民用飞机已有修理的评估与处理
2022-06-19 16:59刘慧田
科技创新导报 2022年3期
刘慧田


摘要:本文总结了民用飞机金属结构常见修理方式,加强片修理的材料和紧固件选用的一般原则,在此基础上提出了对民用飞机金属蒙皮及金属结构已有修理(Existing Repair)的一般评估方法,包括对损伤修理形式、紧固件件号、切割区域尺寸、修补材料厚度等的合格判断原则,并举例说明了对不合格修理进行再次修理的一般方式,这对确保飞机的长期安全飞行有着极其重要的作用。
关键词:民用飞机金属结构已有修理评估
金属机身的民用飞机在运营一段时间后,机身蒙皮和结构不可避免地会出现各式各样的损伤,需要针对性地进行修理。
由于方方面面的原因,实际的修理结果与维修方案之间有时会出现偏差,或者有些维修根本就没按批准的方案进行,甚至有的维修方案根本就未经过审批。这些不合格的维修对飞机的正常运营造成了极大的安全隐患。随着飞机机龄的增加,已有修理的数量也逐渐增多,为保证飞机飞行安全,每隔一段时间对飞机所有已有修理进行一次全面的评估很有必要[1]。
本文的目的就是研究一种比较有效的已有修理评估方法。
1 结构修理中的加强片修理方法
要对民用飞机金属蒙皮及金属结构已有修理进行评估,首先要熟悉飞机金属结构的修理方法。整件更换和钻止裂孔等结构修理方法较为简单,这里只以常见的蒙皮单块加强片修理对结构修理做简单介绍。
1.1修理形式的确定
修理形式应首先参考批准的结构修理手册,对手册中未给出具体方案的修理,修理形式应参考手册中近似损伤的修理方案来确定。
1.2加强片材料及厚度的确定
加强片材料一般要求与被修理蒙皮相同或相近,厚度比被修理蒙皮厚一个级别。
1.3紧固件件号的确定
做修理时所用的紧固件一般选用損伤区域已有的永久性紧固件相近型号或高锁螺栓,直径一般选用与蒙皮上已有的紧固件相同或更大一号的尺寸[2]。
1.4紧固件数量的确定
紧固件件号确定后,再计算所需的紧固件数量。一般要求加强片在切除部分之外至少要有2排紧固件。
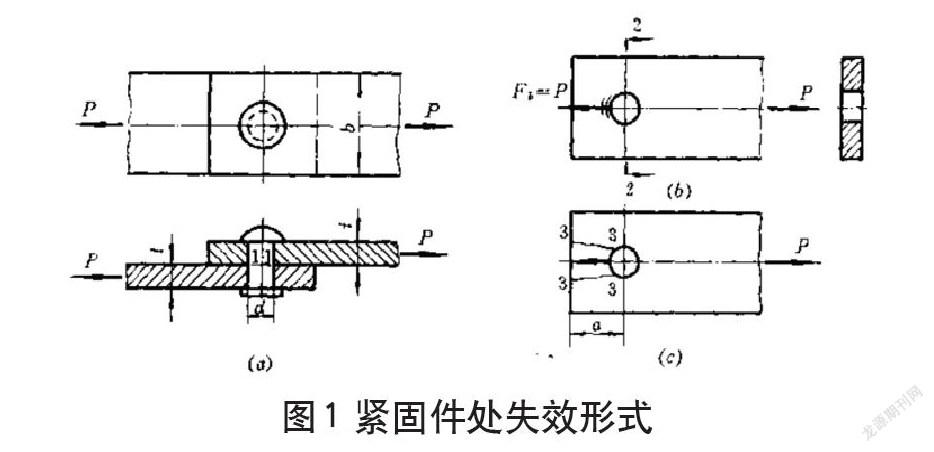
要确定紧固件数量,先要确定紧固件处失效形式。
根据材料力学知识可以知道,紧固件处有4种失效形式[2] (参见图1):
第一,紧固件被剪断。
第二,孔壁与紧固件接触面处在挤压应力作用下产生塑性变形。
第三,蒙皮在紧固件处沿2-2平面被拉断。
第四,蒙皮在紧固件处沿3-3平面被撕裂。
其中,第三种情况,在加强片厚度及紧固件孔距符合要求时可不考虑;第四种情况在紧固件边距大于2D时可避免。因此,只需考虑第一第二种情况。
分别计算2种情况时的材料强度,取二者中的小值来计算紧固件数量。以图2为例。
该金属蒙皮材料为2024-T351,厚度为0.063”,它被切除了宽2”、高1”的一块区域,需采用加强片进行修理。
这里采用材料相同,厚度为0.071”的铝合金板材制作加强片。紧固件选用MS20470AD5实心铆钉。
计算得出被切割蒙皮原先能承受的最大拉力为7938 lbs。MS20470AD5铆钉能承受的最大剪力为498 lbs,蒙皮能承受的最大挤压力为1152 lbs,取二者中的小值,即为498 lbs。乘以1.15的安全系数,计算得出所需紧固件数量为19颗[3]。
1.5加强片大小的确定
