
低碳酸洗钢SPHC-P 冲压开裂分析及性能提升
2022-05-30 15:10供稿郑泽林赵鲁鹏欧阳页先曹鹏翟兵赵立宁ZHENGZelinZHAOLupengOUYANGYexianCAOPengZHAIBingZHAOLining
金属世界 2022年3期
供稿|郑泽林,赵鲁鹏,欧阳页先,曹鹏,翟兵,赵立宁 / ZHENG Ze-lin, ZHAO Lu-peng,OUYANG Ye-xian, CAO Peng, ZHAI Bing, ZHAO Li-ning
内容导读
低碳酸洗钢SPHC-P 在用户生产压缩机外壳的过程中出现开裂,开裂处位于凸台外边缘的端部。取样对开裂处进行化学成分、厂内工艺调查、金相组织和力学性能检测。结果表明:开裂原因主要是终轧温度低,组织混晶导致延伸率和r值低造成的。通过增加中间坯厚度、投用热卷箱、关闭精轧机架间冷却水和增加轧制润滑等措施提高终轧温度,均匀晶粒组织,提升了SPHC-P 成形性能。工艺改进后生产的低碳酸洗钢SPHC-P 试用无明显减薄、隐裂和开裂,达到用户要求。
低碳热轧酸洗钢因具有良好的性能和表面质量,在一些行业能够替代冷轧产品,有较强的竞争力[1]。低碳酸洗钢在加工过程中须经过折弯、辊压、扩孔、拉伸、冲压和翻边等成形工艺,因此,材料本身的组织和力学性能如屈服强度、延伸率和塑形应变比r值对材料的加工成形有重要的影响[2]。日照钢铁低碳酸洗钢SPHC-P 性能和表面质量优良,用于制作压缩机外壳、电机外壳和五金配件等。但某一批次低碳酸洗钢SPHC-P 在用户制作压缩机外壳过程中出现批量开裂,开裂位置为压缩机凸台外边缘的端部。对开裂钢卷位置进行取样,通过成分、金相组织和力学性能检测手段分析导致开裂的原因,从而进行针对性的工艺优化实验,改进酸洗板的性能。
开裂问题描述
