带式输送机小半径转弯装置在煤矿运输中的应用
2022-06-11 00:24袁扬
河南科技 2022年10期
袁扬

摘 要:为了简化系统环节,降低运行成本,提高运输系统的稳定性和生产效率,以鹤煤八矿143胶带上山主运输系统为例,提出小曲率半径转弯装置运输与传统皮带搭接运输两种解决方案。并从运输效率、经济效益及优缺点等方面进行对比分析,最终确定采用小曲率半径转弯装置作为143胶带上山主运输转弯方式,并运用理论计算法对此运输系统的带式输送机进行了选型设计。结果表明,143胶带上山主运输系统采用小曲率半径转弯装置变向转弯输送,提升了煤矿主运输系统的运输效率,改善了运输系统的可靠性,后期运营维护成本降低10%,故障点少,降低了生产成本,每年为企业创造经济效益约500万元。
关键词:143胶带上山;小曲率半径转弯装置;变向转弯输送;选型设计
中图分类号:TD524 文献标志码:A 文章编号:1003-5168(2022)10-0047-04
DOI:10.19968/j.cnki.hnkj.1003-5168.2022.10.010
Application of Small Radius Turning Device of Belt Conveyor in Coal Mine Transportation
YUAN Yang
(Zhong Yun International Engineering Co.,Ltd.,Zhengzhou 450000,China)
Abstract:In order to simplify the system links,reduce the operation cost and improve the stability and production efficiency of the transportation system,taking the 143 belt up the mountain main transportation system of Hemei No.8 Coal Mine as an example,two solutions of small curvature radius turning device transportation and traditional belt lap transportation are put forward. Through the comparative analysis of transportation efficiency,economic benefits,advantages and disadvantages,it is finally determined