按照4D到6D的孔距排列铆钉,如铆钉不足2排,则需补齐。最后加上至少2D的边距,就能得出加强片的大小。
飞机上常见的结构,如T字、C字、工字、Z字、帽形结构等,都可以视为几个平面板材组合而成,对这些结构的受力可分解成几个平面,同样采用上述方法分别分析。
2 已有修理的评估及处理
2.1确定已有修理的方法
要对飞机已有修理进行评估,首先要确定飞机上哪些部位存在已有修理,目前一般采用以下两种方法。
2.1.1一般目视检查
通过目视检查来确定飞机存在的已有结构修理。目视检查的方法简单、直观,但容易遗漏一些比较隐蔽的修理。
2.1.2查询维修记录
维修记录是确定已有修理的最可靠的依据,但是维修记录不一定齐全,依靠维修记录也可能会遗漏部分已有的修理。
实际工作中要求同时采用上述两种方法来共同确定一架飞机已有修理的数量。
2.2已有修理的符合性评估方法
判断一个已有修理是否符合要求,首先要分析一个修理的关键要素,然后尽可能地将这些要素与修理方案一一进行对比,任一要素不符合,该修理即为不合格。
一般来说,民用飞机金属结构修理的要素主要包括修理形式、修理件材料、修理件厚度、紧固件件号、紧固件孔距、紧固件边距、切割区域尺寸、圆角半径等。
2.2.1修理形式评估方法
修理形式评估,即将实际修理与方案进行对比,评估修理的整体外观与手册等批准的方案是否相符。这种评估需对手册十分熟悉,并且了解该机所有超手册的修理方案[4]。
2.2.2紧固件件号的确定方法
已经安装好的永久性紧固件,一般很难判断其准确件号,但可以检查该紧固件头部尺寸及标志与方案中给出的紧固件是否相符,来大致判断该紧固件件号是否正确。
2.2.3孔距、边距、圆角半径的确定方法
切割区域的圆角半径可用半径规直接测量,铝合金材料一般要求圆角半径不小于0.5in。不同的紧固件,对紧固件的孔距和边距都有相应的要求。比如铝合金材料一般要求紧固件孔距为4D至6D,边距为2D,根据方案中的紧固件件号,计算出合格的孔距和边距,与实际修理进行对比,就可以判断孔距和边距是否合格。9A6913FA-FC8B-4A2A-B846-84731FD4E6E4
2.2.4修理件厚度的确定方法
对于已经安装在飞机上的修理件,一般无法使用卡尺、螺旋测微计等常规方法对其尺寸进行精确测量。
已经安装完成的加强片,若未确定该修理为不合格,但又不可能去进行拆除或破坏以便进行厚度测量,则必须在不对加强片造成任何损伤的情况下进行厚度测量,因此要采用无损检测方法。
检查材料厚度一般使用涡流检测和超声波检测。其中,涡流检测只适用于导电材料,而且受干扰影响的因素较多。而超声波检测灵敏度高,能准确确定缺陷的位置、形状,易于检测,仪器便于携带,對操作人员没有伤害。因此,推荐使用超声波方法对修理件进行原位厚度测量。
2.2.5切割区域尺寸的测量方法
如果损伤区域能够接近,则使用常规测量方法可测量其大小。对损伤区域无法接近的修理,比如内、外都有加强片,或外部有加强片,内部为密闭空间的修理,确定切割区域尺寸的方法太过复杂,一般不进行测量。
2.2.6修理件材料的确定方法
随便一块金属结构件,在没有任何记录的情况下要判断它的材料,一般来说是根本不可能的。但民航业采用的金属材料范围一般相对固定,这些材料的各种性能都已经有了公开的实验数据,一般只要对该材料进行硬度测试和导电性测试,两者综合对比,就可确定该材料的牌号。但这两种测试都需离位进行,而且硬度测试是一种破坏性的检测方法,无法应用于已安装的修理件[5]。实际评估时一般不对修理件的材料进行评估。