图1为低碳酸洗钢SPHC-P 制作的压缩机外壳壳体开裂照片。从图1(a)可以看出下壳体的凸台外边缘的端部有明显顶端开裂,图1(b)显示相同部位有明显减薄痕迹和隐裂。为了分析开裂产生原因,从开裂的钢卷取20 mm×20 mm 大小的试样进行金相组织观察,并进行成分、力学性能检验和厂内工艺调查。
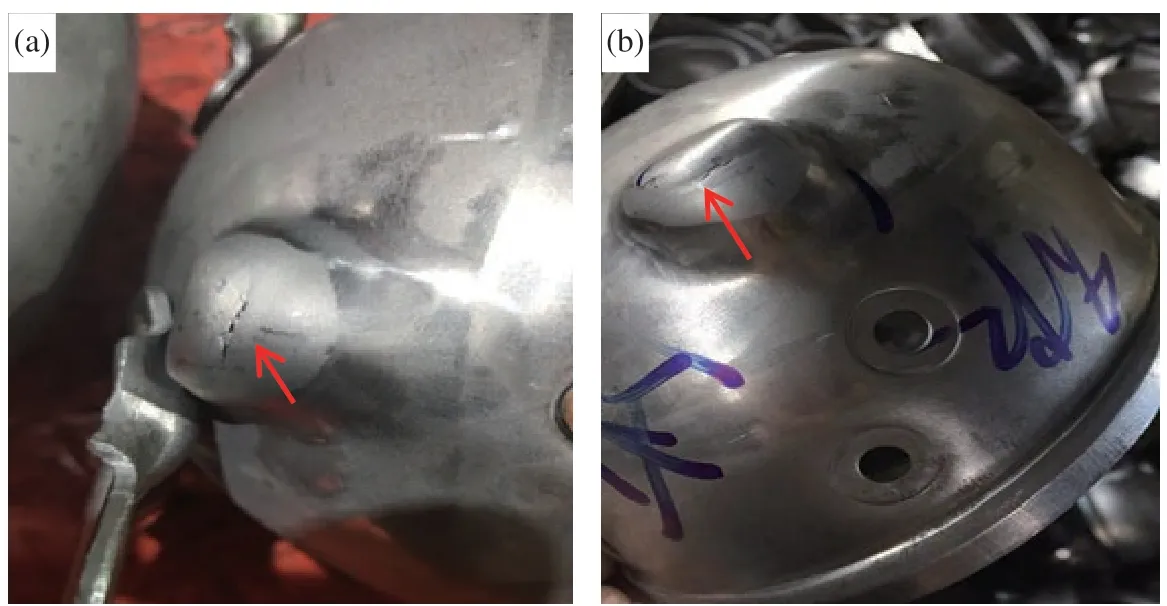
图1 压缩机外壳开裂照片:(a)开裂形貌;(b)隐裂形貌
冲压开裂分析
成分检测
在开裂钢卷取样进行成分检测,结果见表1。从表中可以看出,开裂钢卷各元素含量均符合材料要求,因此可以判断开裂并非成分异常造成。

表1 酸洗板SPHC-P 成分(质量分数,%)
热轧工艺调查
低碳酸洗钢SPHC-P 热轧工艺要求终轧温度在(890±20) ℃范围内。从图2 可以看出,2.5 mm 规格低碳酸洗钢SPHC-P 问题卷对应精轧温度波动较大,精轧温度整体偏低,精轧温度最小值小于800 ℃,远低于工艺要求。
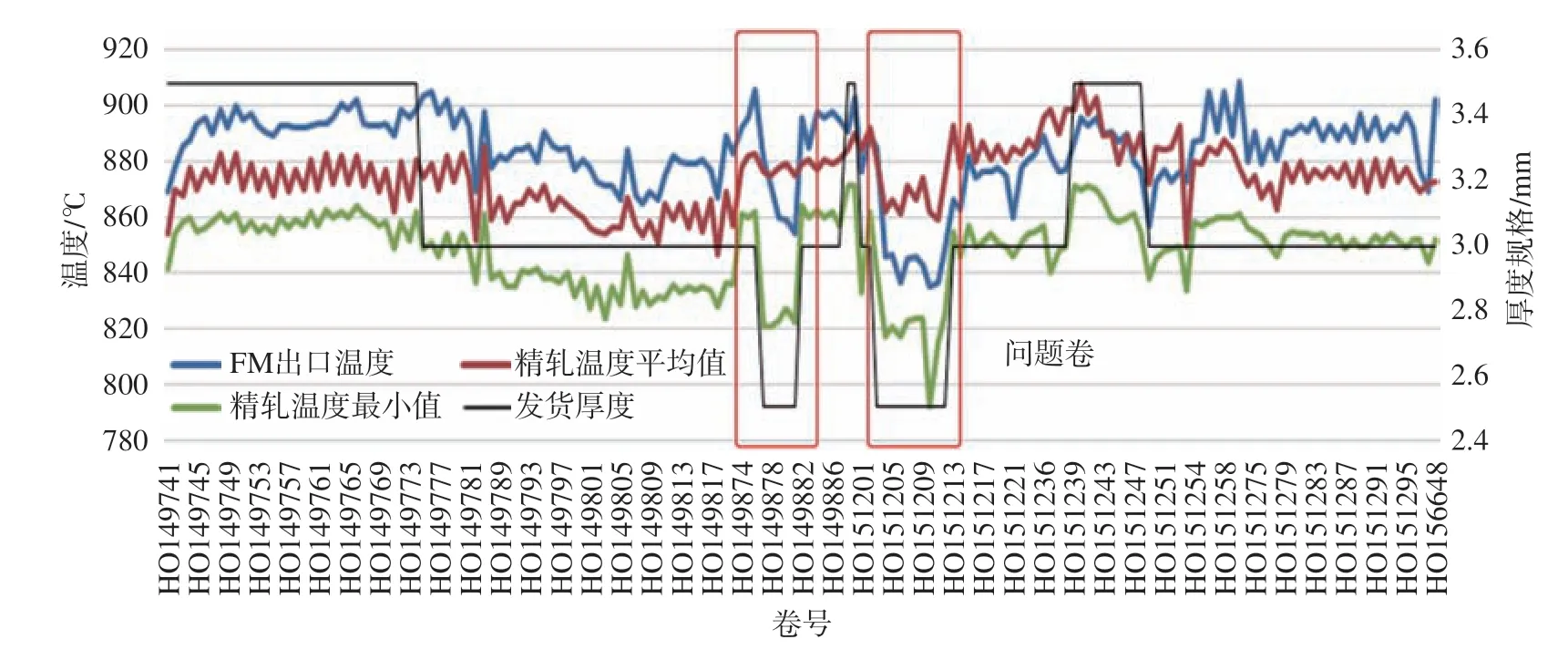
图2 开裂钢卷热轧工艺调查
性能检测
对开裂钢卷取样进行力学性能检测,结果见表2。

表2 开裂卷样板检测性能
从试样的力学性能检测结果可知,纵向伸长率偏低仅39%,低于放行标准≥40%的要求,纵向的屈服强度较正常卷高33 MPa 左右,纵向的屈强比高0.07,且纵向r值低0.27。屈服强度高、延伸率低、屈强比高以及r值低导致材料的成形性能变差是造成冲压开裂的直接原因。
组织观察
选取开裂钢卷,进行金相组织观察。从图3 中可以看出开裂钢卷表层组织为条带状的铁素体组织,心部组织为铁素体+少量渗碳体的再结晶组织且部分区域存在混晶。
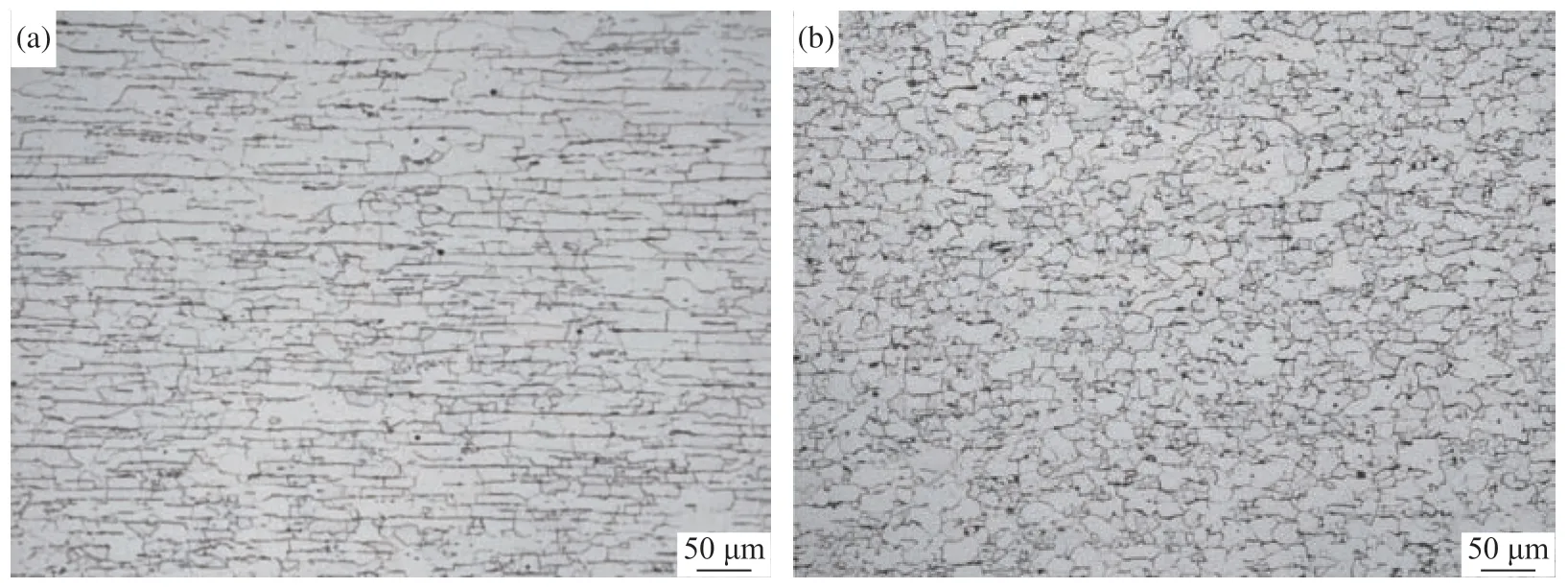
图3 开裂钢卷的金相组织:(a)表层组织;(b)心部组织