to use the small curvature radius turning device as the main transportation turning mode of 143 belt up the mountain,and the theoretical calculation method is used to select and design the belt conveyor of the transportation system. The results show that the main transportation system of 143 belt up the mountain adopts the turning device with small curvature radius to change to turning transportation,which improves the transportation efficiency of the main transportation system of the coal mine and improves the reliability of the transportation system. In the later stage,the operation and maintenance cost is reduced by 10%,the number of fault points is less,the production cost is reduced,and the economic benefit for the enterprise is about 5 million yuan every year.
Keywords: 143 tape up the mountain;small curvature radius turning device;change direction and turn conveying;lectotype design
0 引言
随着煤矿综采、综掘朝着机械化和智能化方向发展,井下主運输设施对煤矿生产效率的影响也越来越重要。要提高煤矿生产效率就必须优化主运输系统,在井下以最短的时间利用最佳的运输方式使煤炭提升至地面,从而实现煤矿井下主运输系统的智能化运行[1-3]。传统的带式输送机物料只能在直线内输送,若输送线路改变方向,需要两部输送机相互搭接才能实现,从而限制了主运输系统的生产效率,故障点会相应增加。以往的研究主要限于对转弯装置的结构及胶带机设计计算等进行研究,如吴振涛等[4]对DZ-Ⅳ型带式转向装置的基本结构、特性参数、使用范围进行了介绍;王国清等[5]介绍了DTL80/30/2×450带式输送机的主要技术要求和设计计算;孙威威[6]分析了煤矿胶带机转弯装置的主要技术特点与性能,并提出胶带机转弯装置的保障措施。
