
福建某电站2#机转子磁轭与磁极冲片断裂原因剖析及处理
2022-06-14 02:16李兴邦
上海大中型电机 2022年1期
李兴邦
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
0 引言
福建某电站是福建穆阳溪梯级电站的第二级电站,与上一级芹山水电站相距19.5 km。机组总体布置采用立轴悬式三导(上、下及水导轴承)结构。发电机结构型式为全封闭双路径自循环旋转挡风板无风扇端部回风空气冷却三相凸极同步发电机。
1 技术参数
发电机主要技术参数如下。
容量:138.889 MVA
额定功率:125 MW
额定功率因数:0.9(滞后)
旋转方向:俯视顺时针
额定电压:15.75 kV
额定电流:5 091.3 A
额定频率:50 Hz
效率:98.44%
额定转速:428.6 r/min
飞逸转速:707 r/min
相数:3
接线方式:2Y
定转子绕组绝缘等级:F
推力负荷:300 T
冷却方式:全空冷
飞轮力矩GD2:≥1 800 t·m2
发电机正常运转时,转子磁轭受到扭矩、磁极以及磁轭本身离心力的作用[1]。转子外径为φ4 272 mm,转子支架立筋高2 590 mm,转子装配由转子支架及主轴、转子磁轭、磁极线圈、磁极铁心、阻尼绕组等组成,为一根轴结构。转子装配图如图1所示。
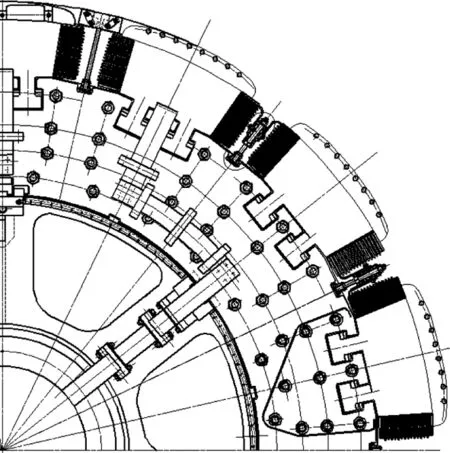
图1 转子装配图
转子磁轭由3 mm厚的NKHA780钢板先冲制后叠压而成,在工地叠压成整体。为提高磁轭整体性并使拉紧螺杆受力均匀,保持键槽垂直,采用了正反向叠片的方法,用工具螺杆分段压紧,最后用拉紧螺杆紧固以形成一体。磁轭设置8个40 mm宽的径向通风沟,并且在冲片接缝处留有通风间隙,它们与转子支架联合,一起作为发电机闭路通风系统所需要的风道。
磁轭与转子支架采用径、切向复合键结构连接。径向凸键与转子支架之间的设计紧量为0.7 mm,凸键打紧紧量按保证机组转速1.15倍额定转速时过速分离计算,保证了正常运行时传递扭矩和过速时转子支架轴心不变。副键在磁轭侧切向打紧,磁轭凸键与磁轭之间加垫片。
转子磁轭复合键结构如图2所示。该连接结构在任何工况、转速下都能够保证转子运行时的圆度、同心度和气隙均匀度,且做到不使转子重心偏移而产生振动,并有效地传递扭矩。转子装配质量的优劣,关系到机组的稳定运行[2]。
