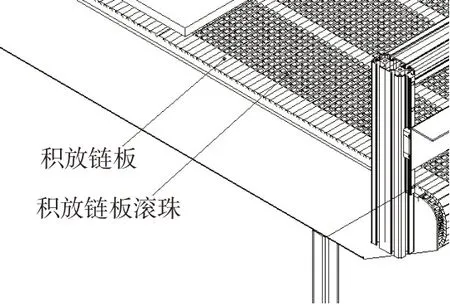
图4 缓存输送线
3.5 码垛整形输送机
这个位置将是码垛前的一道整形工序,在前面已经将端面对齐,此处将实现产品2 侧的对夹整形,通过伺服电机驱动正反向的丝杆,实现对中整形的功能,为后面的码垛带来便利及码垛的整齐,输送机选择的输送带是与运行方向有同轴的旋转轴的滚珠链板,如图5所示,对夹时同样可减少产品的磨损和电机的功率。
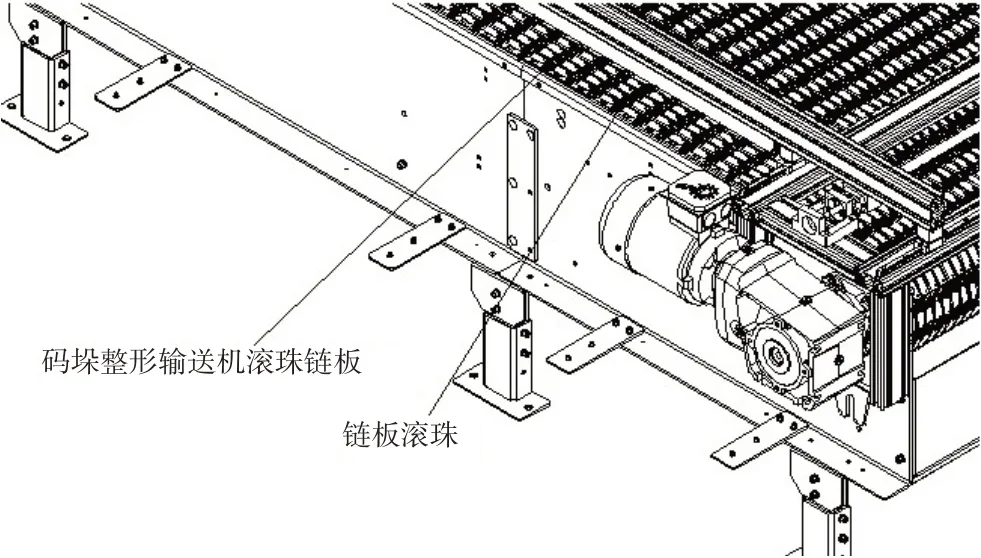
图5 码垛整形输送机
3.6 码垛机械手
当全部整形完成后,码垛机械手上的Y轴行走电机驱动吸盘组件至吸取位置,Z轴是通过气缸控制,会有3组独立的升降吸盘组件,码垛桁架机械手会根据PLC程序控制吸盘的升降及吸取码垛,吸取时会根据PLC的信息选择必要的吸盘都打开,节约能耗。
3.7 控制系统
用户将预设信息导入到上位机,产品上有条码,在产品通过视觉系统时,视觉系统会将产品信息传输至上位机,经过上位机的运算以及和预设信息的对比,发出指令到设备的PLC,输送、分拣及码垛设备会根据PLC的指令完成各自的动作,实现自动化的生产。
4 效率分析
与滁州某整体橱柜有限公司交流后得知目前人工此处10h约完成1 800m木工板的分拣、码垛,现根据上文设备的设计速度分析计算节拍,见表1,对比人工完成量:

表1 节拍分析表
产品范围为500-2 000mm长,取中假设产品尺寸为1 000×1 000mm,产品间距1 000mm。
设备设计参数:分拣输送机V=30m/min=500mm/s,每组产品间距L=6 000mm;缓存输送机V=30m/min=500mm/s,输送距离L=2 000mm;码垛整形输送机V==60m/min=1 000mm/s,输送距离L=3 000mm;产品在码垛输送机上整形伺服速度V=500mm/s,运行距离L=200mm;码垛桁架机械手Y 轴伺服运行速度V=60m/min=1 000mm/s,运行距离L=3 000mm,Z轴气缸速度V=0.6m/s=600mm/s,升降高度L=800mm。
每组产品分拣间隔时间:t=L/V=6 000/500=12s;
产品在缓存输送机上运行时间:t=L/V=2 000/500=4s;
产品在码垛整形输送机上运行时间:t=L/V=3 000/1 000=3s;
产品整形时间:t=2×(L/V)=2×(200/500)=0.8s(整形后需复位);
码垛桁架机械手:Z 轴气缸升降速度t=2×(L/V)=2×(800/600)=2.7s(气缸升降);
Y轴伺服运行时间t=L/V=3 000/1 000=3s;
由表6 分析后可得出设备29s 即可完成分拣、码垛3㎡的木工板;
按照每天10h 工作计算可完成数量约:[(10×3 600)÷29]×3=3 724㎡>1 800m。
设备10h工作完成的产量远大于人工10h完成的工作量。
综上,本文设计的设备可创造的效益远大于人工操作,同时极大地降低了员工的劳动强度,减少职业病发生的概率,给企业可带来可观的经济价值。
5 结语
随着社会的发展以及中国人口红利的渐渐消失,木工板加工由人工进行搬运、分拣及码垛的工艺会因为劳动强度大、劳动环境恶劣等原因变成没有员工愿意从事的工作,极大地影响了企业的发展,本文设计的设备具有:提高了产品的良率,降低整体成本;改善了人员的劳动强度及让员工远离了粉尘大的环境,提高了生产效率;分拣和码垛自动化设备具有高效率、高自动化程度、低维护成本、可长时间连续稳定运行等优点。
自动化设备的优点将在定制家具生产领域中有着广阔的前景。
猜你喜欢
物流技术(2022年7期)2022-08-01
交通科技与管理(2021年13期)2021-09-10
计算机与网络(2021年8期)2021-06-20
电子乐园·中旬刊(2021年6期)2021-05-16
发明与创新·中学生(2021年4期)2021-04-20
科技创新导报(2021年33期)2021-04-17
中国建筑金属结构(2019年2期)2019-03-14
中国建筑金属结构(2018年4期)2018-05-23
中国高新技术企业(2015年32期)2015-09-01
中国化工贸易(2012年9期)2012-11-29