笔者以鹤煤八矿143胶带上山主运输系统为例,介绍了小曲率半径转弯装置运输与传统皮带搭接运输两种解决方案,并从运输效率、经济效益及优缺点等方面进行对比分析,最终确定采用小曲率半径转弯装置更适合作为143胶带上山的主运输系统,并运用理论计算法对此运输系统带式输送机进行了选型设计。
1 运输系统概况
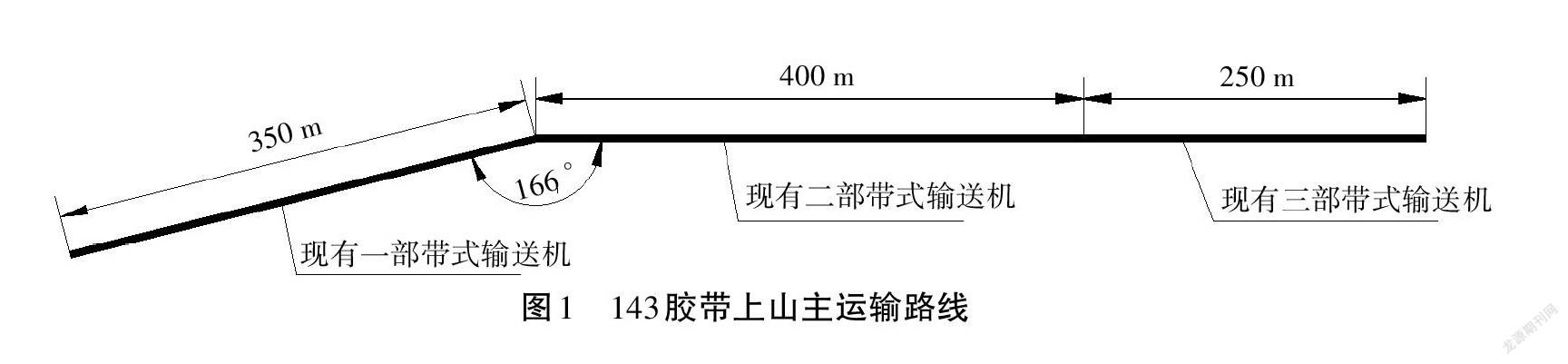
鹤煤八矿现有143胶带上山主运输系统总长约1 000 m,2002年铺设安装了三部带式输送机进行搭接运输,担负整个矿井原煤的运输任务,是矿井主煤流运输线。其中二、三部带式输送机所在的巷道为一条直线,与一部带式输送机斜巷有166°的折角转弯,如图1所示。现已安装143胶带上山一、二、三部带式输送机均为DTL100/2×90型,总长约为1 000 m,倾角为14°~19°(平均为17°)。位于下部的143胶带上山三部带式输送机尾部从煤仓下口给煤机接料,经二部、一部带式输送机转载后卸至现有带式输送机系统。
自2019年底鹤煤八矿南煤北运成功改造后,井下煤炭的运输方式由原通过南翼胶带运输线运输改为由143胶带上山运输线运输,由此造成143胶带上山主运输系统带式输送机设备的负荷增加,由于设备老化导致经常会出现压死或损坏现象,目前已无法满足矿井正常生产的需求。
由于运输距离较长,需要简化系统环节,降低运行成本,提高系统稳定性和运输效率,改善运输系统的运行安全,进行多方案研究和设备选型设计则成为提升运输效率的关键。
2 转弯方式的选择
结合矿井生产能力及现有143胶带上山一部、二部和三部带式输送机布置现状,对转弯处提出以下两个改造方案。一是通过小曲率半径转弯装置实现胶带机的变向输送;二是通过新铺设两条带式输送机相互搭接实现转弯。
143胶带上山主运输系统转弯方式的选择应优先考虑由单一运输方式组成的主运输系统,尽可能简化系统环节,降低运行成本,提高系统稳定性和运输效率,进一步提升矿井的“四化”水平。对比以上两种转弯方式,由于143胶带上山的巷道转角为14°,转角较小,通过小曲率半径转弯装置实现胶带机的变向输送更具优势。143胶带上山带式输送机中部转弯通过一组由中间转弯段和前、中、后部过渡段托辊组成的成套小曲率半径自然转弯装置来实现带式输送机自然转弯输送物料。
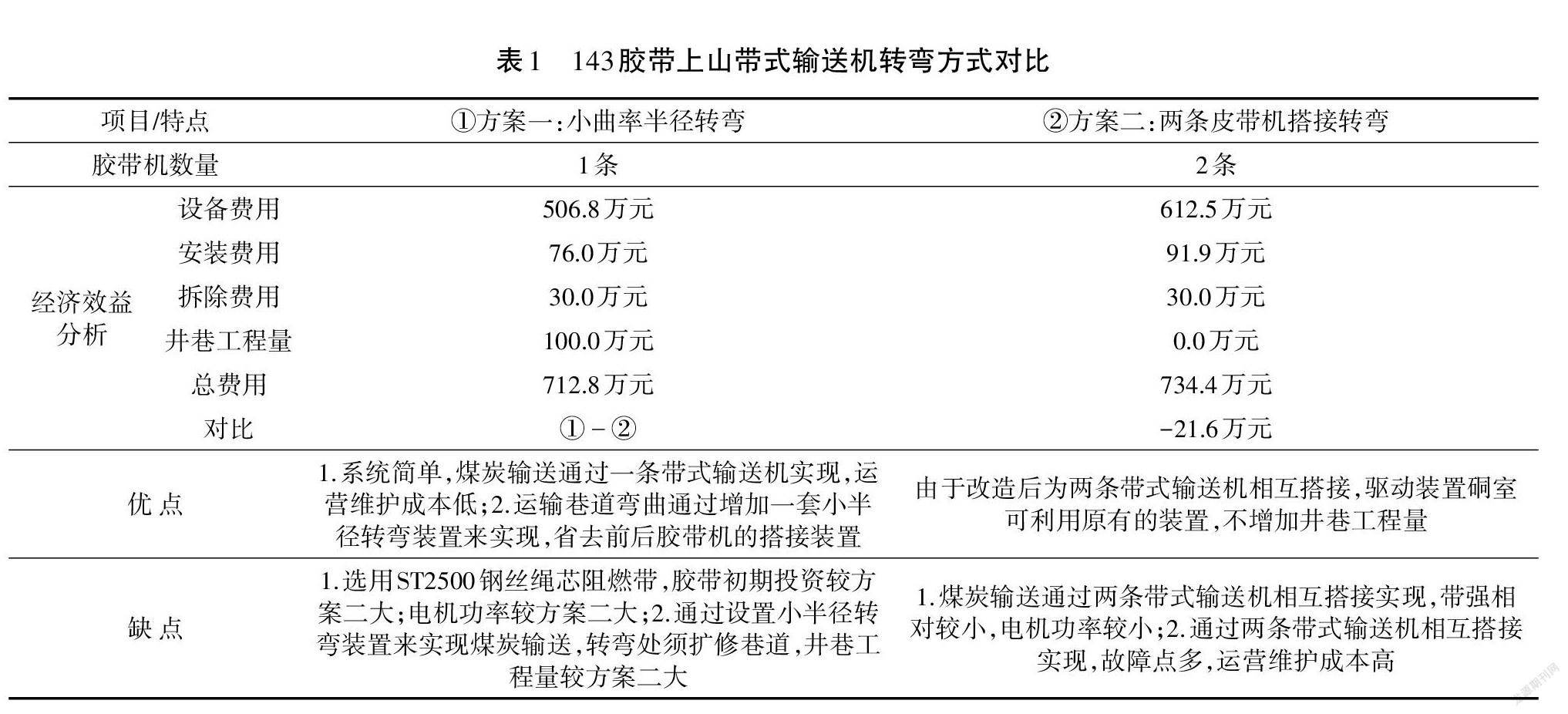
143胶带上山带式输送机转弯方式对比见表1。综合考虑,本研究中优先选用方案一。