终轧温度较低而且终轧温度波动大,精轧温度最低值<800 ℃,钢卷在两相区轧制,导致混晶,恶化延伸率[3]。带钢表面受到冷却水影响温度更低,同时由于轧辊与带钢摩擦形成剪切力,导致带钢在全铁素体区轧制,冷却后表层形成条带状铁素体组织。
压缩机外壳下壳体的凸台边缘变形最大,对性能尤其是延伸率要求高。如果材料延伸率低或者组织不均匀存在混晶,粗晶区容易导致应力集中,在变形最大处出现减薄、隐裂或开裂。因此需要在提升延伸率的同时均匀组织,消除混晶。
同时,塑形应变比r值也是衡量板材成形性能重要的指标之一,反映了在冲压成形过程中材料抵抗厚度方向减薄的能力。r值越大的材料越不易变薄,成形过程越不容易产生局部减薄和裂纹。赵鸿金等[4]认为,终轧温度和卷取温度对r值有重要的影响,在大量实验数据的基础上进行了回归模拟分析。

因此,提高终轧温度不仅能够均匀组织,增大延伸率,同时能够提高r值,进而改善材料的成形性能。
工艺改进实验
根据开裂试样分析结果,在1580 热轧产线进行低碳酸洗钢SPHC-P 工艺实验。实验目的是提高薄规格终轧温度,改善产品力学性能。提高中间坯厚度(34 mm 提高到38 mm),投用热卷箱,关闭机架间冷却水,确保精轧终轧温度(890±20) ℃,避免在两相区轧制而形成混晶。投用轧制润滑,减轻表层和心部组织差异,均匀带钢厚度组织。
热轧工艺
本次实验保持低碳酸洗钢SPHC-P 成分不变,仅进行热轧工艺调整,实验方案和执行结果见表3。

表3 低碳酸洗钢SPHC-P 工艺改进方案
改进工艺后,低碳酸洗钢的终轧温度明显升高,终轧温度在872~905 ℃范围内,平均温度889 ℃,均高于Ar3,避免了在两相区轧制。卷取温度665~700 ℃,平均温度685 ℃,卷取温度较高,有利于热轧组织的均匀和粗化。
优化后组织
改进工艺后,对热轧卷进行取样进行组织观察。从图4 中可以看出,经过热轧工艺优化,低碳酸洗钢SPHC-P 得到以铁素体+渗碳体为主的组织,晶粒度表层9 级,心部为8.5 级,组织均匀无混晶。
