
某天然气处理终端索拉C406压缩机解体检修技术总结
2022-06-21 10:24曾强叶仕生
机电信息 2022年12期
关键词:压缩机
曾强 叶仕生

摘 要:中海石油某天然气处理终端选用索拉透平公司Mars90燃气轮机驱动C406压缩机,为天然气增压外输提供动力。该机组运行已超15年,智能化项目激光气体泄漏检测系统监测发现压缩机端面存在泄漏。鉴于此,对泄漏原因进行现场排查分析,对压缩机进行解体维修,以突破国外厂家技术封锁,解决压缩机检修“卡脖子”技术难题,完成自主检修和技术创新总结。
关键词:燃气透平;压缩机;解体检修;运行测试
中图分类号:TE974 文献标志码:A 文章编号:1671-0797(2022)12-0080-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.12.022
0 引言
索拉透平公司是全球領先的工业燃气轮机制造商,其产品在全球范围的石油、天然气及发电项目的开发中扮演着重要角色。中海石油某天然气处理终端选用索拉透平公司Mars90燃气轮机驱动C406压缩机[1],为天然气增压外输提供动力。C406压缩机为筒式压缩机,索拉型号为C4066TEA-0287,压缩机转速13 000 r/min,六级压缩,入口压力3.5 MPa,出口压力7 MPa,天然气外输量460万m3/d。压缩机高压侧、低压侧均采用干气密封、辅助缓冲气密封的密封形式。
1 压缩机故障背景
该终端索拉压缩机已运行超15年,智能化项目激光气体泄漏检测系统投用,监测发现两台压缩机高压侧端面密封存在天然气泄漏。使用手持式红外测漏仪测得天然气泄漏浓度最大为11 270 ppm*m,使用传统便携式探测仪检测端盖处可燃气体浓度为90%LEL。干气外输压缩机是终端的核心设施,设备故障不仅会直接影响生产,天然气泄漏量继续增大的话,还可能会引起火灾爆炸,造成灾难性事故。因此,公司将其列入重点隐患进行跟踪解决。
经与索拉美国沟通,厂家给出了4种维修方案,但考虑到国际疫情形势的影响和现场安全生产的需求,最终双方没有就维修方案达成一致意见。厂家以技术保密为由,拒绝向现场提供维修方案和技术支持,强调必须由授权的厂家工程师进行维修。为推进关键机组自主检修、强化“卡脖子”技术攻关,公司决定开展自主解体检修,突破国外技术封锁。
2 故障分析诊断
2.1 C406压缩机端盖泄漏故障分析
公司多次组织技术力量讨论,剖析压缩机完工资料[2]和结构图纸[3],并查阅相关筒式压缩机参考文献[4]。考虑到压缩机已使用多年的实际情况,初步判断故障原因为高压侧端盖密封的四道静密封老化泄漏,同时干气密封、缓冲气密封也存在损伤失效的可能,现场随即下单采购维修所需备件和专用工具。