3 143胶带上山带式输送机选型设计
矿井井型为0.9 Mt/a,工作制度为年工作330 d,日提升18 h。通过理论计算法进行选型计算。
3.1 初定设计参数
根据矿方提供的相关资料,输送能力Q=500 t/h,设计暂按机长为1 000 m、倾角为15°~20°进行选型计算,其中倾角15°的段长为680 m;倾角20°的段长为320 m。上托辊间距ao=1.2 m,上托辊槽角为35°。下托辊为V形托辊,间距au=3.0 m。上下托辊辊径为133 mm。
3.2 計算圆周驱动力和传动功率
驱动圆周力的计算方式见式(1)。
Fu=CFH+FS1+FS2+FSt+FN (1)
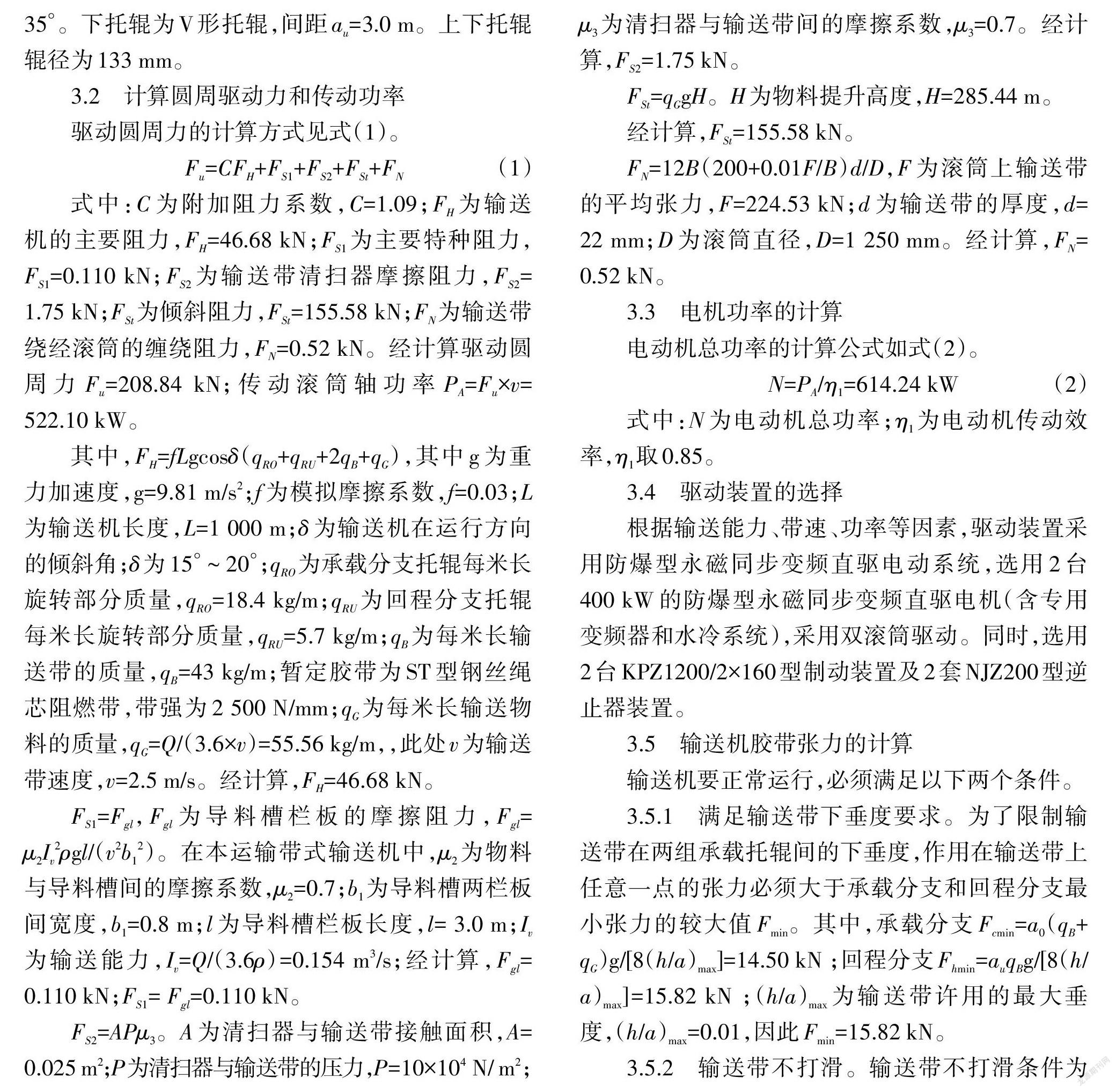
式中:C为附加阻力系数,C=1.09;FH为输送机的主要阻力,FH=46.68 kN;FS1为主要特种阻力,FS1=0.110 kN;FS2为输送带清扫器摩擦阻力,FS2=1.75 kN;FSt为倾斜阻力,FSt=155.58 kN;FN为输送带绕经滚筒的缠绕阻力,FN=0.52 kN。经计算驱动圆周力Fu=208.84 kN;传动滚筒轴功率PA=Fu×v=522.10 kW。
其中,FH=fLgcosδ(qRO+qRU+2qB+qG),其中g为重力加速度,g=9.81 m/s2;f为模拟摩擦系数,f=0.03;L为输送机长度,L=1 000 m;δ为输送机在运行方向的倾斜角;δ为15°~20°;qRO为承载分支托辊每米长旋转部分质量,qRO=18.4 kg/m;qRU为回程分支托辊每米长旋转部分质量,qRU=5.7 kg/m;qB为每米长输送带的质量,qB=43 kg/m;暂定胶带为ST型钢丝绳芯阻燃带,带强为2 500 N/mm;qG为每米长输送物料的质量,qG=Q/(3.6×v)=55.56 kg/m,,此处v为输送带速度,v=2.5 m/s。经计算,FH=46.68 kN。
FS1=Fgl,Fgl为导料槽栏板的摩擦阻力,Fgl=μ2Iv2ρgl/(v2b12)。在本运输带式输送机中,μ2为物料与导料槽间的摩擦系数,μ2=0.7;b1为导料槽两栏板间宽度,b1=0.8 m;l为导料槽栏板长度,l= 3.0 m;Iv为输送能力,Iv=Q/(3.6ρ)=0.154 m3/s;经计算,Fgl=0.110 kN;FS1= Fgl=0.110 kN。
FS2=APμ3。A为清扫器与输送带接触面积,A=0.025 m2;P为清扫器与输送带的压力,P=10×104 N/ m2;μ3为清扫器与输送带间的摩擦系数,μ3=0.7。经计算,FS2=1.75 kN。
FSt=qGgH。H为物料提升高度,H=285.44 m。