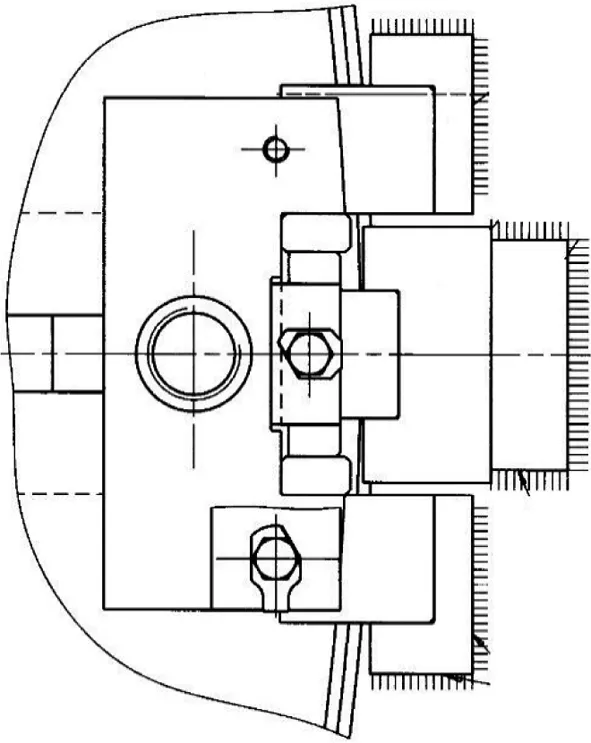
图2 转子磁轭复合键结构
转子磁极为向心结构,避免了传统磁极线圈离心力的侧向分量对线圈产生的有害变形,不需设置极间撑块,以利于励磁绕组通风散热。磁极极靴采用5段圆弧,使定、转子间气隙均匀,优化了气隙磁场波形,提高极靴强度,减少了励磁安匝数,提高了励磁绕组的利用率。
磁极铁心由2.0 mm厚高强度合金钢板叠压而成,两端压板为整锻结构,通过拉杆压紧。采用可靠的装压工艺,可保证片间压力和整体性。磁极采用两T尾,每个T尾两对磁极长键与磁轭固定,这种结构可以保证定转子气隙的均匀。
磁极的结构设计可满足在拆卸和更换磁极时不必吊转子。磁极线圈采用4.75 mm×100 mm铜排焊接而成,采用带有散热匝的新结构,使散热条件得到改善,有效降低线圈温升。匝间采用F级绝缘。
2 2#机转子磁轭及磁极冲片断裂情况介绍
电站检修时发现,2#机的磁极极间连接被拉直,表明磁极存在松动,产生了切向位移。现场拔出磁极进行检查后发现有部分磁极键点焊处和磁极定位螺栓点焊处存在开裂现象,且几乎每个磁极T尾都存在裂纹。磁极T尾裂纹位置示意如图3,磁极冲片裂纹如图4所示。
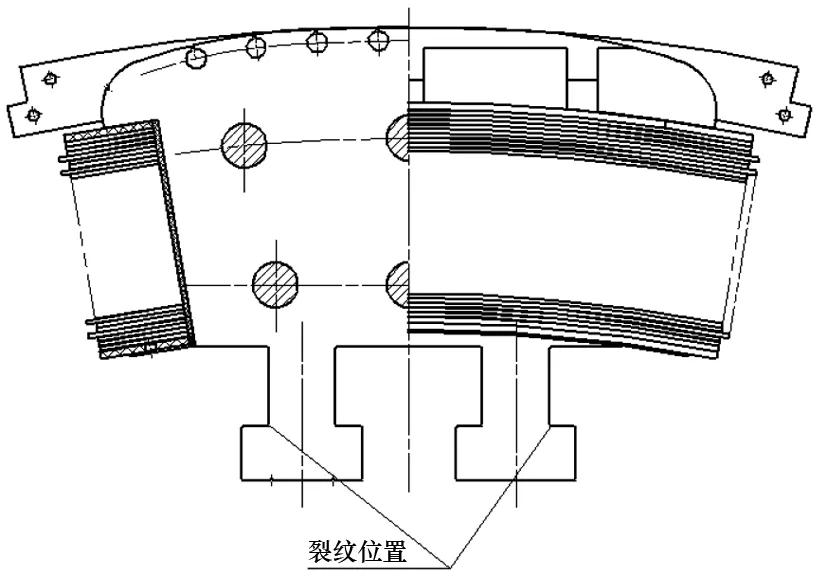
图3 磁极T尾裂纹位置示意

图4 磁极冲片裂纹
现场拆磁极后发现磁极键基本上均未打到位,并存在不紧情况。拔出#11磁极T尾的4组磁极键后,发现第1、3组磁极键打入深度比基准键短约500 mm和437 mm。后续依次拔出#10、#5、#14磁极后,发现磁极键打入深度均比基准键短的现象。
拆出磁极后观察相对应的磁轭T尾部分发现有几十毫米到几百毫米不等的高度存在裂纹。不同位置的磁极及磁轭裂纹程度不同。磁轭冲片裂纹如图5所示,磁轭通风冲片裂纹如图6所示。

图5 磁轭冲片裂纹

图6 磁轭通风槽片裂纹
3 分析问题及建议
该发电机磁轭所用的热轧薄板材料属于首次国产化材料,其材料性能可能会受当时制造工艺局限性的影响。为确定材料性能,拆下部分磁轭材料做相关拉伸力学性能试验。共做三组试验,试验结果见表1。
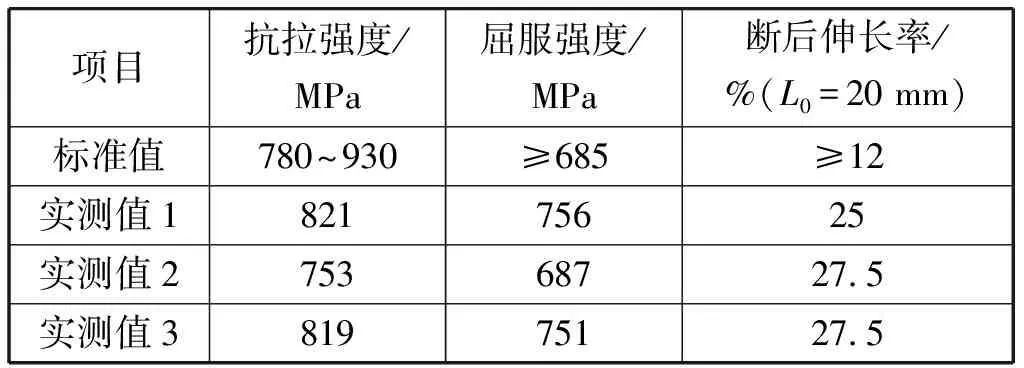