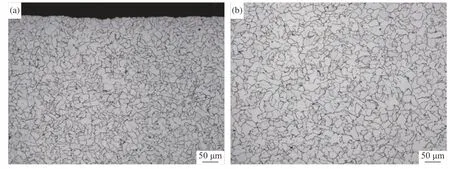
图4 工艺优化后金相组织:(a)表层组织;(b)心部组织
优化后性能
改进工艺热轧卷酸洗平整后,取拉伸试样进行力学性能测试,结果见表4。优化后低碳酸洗钢的屈服强度为231 MPa,延伸率为44.5%,屈强比0.64。屈服强度和屈强比降低,延伸率和r值增加,提高了冲压成形过程中的应变能力。

表4 低碳酸洗钢SPHC-P 优化后力学性能
试用效果
优化工艺后的低碳酸洗钢SPHC-P 在同一用户进行同型号压缩机外壳下壳体的冲压,成形效果见图5。现场冲压600 件压缩机外壳下壳体,成形效果良好,无明显减薄、隐裂和开裂问题,完全满足用户要求。

图5 压缩机外壳下壳体冲压后无开裂
结束语
低碳酸洗钢SPHC-P 开裂钢卷的成分合格,表层形成条带组织和心部局部混晶,带钢厚度方向组织差异大、不均匀,导致延伸率和r值较低是本次压缩机下壳体开裂的主要原因。终轧温度低,机架间冷却水量大,表层在铁素区轧制,心部在两相区轧制,是造成组织差异大的原因。通过增加中间坯厚度、关闭机架间冷却水、投用热卷箱和润滑轧制等措施,提高终轧温度,均匀带钢组织,提高延伸率和r值,解决了酸洗板SPHC-P 冲压开裂问题。
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
钣金与制作(2022年5期)2022-06-09
机电信息(2022年9期)2022-05-07
中国应急管理科学(2022年1期)2022-04-18
小天使·二年级语数英综合(2021年5期)2021-07-11
科教新报(2020年15期)2020-10-21
滇池(2017年5期)2017-05-19
中学化学(2017年2期)2017-04-01
家庭科学·新健康(2015年6期)2015-06-04
中国科技纵横(2015年4期)2015-04-14