经计算,FSt=155.58 kN。
FN=12B(200+0.01F/B)d/D,F为滚筒上输送带的平均张力,F=224.53 kN;d为输送带的厚度,d=22 mm;D为滚筒直径,D=1 250 mm。经计算,FN=0.52 kN。
3.3 电机功率的计算
电动机总功率的计算公式如式(2)。
N=PA/η1=614.24 kW (2)
式中:N为电动机总功率;η1为电动机传动效率,η1取0.85。
3.4 驱动装置的选择
根据输送能力、带速、功率等因素,驱动装置采用防爆型永磁同步变频直驱电动系统,选用2台400 kW的防爆型永磁同步变频直驱电机(含专用变频器和水冷系统),采用双滚筒驱动。同时,选用2台KPZ1200/2×160型制动装置及2套NJZ200型逆止器装置。
3.5 输送机胶带张力的计算
输送机要正常运行,必须满足以下两个条件。
3.5.1 满足输送带下垂度要求。为了限制输送带在两组承载托辊间的下垂度,作用在输送带上任意一点的张力必须大于承载分支和回程分支最小张力的较大值Fmin。其中,承载分支Fcmin=a0(qB+qG)g/[8(h/a)max]=14.50 kN ;回程分支Fhmin=auqBg/[8(h/a)max]=15.82 kN ;(h/a)max為输送带许用的最大垂度,(h/a)max=0.01,因此Fmin=15.82 kN。
3.5.2 输送带不打滑。输送带不打滑条件为S1≥Fumaxeμα/(eμα-1)。其中Fumax为启动工况传动滚筒圆周力,采用可控张力拉紧装置时Fumax=Fu/2;驱动滚筒的围包角a1=170°,a2=200°;μ为输送带与传动滚筒的摩擦系数,μ=0.25。
S3=S4>Fmin=15.82 kN,取S3=S4=20 kN。
S1=S4+(qRO+qB+qG)fLgcosα+FSt+qBHg=328.95 kN
S1-2=S1-Fu1max=224.53 kN
S2=S1-2-Fu2max=120.11 kN
S1/S1-2=1.47≤[eμα1]=2.1
S1-2/ S2=1.87≤[eμα2]=2.4
式中:eμα为尤拉系数。
根据以上计算可知,满足不打滑要求。输送机胶带的最大张力Smax=328.95 kN,胶带的安全系数SA=7.6。参照2021年3月1日开始实施的《带式输送机工程技术标准》(GB 50431—2020),当采用钢丝绳芯输送带时,安全系数宜取7~9,所以选用ST2500型钢丝绳芯输送带满足生产使用要求。根据传动滚筒传递扭矩及合力要求,选用传动滚筒直径ϕ为1 250 mm。
3.6 拉紧装置的选择
选用ZYJ-100/16.5D型液压自动张紧装置,最大拉紧行程为20 m,张紧力为100 kN。