表1 磁轭材料做相关拉伸力学性能
从试验结果看,三组数据中,仅第二组试验实测的抗拉强度略低,其余均满足材料标准要求。考虑到电站已运行15年了。所以,磁轭材料基本上满足要求。
磁轭磁极离心力是磁极磁轭T尾应力的主要来源。磁极离心力通过磁极键作用在T尾上,磁极键打键深度,T尾与磁极键接触面积大小对T尾应力均有影响。根据现场拆解后磁轭、磁极的实际情况,对机组运行过程中磁极、磁轭以下两种可能存在的受力情况进行强度分析。
(4)公曰:“然则後世孰将[把]齐国?”对曰:“服牛死,夫妇哭,非骨肉之亲也,为其利之大也。欲知[把]齐国者,则其利之者邪?”(战国《晏子春秋》)
(1) 设计受力状态,即磁极键打入长度为设计长度、T尾与磁极键接触面为100%;磁轭副键打入长度为设计长度、T尾与磁轭副键接触面为100%。
(2) T尾与磁极键、磁轭副键总接触面积过小或局部受力过大时的磁极、磁轭受力状态。即磁极键打入长度均为设计长度,但T尾与磁极键总接触面积过小或局部受力过大,T尾与磁极键接触面积按总接触面积的2/3考虑。
福建某电站磁极、磁轭强度分析采用有限元方法。根据磁极、磁轭的对称结构及受力特点,磁极、磁轭应力计算可简化为周期对称的平面应变问题处理。
经计算,磁轭、磁极最大应力均位于T尾圆角处。平均应力、许用应力和最大应力见表2,磁极磁轭的最大应力点疲劳损耗计算结果见表3。
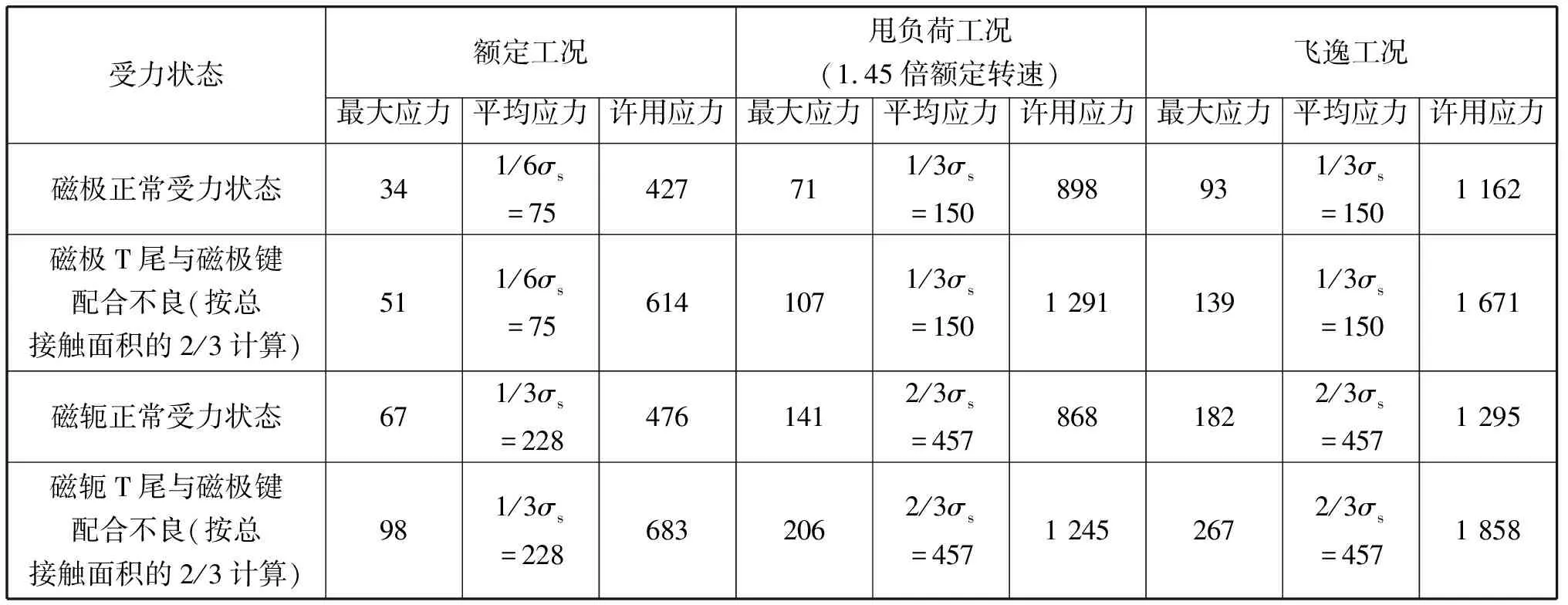
表2 磁轭磁极应力计算结果汇总表 单位:MPa

表3 磁极磁轭最大应力点疲劳损耗计算结果汇总表 单位:%
从转子结构进行分析,当机组进行甩50%以上负荷时,机组的转速已超过了径向紧量的机组转速(1.15倍额定转速),转子支架和磁轭会发生分离。机组转动部分振动,磁轭沿切向方向发生微量移动,造成磁轭键和磁极键松动。
从计算结果来看,福建某电站磁轭磁极T尾断裂是由于磁轭、磁极T尾与磁极键总接触面积过小或局部受力过大导致。在磁极键深度不足的磁极上这种情况可能更加严重,从现场拆解的情况也可以验证这一点。现场对发电机转动部分进行检查发现,磁轭副键也有松动现象。
(1) 对磁轭材料进行力学性能试验,材料力学性能基本满足标准要求。