2.2 C406压缩机解体检修技术难点
(1)解体维修需要拆检干气密封、缓冲气密封、压缩机轴承、端盖以及附属仪器仪表,缺少厂家维修方案和技术支持;
(2)缺少装配参数,压缩机转速高达13 000 r/min,出口压力7 MPa,安装精度很高,定位尺寸为0.01 mm量级,稍有偏差就可能造成机组损坏,但厂家拒绝提供相关装配数据;
(3)解体压缩机需要使用大量专用工具,但厂家未提供使用说明,现场人员需要反复摸索尝试;
(4)压缩机为高速旋转机械,对中难度大,对中工艺要求极高。
3 压缩机故障维修和技术总结
3.1 机组解体拆检关键点
(1)拆卸连轴节:连轴节前后对齐位置做好标记,安装黄色压紧螺栓(注意压缩机端的螺栓是短的,齿轮箱端的黄螺栓是长的),压紧螺栓时要均匀上紧,有一定间隙后拆下连轴节,取出垫片。
(2)拆除振动探头和温度探头:拆掉探头底部固定法兰,从航空插座对接处拔出,用内六角松开底座固定板,用螺栓刀撬开航空插座下部,松开锁紧环取出航空插座,对线进行标记,使用专用工具将线分别拆除。
(3)拆卸靠背轮:先拆卸靠背轮锁紧螺母,使用专用工具FT44518,卡住锁紧螺母,使用扳手将非驱动端盘车位卡住,旋转拆除靠背轮锁紧螺母,注意压缩机不能反向旋转。使用专用工具FT44514套在轴上拧紧,再用中间顶丝顶出靠背轮。
(4)测量压缩机轴向窜动:压缩机非驱动端安装百分表,在驱动端盘车并用力往非驱动端推,测量最大的轴向窜动,记录数值后不要动百分表,作为后期回装依据。
(5)拆除轴承:拆开轴承座锁紧环螺栓,用顶丝将锁紧环顶出,用螺栓刀将轴承座保持环取出(顺序:右上左下),注意不要用力过大损坏保持环,并做好标记。安装专用工具FT44509-1,先安装后四根固定螺杆,将螺母套上,再安装FT44509-1,连接FT44509-3,上方安装吊装葫芦。FT44509-1内的6颗螺栓孔与轴承座螺栓孔对齐,上紧螺栓。均匀缓慢地将固定螺杆的螺母往外拧,拉出轴承座。
(6)拆卸缓冲气密封:安装专用工具FT44507-100,使用4颗螺栓固定。用3根长螺杆从圆盘B点拆入,对齐缓冲器密封螺栓孔并上紧,利用长螺杆缓慢均匀将缓冲器密封拔出。
(7)拆卸干气密封:拆除轴保护套FT44505,安装轴保护套工具FT44501。盘车对齐干气密封内环与外环的螺栓孔,安装干气密封拆装专用端盖,干气密封上有个定位销,检查确认螺栓孔已经对齐,上紧固定内六角螺栓。安装专用工具FT44507-100,使用长螺杆将干气密封拉出,检查干气密封,发现端面有轻微磨损,更换修复易损件。