2.3不合格修理的处理
对不合格的修理,除非能够在原位通过局部处理就能符合修理方案要求外,否则需要拆除重做。重做时除要遵循一般修理的要求外,还应尽量减少对飞机原有结构的改变。
3 已有修理的评估及处理实例
图3为一个飞机货舱门框处蒙皮的已有修理。
查阅飞机图纸之后确定该处蒙皮件号为AGA7381-1,厚度为0.068in,材料为2024-T3 CLAD。其上面安装了2层加强片DOUBLER 2和DOUBLER 3,超声波检测得到DOUBLER 2的厚度为0.110in,DOUBLER 2的厚度为0.125in。
查询手册,确定了其修理参考的参考章节。但2个加强片的厚度都不满足相应要求,且该偏离没有批准记录,因此判定该修理不合格[6]。
拆除2个加强片后(见图4),发现切割区域的半径小于手册要求的最小半径1.0in要求。按手册要求的最小1.0in半径重新切割,按手册要求重新制作加强片,最终完成的修理如图5所示。
4结语
民航史上因修理不合格导致的空难事故发生过多起,例如被称为史上最惨空难的日航747空难,就是因为该机实际修理时少装了一排铆钉。如果能及时对该修理进行评估,此次事故或许就能避免。本文介绍了民用飞机金属蒙皮及金属结构已有修理的一般评估和处理方法,希望能为行业内此类工作提供参考。
参考文献
[1]刘彦波,郑蓝,贾宝惠.民用飞机直接维修成本分配模型研究[J/OL].航空工程进展:1-7[2022-01-24].
[2]侯立国,张春晓,刘翠,等.面向民用飞机运行的健康管理系统设计[J].武汉理工大学学报:信息与管理工程版,2020,42(03):233-238.
[3]魏士礼,钱一彬,刘杰.民用飞机技术出版物插图绘制研究[J].科技资讯,2021,19(20):13-15,18.
[4]沈新刚,田林,吕镇邦.民用飞机机载维护系统体系结构分析[J].航空科学技术,2020,31(9):24-29.
[5]詹绍正,宁宁,王丹,等.民用飞机结构无损检测数据管理系统的设计与开发[J].无损检测,2021,43(12):71-76.
[6]冯蕴雯,严浩,路成,等.基于B/S的民用飞机结构修理方案平台的设计与实现[J].航空工程进展,2021,12(6):117-126.9A6913FA-FC8B-4A2A-B846-84731FD4E6E4
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
河南科技(2021年27期)2021-11-28
军民两用技术与产品(2021年8期)2021-11-24
民用飞机设计与研究(2020年4期)2021-01-21
上海建材(2020年3期)2020-09-25
民用飞机设计与研究(2020年1期)2020-05-21
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2017年9期)2017-11-27
科技与创新(2016年21期)2017-02-14
民用飞机设计与研究(2015年3期)2015-12-07