(2) 从计算结果看,两种受力状态下,磁轭、磁极T尾危险截面平均应力均小于许用值,满足静强度要求。采用经典计算公式,磁极和磁轭危险截面计算应力均大于1.5的安全系数,满足使用要求。
(3) 正常受力状态磁轭、磁极最大应力点疲劳损耗小于1,满足疲劳强度要求。T尾与磁极键总接触面积过小或局部受力过大时磁轭、磁极最大应力点疲劳损耗均大于1,存在疲劳破坏风险。
根据IEC 63132-2:2020Guidance for installation procedures and tolerances of hydroelectric machines-Part 2:Vertical generators要求,转子支架和磁轭间应有紧量。
转子磁轭和磁极冲片断裂的根本原因是磁轭叠装及磁极挂装质量不好导致。转子磁轭装配质量不佳,进而引起的磁轭热加垫的厚度未能满足设计紧量要求。致使机组转速未达到分离转速时磁轭就与转子支架分离了。
磁轭叠装及热打键后,磁轭副键切向打键未按要求打紧,磁轭副键与磁轭键槽接触面未能全部贴紧。磁极键研磨不到位,虚接触面积偏大。磁轭和磁极冲片断裂事故的教训极为深刻,相对于40年的机组设计寿命,电站仅运行了15年时间就达到了生命周期末年。
建议:
(1) 机组安装时根据DL/T 5230—2009《水轮发电机转子现场装配工艺导则》7.12.7 3中要求磁轭热打紧键后,打紧磁轭副键。等磁轭自然冷却后,再拔出副键,检查、修理其接触面应达70%以上;在其各工作面涂二硫化钼润滑脂后,再用大锤在凸键两侧对称打紧。
(2) 根据DL/T 507—2014《水轮发电机组启动试验规程》要求:6.5.5过速试验停机后应进行如下检查:a)全面检查发电机转动部分,如转子磁轭键、磁极键、阻尼环及磁极引线、磁轭压紧螺杆等有无松动或移位。
(3) 机组检修时,按照DL/T 817—2014《立式水轮发电机检修技术规程》7.2.1中要求转子在机坑内的检查,应符合以下要求:磁极键和磁轭键无松动,点焊无开裂。7.2.2机坑内磁极的拆装,应符合以下要求:磁极键打入后其配合面接触良好,用手摇晃不动,磁极键打入深度不小于磁极铁心高度的90%。
磁极键打入完成后,其上端留出200 mm左右的长度,下端键头应割至与磁极铁心底面平齐。7.2.3转子吊出检修后应达到以下要求:磁极键和磁轭键无松动,点焊无开裂。C修的转子检修项目:转子机械部分清扫、检查、消缺(含紧固件、销钉、焊缝及风扇等部件)。