(8)拆除压缩机端盖:拆除端盖锁紧环,拆除保持环并做好标记。安装专用工具FT44510,用3根长螺杆与端盖连接,缓慢均匀地将端盖拉出一点,安装吊装工具,调整好重心,将端盖拉出。
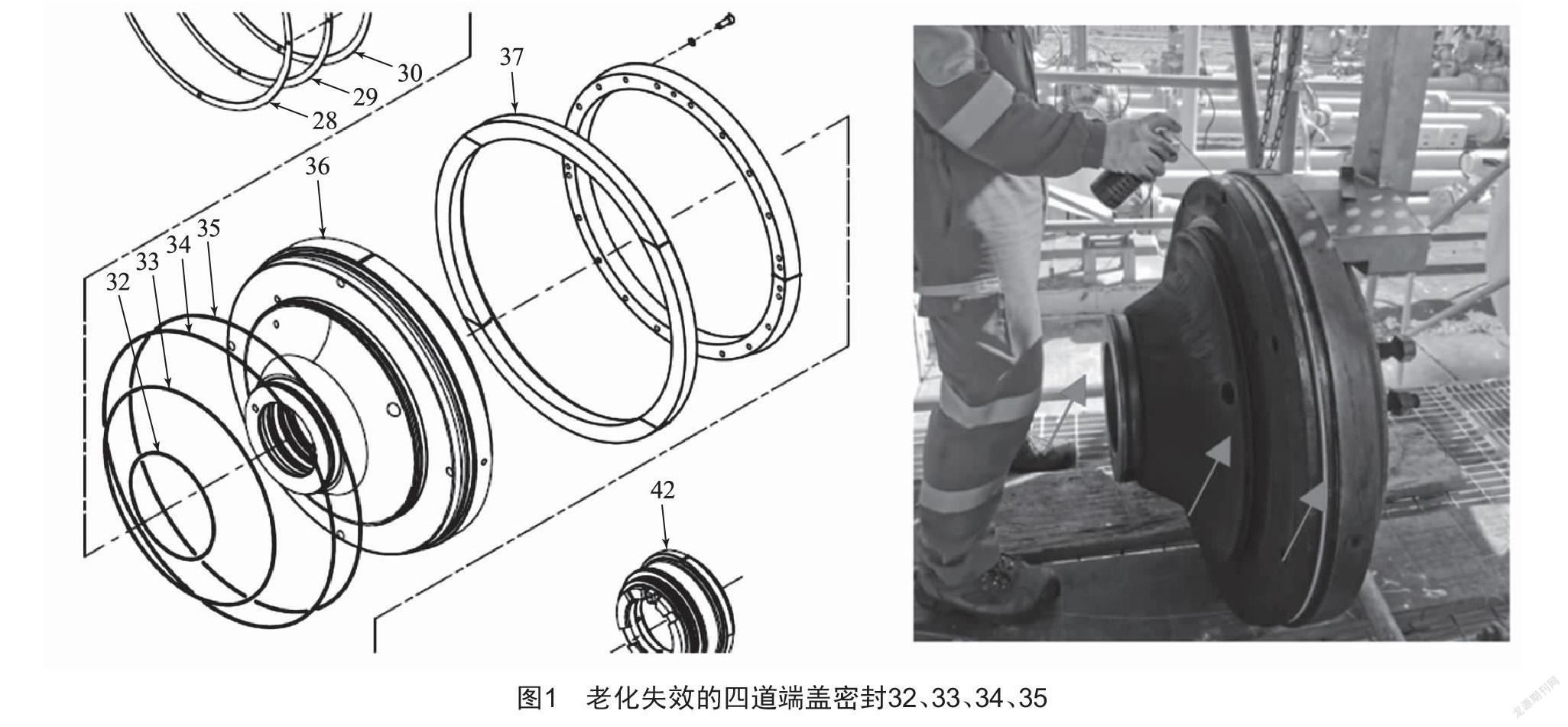
(9)对端盖密封、压缩机内部密封面进行检查:发现端盖四道密封明显老化变形,无弹性余量,拆出后无法恢复到原来形状,证实了失效推测。失效的密封如图1所示。
3.2 更换密封、回装机组
(1)测量端盖配合面到转子/定子模块组件后表面的距离N=66.64 mm,测量从排气端盖配合面到垫片配合面的距离M=68.44 mm,由M-N的尺寸加上0.005 in(0.127 mm)的值(68.44-66.64+0.127=1.927 mm)确定垫片的厚度,对垫片进行调整。
(2)回装端盖:对端盖进行清洁,更换端盖密封。在端盖和压气机排气端配合面喷Molycote 321,安装专用工具FT45510,将端盖吊起,注意定位销与端盖顶部对齐,使用顶丝在三点均匀推动,缓慢将端盖推进压缩机腔体内。
(3)回装干气密封:安装干气密封拆装盖板,内圈内六角螺栓松掉2~3圈,拉起放松盖板几次,确认弹簧动作正常,密封内部O圈没有被卡住,保持内六角处于拆松状态,以缓解安装过程中轴/孔不对中现象。安装专用工具FT44507,将圆盘固定好垂直,3根螺杆插入干气密封端盖,缓慢均匀地将干气密封推入到位,推入时注意干气密封是否有偏移。
(4)回装缓冲气密封:对缓冲气密封进行清洁,更换O圈。使用专用工具FT44507,将缓冲器密封定位销与干气密封销钉对齐,缓慢均匀推入。测量第三凸台到缓冲器密封内环(127.10 mm)和外环的距离(127.16 mm),与拆卸数据对比。
(5)回装轴承:对轴承座进行清洁,更换轴承座O圈。使用FT44509将轴承座缓慢均匀推入压缩机壳体,注意轴承座定位槽与缓冲器定位销对齐。到位后测量压缩机外面到軸承端面的距离(79.43 mm),与拆卸数据对比。将轴承温度探头线从孔穿出,连接航空插座,连接前测量下RTD探头阻值是否正常(阻值RAB=110.7 Ω,RCD=111.2 Ω,REF=111.5 Ω)。
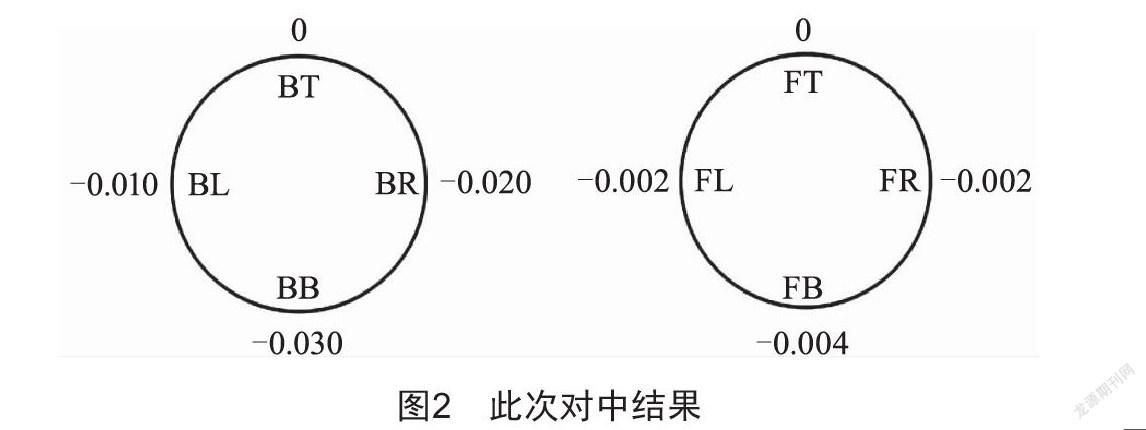