3.7 根据选型计算
确定143胶带上山带式输送机主要技术参数为B=1 000 mm,Q=500 t/h,v=2.5 m/s,L=1 000 m,δ=15°~20°;胶带为ST型钢丝绳芯阻燃带,带强为2 500 N/mm;电机功率为N=2×400 kW,2套;制动器为KPZ-1200/2×160型,2套;逆止器为NJZ200型,2套;液压自动张紧装置为ZYJ-100/16.5D型,1套。带式输送机采用防爆永磁同步变频直驱电机,并配备防打滑保护装置、烟雾保护装置、温度保护装置、堆煤保护装置、自动洒水装置、防跑偏保护装置、断带保护装置、双向拉绳开关等。
4 结语
①143胶带上山带式输送机转弯巷道采用小曲率半径转弯装置,省去了前后胶带机搭接装置,从而提高原有运输系统的安全可靠性。
②小曲率半径转弯装置实现了从装运到卸载的一条龙不转载运输,大大提高了运输效率。
③现有带式输送机本体支架及托辊可利用,新购驱动装置、转弯装置及配套的滚筒、电控即可满足使用要求,减少投资,提高重复利用率。
④采用小曲率半径转弯装置转弯,前期较传统搭接运输少投入21.6万元,后期运营维护管理费用降低10%,故障点少,降低了生产成本,每年为企业创造经济效益约500万元。
参考文献:
[1] 季益义,刘传令.带式输送机任意角度转弯装置的研究[J].煤矿机械,2019(4):96-97.
[2] 北京起重运输机械设计研究院.DTⅡ(A)型带式输送机设计手册[M].北京:冶金工业出版社,2013.
[3] 王国清,蒲海峰,钟俞先.带式输送机平面小半径转弯装置设计应用[J].煤矿机电,2021(3):82-84.
[4] 吴振涛,周明星.DZ-Ⅳ型带式转向装置在煤矿运输中的应用与分析[J].河南科技,2013(12):86,97.
[5] 王国清,黎亮.带式输送机一带三运的设计应用[J].煤矿机械,2015(9):251-253.
[6] 孙威威.煤矿胶带机转弯装置的研究与应用[J].能源与环保,2019(10):133-135.
猜你喜欢
科海故事博览·下旬刊(2022年4期)2022-05-07
科技创新导报(2019年16期)2019-11-13
世界家苑(2018年6期)2018-07-23
东方教育(2017年19期)2017-12-05
读写算·教研版(2016年19期)2017-04-17
湖南师范大学学报·自然科学版(2016年3期)2016-06-25
企业文化·下旬刊(2016年5期)2016-06-04
科技视界(2016年4期)2016-02-22
城市建设理论研究(2014年37期)2014-12-25
新高考·高一物理(2014年4期)2014-09-17