B修的转子检修标准项目:转子磁轭键、磁轭卡键检查、处理;磁极固定件检查、处理;特殊项目磁轭键修复。A修的转子检修标准项目:转子圆度及磁极标高测定、调整;特殊项目磁轭重叠。
4 解决问题
由于发电机磁极铁心T尾部位存在不同程度的裂纹,从已经拆出的磁极发现磁极铁心都有10层以上冲片存在裂纹问题,机组运行存在安全隐患。所以,磁极铁心必须全部更换,以彻底解决磁极铁心存在的裂纹问题。
可以保留原机磁极线圈,更换所有极身绝缘和绝缘托板。原机磁极需返厂,拆卸磁极线圈,并检查磁极线圈状态,看是否存在开匝或绝缘损伤情况,检查磁极线圈引出线是否有裂纹。如果存在问题,需对线圈进行处理后才能使用。
磁极铁心进行相应优化,增加磁极加强键,以增加磁极刚度,并优化磁极受力较大点,提高材料强度等级。
由于发电机磁轭下端T尾部位存在不同程度的裂纹,机组运行存在安全隐患,在2#机检修过程中必须彻底处理进行更换,以确保机组安全可靠运行。转子装配时应严格按照国标GB/T 8564—2003《水轮发电机组安装技术规范》及电力标准的要求对质量进行可靠控制。
5 结论
福建某电站转子磁轭和磁极冲片发生断裂的主要原因是转子磁轭装配质量不佳、磁轭副键松动、磁极键不紧造成的。情况与巴基斯坦某电站4#机甩负荷后振摆不能恢复[3]和广东某抽蓄电站转子相位不稳[4]类似。转子装配的安装质量直接影响到机组的实际生命周期。
本文通过对福建某电站2#机转子磁轭和磁极冲片断裂问题的处理,对原因进行分析,并提出解决方案。转子的装配与机组的安全稳定运行密切相关。对其它常规高转速电站及抽蓄电站转子装配的安装与检修工作,具有一定的参考和借鉴作用。
猜你喜欢
防爆电机(2022年4期)2022-08-17
电力电容器与无功补偿(2022年2期)2022-04-22
中学生数理化·中考版(2021年12期)2021-12-31
防爆电机(2021年4期)2021-07-28
防爆电机(2021年3期)2021-07-21
防爆电机(2021年1期)2021-03-29
物理之友(2020年12期)2020-07-16
建材发展导向(2019年5期)2019-09-09
微特电机(2019年2期)2019-02-25
幼儿教育·父母孩子版(2017年9期)2017-11-15