(6)机组对中调整:索拉对中使用其具有自主知识产权的对中软件,不提供给现场使用。为突破这一技术瓶颈,现场依据双表法机械对中原理,构建数学模型,推导计算公式,并进行试验校正,最终实现了双表法4种模式调整值的精确计算。然后按照计算逻辑,编写代码,汇编成软件,成功完成了基于双表法的对中计算软件开发。该软件已经取得了国家计算机软件著作权,证书编号:软著登字第8165996号。齿轮箱与压缩机对中标准如表1所示,此次对中结果如图2所示。
3.3 启机测试
先手动盘车,机组运转顺畅,再启动机组,怠速测试,用手持激光气体检测仪进行检测,压缩机充压到2.5 MPa时,未发现天然气泄漏。
怠速运行稳定后,开始逐步加压持续监控,怠速状态下出口压力为3.4 MPa时,检测未发现天然气泄漏。逐步加载到出口压力6.38 MPa,使用激光检测仪测量端盖,未发现天然气泄漏,且机组各项运行参数正常,压缩机解体维修取得一次性成功。
4 结语
面对国外厂家技术封锁,公司组织技术力量开展自主攻关,历时半个月顺利完成压缩机端盖密封解体检修作业。通过排查发现端盖密封老化失效、干气密封轻微损伤,并进行了修复更换,排除设备隐患的同时,一举解决国外压缩机检修“卡脖子”技术难题,为推动压缩机本地化维修奠定了基础,大大提升了公司自主检修能力,为后续此类检维修作业锻炼了队伍,积累了经验,也为其他“卡脖子”工程的技术攻关指明了方向。
[参考文献]
[1] Solar Mars 90 Gas Turbine-Driven Compressor Set Maintenance Instruction[Z].
[2] Solar Mars 90 Gas Turbine-Driven Compressor Set Illustrated Parts List[Z].
[3] Solar Mars 90 Gas Turbine-Driven Compressor Set Electric Schematic[Z].
[4] 靳兆文.压缩机运行与维修实用技术[M].北京:化学工业出版社,2014.
收稿日期:2022-03-29
作者简介:曾强(1989—),男,四川仁寿人,工程师,研究方向:海上石油装备。
猜你喜欢
中原商报·科教研究(2021年6期)2021-05-13
当代化工(2019年2期)2019-12-10
科学导报·科学工程与电力(2019年22期)2019-10-21
家用电器(2019年12期)2019-09-10
商情(2019年39期)2019-08-21
当代工人·精品C(2019年1期)2019-04-29
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
科学与财富(2018年19期)2018-08-20
山东工业技术(2018年10期)2018-06-26
